您好,欢迎访问三七文档
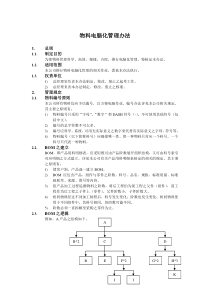
发电机碳刷维护标准一、巡视检查标准1、检查碳刷是否接触良好无卡塞,在刷握内能自由活动,电刷在刷框内应有0.1~0.2mm的间隙。2、用直流钳形电流表和远红外测温仪,定期测量和掌握集电环表面无过热现象,滑环温度应不高于100℃,每个碳刷电流控制在20~100A,刷体温度控制在不大于80℃,连接线发热温度不超过75℃,重点检查无电流和室温,及时消除碳刷电流不平衡、卡阻等因素,保证碳刷在良好平衡状态工作。3、经常检查刷辫是否完好,是否有脱辫现象,导线是否氧化及是否有烧断股线现象等,有无过热现象,如出现发黑或烧伤应更换。4、检查碳刷边缘无破碎不能过短,剩1/3高度低于20mm应更换碳刷。5、检查碳刷与铜辫的接触及励磁回路中各部螺丝是否松动,电刷软线连接完整接触牢固无接地现象。6、检查刷握和刷架上有无积垢,每月一次定期用鼓风机吹扫,特别是绝缘件上的碳尘及灰尘,以避免降低励磁回路的绝缘电阻。7、查出有破碎、研磨不良、压力不均匀、打火等现象应予以消除。8、检查有无碳刷颤振的情形。碳刷松弛,机组振动等原因都将会引起碳刷颤振,此时必须将刷握拔出检查是否有损坏情形,查明颤振原因并消除。刷握最低点距离滑环3~4毫米,可以减小振动现象。10、更换碳刷后,要加强对其监视缩短巡视时间,运行一天后按正常巡检时间执行。二、碳刷调整、更换操作规则及注意事项1、进行碳刷调整、清扫、刷握检查、碳刷更换等工作时,必须申请将“发电机一点接地”保护退出,并有总工程师同意签字。2、进行碳刷更换调整时,应尽量降低发电机无功,减少励磁电流,必要时可转移部分负荷,以减少碳刷冒火。3、进行碳刷调整时,应有专人监护,工作人员应穿绝缘鞋,工作服袖口应扣好,注意防止转动机械及异物飞出伤人,同时应特别注意防止励磁回路发生短路和接地工器具不能相互传递。4、调整、清扫碳刷及滑环时,要有两人进行,须有实践经验的人员进行,工作人员应站在绝缘垫上,逐个对碳刷进行调整,不得接触两极或一手接触碳刷一手接地,也不能两个人同时进行工作。5、发现碳刷严重发热或火花较大时,严禁直接提起该碳刷,必须先从未冒火及发热不很严重的碳刷开始调整,待火花减小,碳刷烧红开始转暗后方可调整该碳刷。6、每台发电机一次更换碳刷不应大于碳刷总数的20%(6块),同一组碳刷一次只允许更换一块,同一极碳刷一次不允许超过三块,每次间隔时间为1-2周,待磨合再逐步更换其余电刷,保证机组的正常运行。7、若检查转子碳刷刷框、刷架及转子滑环表面炭末、灰尘较多时,应及时汇报部门,用干净的压缩空气进行吹扫。8、更换碳刷时,同一台机组使用的碳刷必须一致,在同一极滑环上使用同一阻值的碳刷,不可混合使用,每次更换碳刷时必须使用同一厂家同一型号的碳刷。领用新碳刷时应首先进行碳刷阻值测量,并将阻值相同的碳刷分别编号存放。9、在更换碳刷前,细心研磨碳刷使其面面光滑,以保证碳刷与滑表面接触达70%,电刷与刷握内壁的间隙应在0.1-0.3毫米之间,以免电刷卡在刷握之中或因间隙过大产生摆动,刷握的下边缘和换向器工作表面之间的距离为2-3毫米,电刷装入刷握内要保证能够上下自由移动。10、碳刷压簧的压力调整。a.碳刷上压力过低时,碳刷与滑环不能良好接触。这时会因电气损耗的增加而引起碳刷过热和因火花增大而引起烧伤,进而使磨损增大。b.碳刷上压力过高时,机械磨损所产生的热量将会增加,使碳刷的温度升高,引起碳刷的迅速磨损。加在碳刷上的压力应力求均匀,否则将导致电流的分配不均。C.受压簧压力大的,接触电阻小,因而通过的电流就多,相反,受压簧压力小的,接触电阻大,通过的电流就少。这将引起部分碳刷过热或产生火花。11、刷架和刷握在检修时要慎重调整,回放和安装刷架时,角度和几何位置要保证在原状态,碳刷的滑入边和滑出边必须要与换向器平行。12、更换碳刷后要及时填写碳刷更换记录,更换下来的压簧及时丢弃,旧碳刷要标识后专门放置,以利于进行分析、判断不可与新备件混放。13、在进行白布侵酒精擦试滑环时要注意不能用带毛边的布接触滑环,要先把白布四个毛边折向里面,然后在将白布对折2次后方可蘸酒精擦试滑环。14、在发电机运行过程中若火花很大出现环火,滑环碳刷有碎块落下,则应请示停机。三、维护更换周期标准1、每班对至少对发电机碳刷进行三次巡检和测温,测碳刷电流,在接班后1小时和在班中机组负荷高或环境温度高时进行。2、每班巡视中若发现有打火发热现象必须立即进行处理。3、每周二下午16:00对发电机碳刷进行一次清扫维护和更换。4、每次停机时,应清除集电环通风沟、通风孔内的碳尘物,以免影响散热及通风效果,同时应特别注意集电环底部电刷情况。5、更换碳刷应在专用记录本上登记。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 seven69
seven69
本文标题:发电机碳刷维护标准
链接地址:https://www.777doc.com/doc-6745102 .html