您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 机械制图与公差配合课件
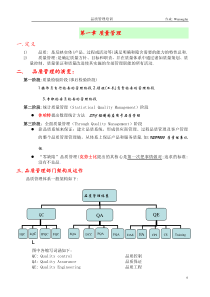
《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部目标1:具备基本的读图和识图能力。目标2:了解公差的基本含义,熟悉公差配合的基本含义。《机械制图与公差配合》中国重汽集团湖北华威生产部机械产品的“设计”和“制造”是其生命周期中的两个最重要的过程。而设计的结果主要体现在工程图样上,制造的质量往往要由检验测量(其中“几何量的测量”尤为重要),可见“制图”与“测量”是产品质量把关的两个重要环节,所以为了我们今后公司产品质量及其加工精度的进一步提高,现在我们给大家来系统的介绍机械制图与公差配合。《机械制图与公差配合》中国重汽集团湖北华威生产部一:投影法投射线通过物体向选定的面投射,并在该面上得到图形的方法。二:直角投影体系三个互相垂直的平面组成的投影体系。三:工程图样根据投影原理,标准和有关规定表示工程对象,并有相应技术要求的图。《机械制图与公差配合》中国重汽集团湖北华威生产部图纸幅面尺寸根据GB/T14689-1993的规定,绘制技术图样时优先采用表1-1所规定的基本幅面,如图1.1.1所示。必要时也允许选用符合规定的加长幅面。《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部图框格式分为留装订边和不留装订边两种。同一产品只能采用同一种格式。图框线用粗实线绘制,留有装订边的图框格式如图1.1.2所示,不留装订边的图框格式如图1.1.3所示。图1.1.2留有装订边的图框格式(逐步被淘汰)《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部一:基本视图一:基本视图《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部为了表达物体的内部结构,用假想的剖切面把机件切开,把处在观察者与剖切面之间的部分移去,将剩下的部分向投影面投射,所得到的视图称为剖视图一:全剖视图《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部为了表达物体的内部结构,用假想的剖切面将物体沿着适当位置剖开,仅仅画出与剖切面接触处的视图称为断面图。一:移出断面图《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部将机件的部分结构用大于原图形所采用的比例画出的图形称为局部放大图。《机械制图与公差配合》中国重汽集团湖北华威生产部简化画法1当机件具有若干相同结构(孔、齿、槽等),并按一定规律分布时,只需画出几个完整的结构,其余用细实线连接。在零件图中,则需注明结构的总数。《机械制图与公差配合》中国重汽集团湖北华威生产部2当机件具有若干相同的孔并按一定规律分布时,仅需画出一个或几个,其余用细点画线画出孔的位置,在零件图中,注明孔的总数。《机械制图与公差配合》中国重汽集团湖北华威生产部3机件上的滚花或网纹可在视图的轮廓线附近用细实线示意画出一小部分,并在图样上或技术要求中指明这些结构的具体要求。网纹0.8直纹0.8(a)(b)《机械制图与公差配合》中国重汽集团湖北华威生产部4对于肋板、轮辐,若剖切面沿其纵向剖切,即厚度方向剖切时,剖面内不画剖面符号,而用粗实线将其与邻近部份分开,不沿纵向剖切,则要在剖面内画剖面符号。AAA-A纵向剖切,不画剖面线。横向剖切,画剖面线。《机械制图与公差配合》中国重汽集团湖北华威生产部5回转体上均布的肋、轮辐,剖视图都应画成对称形式;对于均布的孔,不管剖到与否,都将其旋转到剖切平面内画出。肋不对称画成对称孔未剖到画成剖到AAA-AB-BBB《机械制图与公差配合》中国重汽集团湖北华威生产部6当回转体机件上某些平面在图形中不能充分表达时,可用平面符号(两条相交的细实线)表示这些平面。