您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 车载产品测试标准--HOYH
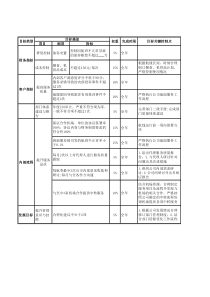
目录1、目的……………………………………………………………22、适用范围检验方式……………………………………………23、检查方式……………………………………………………24、外观检查及定义的方法………………………………………24.1、外观A.B.C.D面的定义…………………………………24.2、外观检查…………………………………………………24.3、伤痕深度判定……………………………………………35、产品检验标准…………………………………………………35.1、塑胶部份……………………………………………35.2、(非透明件)透明件…………………………………4-75.3、五金部份……………………………………………8-95.4、包装材料部份…………………………………………95.5、线材部份………………………………………………105.6、标准件…………………………………………………105.7、电子原器件…………………………………………11-135.8、PCB板…………………………………………………135.9、委外加工…………………………………………13-146、产品技术测试标准………………………………………………156.1、收音部份…………………………………………………156.2、放音/音频部份…………………………………………156.3、蓝牙音频部份……………………………………………156.4、碟箱音频部份…………………………………………156.5、AUX音频部份…………………………………………156.6、IPOD音频部份…………………………………………157、可靠性试验标准…………………………………………………16-171、目的规范本公司产品检验标准要求,实现产品质量的标准化控制。2、适用范围适用于本公司车载DVD产品(客户指定特殊要求除外)。3、检验方式分为全检、抽检、免检。3.1、全检:采取对本批次所有个体进行检验,剔除不合格品3.2、抽检:使用国标GB/T2828.1-2003,除非特别声明否则采用单次抽样方式,一般检验水平II类执行3.3、免检:仅核实物料的规格型号,而不进行任何检验。4、外观检查的定义及方法4.1、外观A.B.C.D面的定义对象区分定义具体例A面成品最初就面向使用者的部位成品的正面、顶面等(包括能开合的成品)B面成品在A面后面向使用者的部位成品的侧面C面使用者不易看到的成品部位成品的背面(包括能开合的成品)物料的A.B.C.D面是根据其在成品中所对的面进行判定。4.2、外观检查方法4.2.1、目视检查目视要求A面B面C面D面光照度50W~60W光源距离600mm600mm600mm600mm与被检查品成正视目视时间5s5s5s5s目视距离300mm300mm300mm300mm注:1、目视检查的视力要求正常视力。2、外观缺陷的检查不可以在单色光的光照条件下进行。3、外观缺陷的检查不可以用放大镜进行。4.2.2、感官检查用手接触被检查品表面,以触觉为判定。4.2.3、检查对照物1、点线对照表2、样品4.3、伤痕深度判定1、感官检查能够觉察到的划(磨、擦、压)伤,判为不合格;2、伤痕泛白或带有异色,判为不合格。5、产品检验标准5.1、塑胶面板部份表5.1.1序号检验项目合格判定基准检查方法/量具AQL1规格尺寸依图面标示尺寸(或依样品),试装配合符合成品检验标准卡尺1.52耐冲击强度测试外壳根据“跌落实验标准”自由落下至水泥地面后,外壳不能破裂卷尺2个以上/批3螺孔测试螺丝以0.8~1.2NM扭矩,10次旋进旋出螺孔不损坏、爆裂扭力计0.654材质检验依图面要求火机燃烧每批次1件5丝印检验表面丝印后,经酒精以500G的力连续擦拭20次后,不可有脱落或溶解现象洒精擦拭0.656老化测试依据不同材质进行抗高温测试无变形高温箱每批次3件7浇口浇口应削平,且不能露白,不应在明显影响外观质量的部位目视检验2.58耐油测试以无铅油浸入7天,表面无痕迹、龟裂、分解氧化目视检验每批次1件9配合试装符合成