您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 项目/工程管理 > 超高分子量聚乙烯加工技术详解
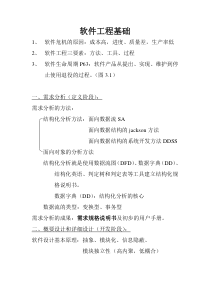
超高分子量聚乙烯加工技术超高分子量聚乙烯安阳超高工业技术有限责任公司20160629摘要:超高分子量聚乙烯英文简称UHMW-PE,它是一种来源丰富、价格适中、性能优异的一类热塑性工程塑料,由于具有耐冲击性、耐腐蚀、耐磨损、自润滑性、无毒性及极优良的耐低温性等优点,被应用在许多领域。“性能卓越,加工困难”是UHMW-PE的一大特点,其原因就在于UHMW-PE的分子链极长,致使分子链互相缠结,很难呈规则排列,在引起聚集态变化的同时(如:结晶度偏低-65%~85%,密度偏低-0.93~0.94g/m3),大分子链间的无规缠结又使UHMW-PE对热运动反应迟缓,当加热到熔点以上时,熔体呈现橡胶状高粘弹体状,熔体粘度高达108Pa.s,熔体流动速率几乎为零,造成UHMW-PE临界剪切速率很低,易产生熔体破裂等缺陷。因此,很难用常规的聚合物加工方法来成型UHMW-PE制品,在一段时间内限制了UHMW-PE的推广使用,故研究UHMW-PE的成型加工显得尤为重要。常用的成型方法有模压成型法(1965年前后)、挤出成型法(1970年前后)和注塑成型法(1975年前后)3种。本论文首先简要介绍一下UHMW-PE的性能及成型方法,然后分别对它的单螺杆挤出成型工艺和双螺杆挤出成型工艺做详细介绍。关键词:性能;加工性能;成型方法;单螺杆挤出成型法;双螺杆挤出成型法1UHMW-PE概述1.1UHMW-PE的发展简史超高分子量聚乙烯通常是指相对分子质量在150万以上的线型聚乙烯,其英文全称为UltraHighMolecularWeightPolyethylene,简称UHMW-PE。UHMW-PE在分子结构上与普通聚乙烯相同,其主链上的链节都是(-CH2-CH2-),但普通聚乙烯的分子量较低,约在5-30万之间,即使是高分子量高密度聚乙烯(HMWHPE),其重均分子量也仅为20-50万,而UHMW-PE的分子量高达巧于600万,德国甚至有分子量高达1000万以上的产品。UHMW-PE是一种来源丰富、价格适中、性能优异的一类热塑性工程塑料,其耐冲击性、耐腐蚀、耐磨损、自润滑性、无毒性及极优良的耐低温性等优点,使该材料广泛应用于通用机械、化工机械、食品和造纸等领域,作为易磨损、易腐蚀、高冲击、低温及不能使用润滑油的各种零部件及料仓衬里、溜槽、滑道衬板、滑轨、油箱等。UHMW-PE材料的使用寿命不仅高于尼龙和聚四氛乙烯制品,且耐磨性远远超过不锈钢等金属制品。由于UHMW-PE具有优良的综合性能,在国外被称为“惊异的塑料”[1]。UHMW-PE首先由西德Hoechest公司于1958年开发成功,其后美国Hercules公司及日本三井油化相继较大规模地工业化生产,北京助剂二厂是国内UHMW-PE的主要厂家。长期以来,UHMW-PE由于加工困难,致使UHMW-PE材料的推广应用受到一定限制。近年来由于加工技术的不断进步和发展,其应用领域也随之扩大。目前UHMW-PE制品的加工仍以压制烧结和柱塞法为主。七十年代中期以来,日本先后开发了单螺杆挤出和往复螺杆注射成型工艺,美国和西德也相继采用单螺杆挤出和注射成型法加工UHMW-PE制品。1.2UHMW-PE的合成方法超高分子量聚乙烯的合成方法与普通的高密度聚乙烯相类似。多采用齐格勒催化剂,在一定的条件下使聚乙烯聚合,即可得到超高分子量聚乙烯。此外,还有索尔维法和U.C.C气相法[2]。(l)齐格勒低压淤浆法以β-TiCl3/Al(C2H5)2Cl或TiCl4/Al(C2H2)2Cl为催化剂,以60~120℃馏分得饱和烃为分散介质(或以庚烷、汽油为溶剂),在常压或接近常压,75~85℃的条件下使聚乙烯聚合,便合成得相对分子质量为100-500万的超高分子量聚乙烯。(2)索尔维法索尔维法的催化剂是以氧化镁作为载体,有机金属化合物为催化剂,改变载体的活化温度,即可调节聚合物相对分子质量。