《机械制图与公差配合》中国重汽集团湖北华威生产部7轴、杆类较长的机件,当沿长度方向形状相同或按一定规律变化时,允许断开画出。轴套拉杆断开画法阶梯轴断开画法《机械制图与公差配合》中国重汽集团湖北华威生产部8与投影面倾斜角≤30°的圆或圆弧,其投影可以用圆或圆弧来代替。《机械制图与公差配合》中国重汽集团湖北华威生产部9机件中圆柱法兰和类似结构上均匀分布的孔的简化表示。《机械制图与公差配合》中国重汽集团湖北华威生产部锐边倒圆R0.510在不致引起误解时,机件的小圆角、锐边小倒角或45°小倒角允许省略不画,但必须注明尺寸或在技术要求中加以说明。C1《机械制图与公差配合》中国重汽集团湖北华威生产部省略截交线省略相贯线11机件上某些较小结构的形状已在一个视图中表达清楚时,则在其它视图中应当简化或省略,不必按投影画出所有线条。《机械制图与公差配合》中国重汽集团湖北华威生产部12零件上对称结构的局部视图,可采用如图所示方法绘制。《机械制图与公差配合》中国重汽集团湖北华威生产部轴测图是轴测投影图的简称,它能同时反映物体长,宽,高三个方向的形状,立体感较强,直观性好,是生产中的一种辅助图样,常用来说明产品的结构和使用方法等。一:正等轴测图。《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部一:尺寸标注常用符号及缩写词。《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部零件图是表达单个零件的图样,它是制造和检验零件的主要依据。《机械制图与公差配合》中国重汽集团湖北华威生产部装配图是表达机器或部件的图样,是用来表达机器或部件的工作原理以及零部件间的装配和连接关系,是机械设计和生产中的重要技术文件。在产品制造中,装配图是制定装配工艺规程,进行装配和检验的技术依据;在机器使用和维修时,也需要通过装配图来了解机器的工作原理和构造。《机械制图与公差配合》中国重汽集团湖北华威生产部1、零件的互换性互换性同一批零件,不经挑选和辅助加工,任取一个就可顺利地装到机器上去,并满足机器的性能要求。保证零件具有互换性的措施:由设计者确定合理的配合要求和尺寸公差大小。公差:在满足设计要求的条件下,规定零件实际尺寸允许的变动量。公差与配合《机械制图与公差配合》中国重汽集团湖北华威生产部公称尺寸:它是设计给定的尺寸;极限尺寸:允许尺寸变化的两个极限值,它以基本尺寸为基数来确定的。尺寸偏差(简称偏差):某一尺寸减其公称尺寸所得的代数差,分别称为上偏差和下偏差。例:一根轴的直径为500.008公称尺寸:50最大极限尺寸:50.008最小极限尺寸:49.992《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部《机械制图与公差配合》中国重汽集团湖北华威生产部公称尺寸相同的,并且相互结合的孔和轴公差带之间的关系,称为配合。一:基孔制(孔的基本偏差值为零)二:基轴制(轴的基本偏差值为零)1.间隙配合:孔的尺寸减去相配合的轴的尺寸之差为正,用符号X表示。2.过盈配合:孔的尺寸减去相配合的轴的尺寸之差为负,用符号Y表示。3.过渡配合:孔的公差带和轴的公差带相互交叠。《机械制图与公差配合》中国重汽集团湖北华威生产部如图:φ30+0.053+0.020φ30-0.020+0.041间隙孔公差带轴公差带最大间隙最小间隙孔公差带轴公差带最大间隙最小间隙为零孔的公差带在轴的公差带之上。《机械制图与公差配合》中国重汽集团湖北华威生产部如图:轴公差带孔公差带最大过盈最小过盈轴公差带孔公差带最大过盈最小过盈为零孔的公差带在轴公差带之下。轴径孔径过盈《机械制图与公差配合》中国重汽集团湖北华威生产部如图:最大间隙最大过盈轴径孔径最大间隙最大过盈最大过盈最大过盈最大间隙最大间隙轴和孔的公差带相互交叠。《机械制图与公差配合》中国重汽集团湖北华威生产部公差带由“公差带大小”和“公差带位置”这两个要素组成。标准公差确定公差带大小,基本偏差确定公差带位置。标准公差标准公差是标准所列的,用以确定公差带的大小的任一公差。