您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 冲裁、弯曲、拉深力计算
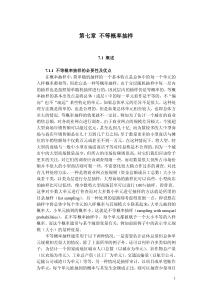
P=1.3K8501.9380(N)797810(N)1.概略计算一般形状弯曲件弯曲力P:0.25σbtB10000序号σbtBP102030405060708090100注:P--弯曲力,10kNσb--材料抗拉强度,Mpat--材料厚度,mmB--弯曲线长度,mm2.弯曲力和校正力的经验计算V形自由弯曲力P:Bt²σbr+t序号BtσbrP1P弯曲力计算P=P=P1=冲裁力:在冲裁过程中,通过冲模使板料分离所需的最小压力。P=1.3KLtτ(N)P——冲裁力(N);K——修正系数,对于平口剪刃冲K=1,对于斜刃口当α≥4°时,K=0.4~0.7;L——冲裁件周边长度(mm);t——冲裁件材料厚度(mm);τ——材料的抗剪切强度(MPa);常用材料的抗剪强度τ材料名称抗剪切强度τ/MPa材料名称抗剪切强度τ/Mpa硬钢片D21D44190L2、L380Q235A310~380LF2130~160240~60008F220~310LY12280~31010260~340T1、T2、T3160~240600QA17520~56035400~520H62300~42045440~560H681Cr18Ni9Ti460~520QA12-19360~480冲裁力计算T7A~T10A600HPb59-1300~40065Mn1212334454834832#DIV/0!#DIV/0!3#DIV/0!#DIV/0!4#DIV/0!#DIV/0!5#DIV/0!#DIV/0!6#DIV/0!#DIV/0!7#DIV/0!#DIV/0!8#DIV/0!#DIV/0!9#DIV/0!#DIV/0!10#DIV/0!#DIV/0!V形校正弯曲力P:P=P2=Aq序号AqP2P1002003004005006007008009001000U形用弹顶器不校正弯曲力P:1.8Bt²σbr+t序号BtσbrP1QP10#DIV/0!20#DIV/0!30#DIV/0!40#DIV/0!50#DIV/0!60#DIV/0!70#DIV/0!80#DIV/0!90#DIV/0!100#DIV/0!U形用弹顶器加校正弯曲力P:P=P2=Aq序号AqP2P100200300400500600700800P=P1+Q=1.8P1=9001000注:P--弯曲时总弯曲力,NQ--最大弹顶力,Q=0.8P1P1--弯曲力,NP2--校正力,NL--弯曲线长度,mmt--材料厚度,mmA--材料校正部分投影面积,mm²σb--材料抗拉强度,Mpaq--校正弯曲时单位压力,见下表校正弯曲时单位压力q≤1>1~2>2~5>5~10铝10~1515~2020~3030~40黄铜15~2020~3030~4040~6010,2020~3030~4040~6060~8025,30,3530~4040~5050~7070~1003.顶件力或压料力P3:P3=(0.3~0.8)P1注:P3--顶件力或压料力,NP1--自由弯曲力,N4.压力机压力的确定自由弯曲时:P公≥P1+P3校正弯曲时:P≥P2注:P公--压力机公称力,NP1--弯曲力,NP2--校正力,NP3--顶件力或压料力,N1.用压边圈的第一次拉深力P1:P1=LtσbK1序号LtσbK1P118813200.6718867.2203040502.以后各次拉深时的力Pn:Pn=LtσbK2序号LtσbK2Pn1144.50.83200.829593.620304050材料材料厚度t/mm拉深力计算3.变薄拉深时的力P:P=πdcpσ(tn-1-tn)序号πdcpσtn-1tnP10203040504.方(矩)形件拉深力Py:Py=(0.5~0.8)Ltσb注:L--拉深件横断面周长(按中径计算),mmt--料厚,mmσb--材料抗拉强度,Mpadcp--拉深件中径σ--材料变形抗力,σ=nσb,黄铜n=1.6~1.8,钢n=1.8~2.25tn-1、tn--拉深前、后壁厚,mmK1、K2--系数5.压边力计算任何形状零件拉深时的压边力Q:Q=压边圈下毛坯面积Fⅹ单位压边力q序号FqQ121112.55277.520304050圆筒形件第一次拉深时的压边力Q1:Q1=π/4[D²-(d1+2R凹1)²]q序号πDd1R凹1qQ113.1446443020304050圆筒形件以后各次拉深时的压边力Qn:Qn=π/4[dn-1²-(dn+2R凹n)²]q序号πdn-1dnR凹nqQ11020304050注:d1…dn-1,dn--第一次…第n_1次,第n次拉深直径,mmR凹1…R凹n--第一次…第n次拉深凹模圆角半径,mmD--毛坯直径,mmq--单位压边力6.按计算拉深力直接选用压力机6-1.单动压力机:(1.8~2)*∑P≤P公注:∑P--拉深力、成形力和压边力之和P公--压力机公称力6-2.双动压力机:(1.8~2)P≤P公,内Q≤P公,外注:P--拉深、成形等工序冲压力Q--压边力P公,内--双动压力内滑块公称力7.按压力机负荷曲线选用冲压设备序号hRλcasa1#DIV/0!2#DIV/0!3#DIV/0!4#DIV/0!5#DIV/0!casa=2(1-h/R)(1+1/λ)+(h/R)²2(1-h/R+1/λ)79.781(T)冲裁力:在冲裁过程中,通过冲模使板料分离所需的最小压力。P=1.3KLtτ(N)P——冲裁力(N);K——修正系数,对于平口剪刃冲K=1,对于斜刃口当α≥4°时,K=0.4~0.7;L——冲裁件周边长度(mm);t——冲裁件材料厚度(mm);τ——材料的抗剪切强度(MPa);常用材料的抗剪强度τ冲裁力计算
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 xiaoyuazaz
xiaoyuazaz
本文标题:冲裁、弯曲、拉深力计算
链接地址:https://www.777doc.com/doc-6736001 .html