它的生产工艺是先将乙烯、共聚单体、催化剂、氢和己烷(稀释剂)一起加入环形反应器,反应温度为60~90,反应压力为3MPa,停留时间为2.5~3.0h,反应器内浆液浓度为28%,乙烯转化率可达85%-93%。聚合物浆液经两次汽提、离心、干燥和造粒后即得成品。(3)U.C.C气相法U.C.C气相法是美国联合碳化物公司发明的使乙烯在硫化床中气相低压聚合,直接制造干粉状聚乙烯的方法。催化剂一般选用有机铬化合物或齐格勒催化剂,以硅胶为载体。聚合反应在硫化床反应器中进行,聚合温度为95~105℃,压力为2.1MPa,停留时间3~5h。1.3UHMW-PE的性能UHMW-PE极高的分子量(HDPE的分子量通常只有2-30万)赋予其优异的使用性能,而且属于价格适中、性能优良的热塑性工程塑料。它几乎集中了各种塑料的优点,具有普通聚乙烯和其它工程塑料无可比拟的耐磨、耐冲击、自润滑、耐腐蚀、吸收冲击能、耐低温、卫生无毒、不易粘附、不易吸水、密度较小等综合性能。事实上,目前还没有一种单纯的高分子材料兼有如此众多的优异性能[3]。1.3.1耐磨性UHMW-PE的耐磨性居塑料之冠,并超过某些金属,图1为UHMW-PE与其它材料耐磨性比较。从图1可以看出,与其它工程塑料相比,UHMW-PE的砂浆磨耗指数仅是PA66的1/5,HDPE和PVC的1/10;与金属相比,是碳钢的1/7,黄铜的1/27。这样高的耐磨性,以致于用一般塑料磨耗实验法难以测试其耐磨程度,因而专门设计了一种砂浆磨耗测试装置。UHMW-PE耐磨性与分子量成正比,分子量越高,其耐磨性越好。图1UHMW-PE与其它材料的耐磨性比较1.3.2冲击强度UHMW-PE的冲击强度,在所有工程塑料中名列前茅,图2为UHMW-PE与其它工程塑料冲击强度比较。从图2可以看出,UHMW-PE的冲击强度约为耐冲击PC的2倍,ABS的5倍,POM和PBTP的10余倍。耐冲击性如此之高,以致于采用通常冲击试验方法难以使其断裂破坏。其冲击强度随分子量的增大而提高,在分子量为150万时达到最大值,然后随分子量的继续升高而逐渐下降。值得指出的是,它在液氮中(-196℃)也能保持优异的冲击强度,这一特性是其它塑料所没有的。此外,它在反复击后表面硬度更高。图2UHMW-PE与其它工程塑料冲击强度比较1.3.3自润滑性UHMW-PE有极低的摩擦因数(0.05~0.11),故自润滑性优异。表1为UHMW-PE与其它工程塑料摩擦因数比较。从表1可以看出,UHMW-PE的动摩擦因数在水润滑条件下是PA66和POM的1/2,在无润滑条件下仅次于塑料中自润滑性最好的聚四氟乙烯(PTFE);当它以滑动或转动形式工作时,比钢和黄铜添加润滑油后的润滑性还要好。因此,在摩擦学领域UHMW-PE被誉为成本/性能非常理想的摩擦材料。表1UHMW-PE与其它工程塑料摩擦因数比较1.3.4耐化学药品性UHMW-PE具有优良的耐化学药品性,除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及有机介质(萘溶剂除外)。其在20℃和80℃的80种有机溶剂中浸渍30d,外表无任何反常现象,其它物理性能也几乎没有变化。1.3.5冲击能吸收性UHMW-PE具有优异的冲击能吸收性,冲击能吸收值在所有塑料中最高,因而噪声阻尼性很好,具有优良的消音效果。1.3.6耐低温性UHMW-PE具有优异的耐低温性能,在液氦温度(-269℃)下仍具有延展性,因而能够用作核工业的耐低温部件。1.3.7卫生无毒性UHMW-PE卫生无毒,完全符合日本卫生协会的标准,并得到美国食品及药物行政管理局和美国农业部的认可,可用于接触食品和药物。1.3.8不枯性UHMW-PE表面吸附力非常微弱,其抗粘附能力仅次于塑料中不粘性最好的PTFE,因而制品表面与其它材料不易粘附。1.3.9憎水性UHMWPE吸水率很低,一般小于0.01%,仅为PA6的1%,因而在成型加工前一般不必干燥处理。1.3.10密度表2为UHMW-PE与其它工程塑料密度比较。由表2可知,UHMW-PE的密度比其它所有工程塑料都低,一般比PTFE低56%,比POM低33%,比PBTP低30%,因此其制品非常轻便。