标准公差分为20个等级,即:IT01、IT0、IT1至于IT18。IT表示公差,数字表示公差等级,从IT01至IT18依次降低。基本偏差基本偏差是标准所列的,用以确定公差带相对零位置的上偏差或下偏差,一般指靠近零线的那个偏差。当公差带在零线的上方时,基本偏差为下偏差;反之则为为上偏差。《机械制图与公差配合》中国重汽集团湖北华威生产部基本偏差基本偏差标准公差标准公差基本尺寸+-00轴与孔的基本偏差代号用拉丁字母表示,大写为孔,小写为轴,各有28个。其中H(h)的基本偏差为零,常作为基准孔或基准轴的偏差代号。《机械制图与公差配合》中国重汽集团湖北华威生产部RSTPCDEFFGCDEHYABGJSKMNUVXZZAZBZCF基本尺寸零线0+-J0EIEIES+rafgdefcdbhjsjkmnpstuxzzazbzcgecfvy基本尺寸零线0-0eseiA~H(a~h)的基本偏差用于间隙配合;P~ZC(p~zc)用于过盈配合;J(j)~N(n)用于过渡配合。《机械制图与公差配合》中国重汽集团湖北华威生产部基准孔的基本偏差代号为“H”。间隙配合过渡配合过盈配合0过渡配合基准孔0公差带图《机械制图与公差配合》中国重汽集团湖北华威生产部基准轴的基本偏差代号为“h”。间隙配合过渡配合过盈配合过渡配合基准轴公差带图00《机械制图与公差配合》中国重汽集团湖北华威生产部1、公差与配合在图样中的标注1)、零件图中的标注形式注基本尺寸及上、下偏差值(常用方法)Φ50-0.025-0.050Φ500+0.039数值直观,适应单件或小批量生产。零件尺寸使用通用的量具进行测量。必须注出偏差数值。《机械制图与公差配合》中国重汽集团湖北华威生产部既明确配合精度又有公差数值。Φ50H8()0+0.039Φ50f7()-0.025-0.050上下偏差加注括号《机械制图与公差配合》中国重汽集团湖北华威生产部此注法能和专用量具检验零件尺寸统一起来,适应大批量生产。零件图上不必标注尺寸偏差数值。Φ50f7Φ50H8《机械制图与公差配合》中国重汽集团湖北华威生产部基孔制的标注形式:公称尺寸基准孔的基本偏差代号(H)公差等级代号配合轴基本偏差代号公差等级代号例:φ50H8f7表示基本尺寸为50,基孔制,8级基准孔与公差等级为7级、基本偏差代号为f的轴的间隙配合。标注形式也可写成:φ50H8/f7《机械制图与公差配合》中国重汽集团湖北华威生产部公称尺寸配合孔基本偏差代号公差等级代号基准轴的基本偏差代号(h)公差等级代号φ50p7h6例:表示基本尺寸为50,基轴制,6级基准轴与公差等级为7级,基本偏差代号为P的孔的过盈配合。标注形式也可写成:φ50P7/h6《机械制图与公差配合》中国重汽集团湖北华威生产部4、轴、孔极限偏差的查表若已知公称尺寸和公差带代号,则尺寸的上下偏差值,可从极限偏差表中查得。查表的步骤一般是:先查出轴和孔的标准公差,然后查出轴和孔的基本偏差(配合件只列出一个偏差);最后由配合件的标准公差和基本偏差的关系,算出另一个偏差。优先及常用配合的极限偏差可直接由表查得,也可按上述步骤进行。《机械制图与公差配合》中国重汽集团湖北华威生产部H6H7H9H10H11H12H8基孔制优先、常用配合H7H7H7H7H7H7H7H7H7H7H7H7H7Js6k6m6n6p6r6s6t6u6v6x6y6z6基准孔轴abcdefghjskmnprstuvxyz间隙配合过渡配合过盈配合红色为优先配合。其中常用:59种优先:13种1111hH1212hH1010hH99hH88hH88hH67hH56hH56gH67gH78gH56fH66fH78fH88fH99fH88eH78eH99eH88dH99dH1010dH1111dH1111cH1010cH99cH88cH1111bH1212bHH6H6H6H6H6js5k5m5n5p5H8H
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 lc820614
lc820614
本文标题:机械制图与公差配合课件
链接地址:https://www.777doc.com/doc-7082413 .html