品检验标准目视检验1.510涂装附着力用小刀划横直各6条间隔2m小方格,用3M胶带粘上90秒后撕掉胶带检视表面层,不得有脱落现象小刀、3M胶带每批次3件11涂装表面光滑、平整,色泽均匀,无飞油、积油、掉漆目视检验、感官检验2.5注:要求供应商送货要附带检验报告给检验员表5.2.2(非透明件)序号检验项目对象区分合格判定标准检查方法AQL1异物(黑点、白点)A面直径≤0.3mm,数量≤3个,间距≥50mm目视检验、点线对照表1.0B面直径≤0.5mm,数量≤3个,间距≥50mm目视检验、点线对照表1.0C面直径≤1.0mm,数量≤3个,间距≥50mm目视检验、点线对照表2.5D面直径≤1.3mm,数量≤3个,间距≥10mm目视检验、点线对照表2.52擦(磨)伤A面面积≤0.3m㎡,数量≤3个,间距≥50mm目视检验、点线对照表1.0B面面积≤0.5m㎡,数量≤3个,间距≥50mm目视检验、点线对照表1.0C面面积≤0.7m㎡,数量≤3个,间距≥50mm目视检验、点线对照表2.5D面面积≤1.5m㎡,数量≤3个,间距≥10mm目视检验、点线对照表2.53划(压)伤A面面积≤0.2m㎡,数量≤3个,间距≥50mm目视检验、点线对照表1.0B面面积≤0.3m㎡,数量≤3个,间距≥50mm目视检验、点线对照表1.0C面面积≤0.5m㎡,数量≤3个,间距≥50mm目视检验、点线对照表2.5D面面积≤1.0m㎡,数量≤3个,间距≥10mm目视检验、点线对照表2.54气泡A面面积≤0.2m㎡,数量≤3个,间距≥50mm目视检验、点线对照表1.0B面面积≤0.5m㎡,数量≤3个,间距≥50mm目视检验、点线对照表1.0C面面积≤1.0m㎡,数量≤3个,间距≥50mm目视检验、点线对照表2.5D面面积≤2.5m㎡,数量≤3个,间距≥10mm目视检验、点线对照表2.55油污(污渍)无目测及手触摸不易察觉的油污(污渍)目视检验、感官检验1.06垃圾(灰尘)无目测及手触摸不易察觉的垃圾(灰尘)1.07浇口残留无残留物≤0.3mm,不刺手(软质)目视检验2.58变形A、B、C面目视不明显,对后续工序无影响目视检验1.09缺损A面无缺损目视检验1.0B、C面无明显缺损,对外观及组装无影响目视检验2.5D面轻微缺损,对外观及组装无影响目视检验2.510毛刺A、B面无毛刺目视检验1.0C面毛刺≤0.3mm,不刺手(软质),数量1个目视检验2.5D面毛刺≤0.5mm,不刺手(软质),数量2个目视检验2.511毛边A面无毛边目视检验1.0B、C面高度≤0.3mm,长度≤10mm,数量1条,对外观及组装无影响目视检验、点线对照表2.5D面高度≤0.3mm,长度≤10mm,数量1条,对外观及组装无影响目视检验、点线对照表2.512色调无与样品及色卡对照,偏差不明显目视检验1.013表面收缩A、B面收缩不明显,对外观及组装无影响目视检验1.0C、D面轻微收缩,对外观及组装无影响目视检验2.514拉伤A面无拉伤目视检验1.0B、C、D面直径≤0.1mm,长度≤2.0mm,数量≤3个,间距≥150mm目视检验2.515溶接线A面无溶接线目视检验1.0B、C面长度≤150mm,手触摸感觉不明显目视检验、点线对照表2.5D面长度≤300mm,手触摸感觉不明显目视检验、点线对照表2.516竖纹A面无竖纹目视检验1.0B、C面目视不明显目视检验2.5D面外观上无问题目视检验2.517表面发白A面面积≤0.5m㎡,数量≤3个,间距≥50mm目视检验、点线对照表1.0B、C面面积≤1.0m㎡,数量≤3个,间距≥50mm目视检验、点线对照表2.5D面面积≤2.0m㎡,数量≤3个,间距≥10mm目视检验、点线对照表2.518涂装A面异物直径≤0.3mm,数量≤3个,间距≥50mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易察觉的污渍灰尘等目视检验、点线对照表1.0B面异物直径≤0.5mm,数量≤3个,间距≥50mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易察觉的污渍灰尘等目视检验、点线对照表1.0C面异物直径≤0.8mm,数量≤3个,间距≥50mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易察觉的污渍灰尘等目视检验、点线对照表2.5D面异物直径≤1.3mm,数量≤3个,间距≥10mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易察觉的污渍灰尘等目视检验、点线对照表2.519丝印无字体丝印清晰无误,无发花,颜色与样品及色卡无明显偏差,目测及手触摸不易察觉的污渍灰尘等,油墨(异物)附着直径≤0.3mm,数量≤3个,间距≥50mm目视检验、点线对照表、感官检验1.020电镀异物A面直径≤0.3mm,长度≤2.0mm,数量≤3个,间距≥150mm目视检验1.0B面直径≤0.5mm,长度≤2.0mm,数量≤3个,间距≥150mm目视检验1.0C面直径≤1.0mm,长度≤2.0mm,数量≤3个,间距≥150mm目视检验2.5D面直径≤1.3mm,长度≤2.0mm,数量≤3个,间距≥10mm目视检验2.5颜色及光泽无与样品及色卡无明显偏差目视检验1.0烧焦A、B面无烧焦目视检验1.0C、D面目视无明显烧焦目视检验2.5表面粗糙A、B面无表面粗糙目视检验、感官检验1.0C、D面表面轻微粗糙目视检验、感官检验2.521其它由有经验的检查员进行判定表5.2.3(透明件)序号检验项目对象区分合格判定标准检查方法AQL1异物(黑点、白点)无面积≤0.2mm,数量≤2个,间距≥100mm目视检验、点线对照表0.652擦(磨)伤无面积≤0.2m㎡,数量≤2个,间距≥100mm目视检验、点线对照表0.653划(压)伤无面积≤0.2m㎡,数量≤2个,间距≥100mm目视检验、点线对照表0.654气泡无面积≤0.2m㎡,数量≤2个,间距≥100mm目视检验、点线对照表0.655油污(污渍)无目测及手触摸不易察觉的油污(污渍)目视检验、感官检验0.656垃圾(灰尘)无目测及手触摸不易察觉的垃圾(灰尘)0.657浇口残留无残留物≤0.3mm,不刺手(软质)目视检验0.658变形无目视不明显,对后续工序无影响目视检验0.659缺损无无缺损目视检验0.6510毛刺无无毛刺目视检验0.6511毛边无无毛边目视检验0.6512色调无与样品及色卡对照,偏差不明显目视检验0.6513表面收缩无收缩不明显,对外观及组装无影响目视检验0.6514拉伤无无拉伤目视检验0.6515溶接线无无溶接线目视检验0.6516竖纹无无竖纹目视检验0.6517表面发白无无发白目视检验、点线对照表0.6518涂装无异物直径≤0.2mm,数量≤2个,间距≥100mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易察觉的污渍灰尘等目视检验、点线对照表0.6519印刷无字体丝印清晰无误,无发花,颜色与样品及色卡无明显偏差,目测及手触摸不易察觉的污渍灰尘等,油墨(异物)附着直径≤0.2mm,数量≤2个,间距≥100mm目视检验、点线对照表、感官检验0.6520其它由有经验的检查员进行判定5.3、五金件表5.3.1序号检验项目对象区分合格判定标准检查方法AQL1锈斑无无锈斑目视检验0.652油污(污渍)无目视无明显油污目视检验1.03划伤A面面积≤0.2m㎡,数量≤2个,间距≥50mm(前提:目视明显)目视检验、点线对照表1.0B面面积≤0.3m㎡,数量≤2个,间距≥50mm(前提:目视明显)目视检验、点线对照表1.0C面面积≤0.5m㎡,数量≤2个,间距≥50mm(前提:目视明显)目视检验、点线对照表1.0D面面积≤1.0m㎡,数量≤2个,间距≥10mm(前提:目视明显)目视检验、点线对照表2.54压痕A面面积≤0.5m㎡,数量≤3条,间距≥50mm(前提:目视明显)目视检验、点线对照表1.0B面面积≤0.7m㎡,数量≤3条,间距≥50mm(前提:目视明显)目视检验、点线对照表1.0C面面积≤1.0m㎡,数量≤3条,
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 785502
785502
本文标题:车载产品测试标准--HOYH
链接地址:https://www.777doc.com/doc-7053989 .html