表2UHMW-PE与其它工程塑料密度比较1.3.11拉伸强度由于UHMW-PE具有超拉伸取向必备的结构特征,所以有无可匹敌的超高拉伸强度,因此可通过凝胶纺丝法制得超高弹性模量和强度的纤维,其拉伸强度高达3~3.5GPa,拉伸弹性模量高达100~125GPa;纤维比强度是迄今已商品化的所有纤维中最高的,比碳纤维大4倍,比钢丝大10倍,比芳纶纤维大50%。1.3.12其它性能UHMW-PE还具有优良的电气绝缘性能,比HDPE更优良的耐环境应力开裂性,比HDPE更好的耐疲劳性及耐γ-射线能力。表3为UHMW-PE的常用性能指标[4]。表3UHMW-PE常用性能指标1.4UHMW-PE的应用领域(l)纺织机械:超高分子量聚乙烯在纺织机械上的应用是最早的,早在1958年超高分子量聚乙烯刚出现就被应用于纺织机械的皮结、打梭板、齿轮、缓冲块、轴套、连接器等,制品达30多种。(2)建筑、电力、农用机械:推土机铲板的衬板、挖掘机铲斗衬板、发电厂的煤仓衬板、拖拉机犁烨内衬及轴套等。(3)造纸业:造纸业是超高分子量聚乙烯应用较多、应用效果较好的行业之一,主要有造纸机的吸水箱盖板、刮水板等。(4)陶瓷行业:主要应用于滚压头、滤泥板和滤芯。(5)采矿业:煤仓衬板、溜煤板、提升轨道、滚轮、压滤机滤板、皮带机托辊及托辊轴承等。(6)食品机械:食品模具、送料螺杆、各种导轨滑道、齿轮、滚轮、食品肉类的案板等。(7)军事领域:如防弹衣、打靶牌罩等。(8)医疗和文化体育领域:如人工关节、雪橇、早冰场地板、滑沙板底板以及码头用轮船当护板等。2UHMW-PE的加工工艺介绍2.4UHMW-PE的加工性能采用通常热塑性加工方法对UHMW-PE进行成型加工时主要遇到四个方面的困难:(l)熔体粘度高超高分子量聚乙烯熔体为橡胶态的高粘弹体。普通聚乙烯的流动性能,一般可用熔体流动速率(MFR)表示。它是在温度为190℃,负荷为2.16kg下测定的,一般热塑性塑料熔体流动速率在0.0330g/10min范围内,而超高分子量聚乙烯由于熔体粘度非常高,在上述条件下根本测不出结果,即使把负载加大10倍(即21.6kg),熔体也很难从仪器喷嘴流出。由此可见,超高分子量聚乙烯加工时的流动性是很差的[5]。普通聚乙烯在挤出机中进行加工时,由料斗加入的固态粒料或粉料在机筒的热和螺杆剪切作用下,逐步转变为粘性流体,即使螺杆设计和温度条件不很理想,也不会产生物料堵塞在机筒中不动或完全挤不出来的现象。但对于挤出UHMW-PE的情况则会完全不同,物料在螺杆全程上的运动近似为固体输送过程,即“粉末一半固体一高粘弹体”的变化过程,是典型的“塞流”输送机理,没有自由流动的粘流态。物料容易堵塞在压缩段包附螺杆一起旋转而无法挤出,这种现象也叫“料塞”。这正是使用普通的、未经改造单螺杆挤出机加工UHMW-PE时遇到的最大难题。实验研究表明,普通聚乙烯熔融时呈粘流态,从口模挤出后立即下垂(如图3所示),而熔融的UHMW-PE,从高温口模挤出时具有一定的“熔融刚度”,并不是马上下垂,呈半透明固体状水平向偏下方向前移动,表现为高粘弹态(如图4所示)。由此可知,UHMW-PE熔融时是粘度极高、流动极差的特殊熔体。图3高密度聚乙烯挤出形态图4超高分子量聚乙烯挤出形态(2)摩擦系数小UHMW-PE摩擦系数极低,即使是在熔融状态时也是如此,因此在进料过程中容易在加料段发生打滑,无法向前推进,这也是螺杆挤出加工时遇到的另一难题。(3)临界剪切速率低图5为超高分子量聚乙烯的流动曲线[6]。一般挤出时,挤出棒材、普通制品及单丝的剪切速率为10-3~104s-1;吹塑成型时的剪切速率为1104s-1;注塑时的剪切速率为102~106s-1。通常制品截面面积越大,单位时间的挤出量越少,剪切速率也越小。1-UHMW-PE;2-挤出和吹塑PE;3-注塑PE图5UHMW-PE和普通聚乙烯的流动曲线模型由图3可以看出UHMW-PE和
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![XXXX年信息化项目申报通知(杭信办[XXXX]49号)](/doc-35168.png)

 pupubaba
pupubaba
本文标题:超高分子量聚乙烯加工技术详解
链接地址:https://www.777doc.com/doc-6905212 .html