您好,欢迎访问三七文档
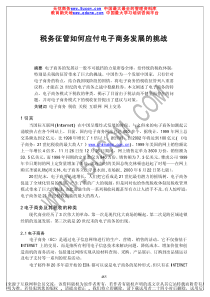
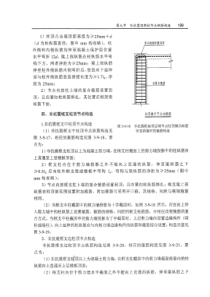
机械加工工序卡重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—3产品名称CA6140法兰盘零件名称CA6140法兰盘12工序号工序名称材料牌号加工设备名称一铸造HT200毛坯种类坯件外型尺寸坯件来源Ф120×130mm工装夹具名称检测量具名称切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、铸造Φ120×130mm的毛坯设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—4产品名称CA6140法兰盘零件名称CA6140法兰盘6.3工序号工序名称材料牌号加工设备名称二粗车HT200CA6140卧式车床毛坯种类坯件外型尺寸坯件来源铸件工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗车端面(车平)300~4500.2~0.31~20~150游标卡尺90°合金外圆车刀2、粗车外圆Ф105×30mm300~4500.2~0.31~20~150游标卡尺90°合金外圆车刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—5产品名称CA6140法兰盘零件名称CA6140法兰盘6.3全部工序号工序名称材料牌号加工设备名称三粗车HT200CA6140卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗车外圆Ф105×92mm、Ф92×78mm、Ф47×39mm300~4500.2~0.31~20~150游标卡尺90°合金外圆车刀2、切槽Ф58×25mm、Ф48×5mm300~4500.2~0.31~20~150游标卡尺5mm宽切槽刀3、钻孔Ф18mm通孔300~4500.2~0.31~20~150游标卡尺Ф18高速钢锥柄标准花钻4、镗孔Ф19.5×95mm300~4500.2~0.30.8~1.50~150游标卡尺Ф18镗刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—6产品名称CA6140法兰盘零件名称CA6140法兰盘3×23.2全部工序号工序名称材料牌号加工设备名称四精车HT200CA6140卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺25~50mm千分尺0~25mm内径千分尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、精车端面450~5900.1~0.20.5~10~150游标卡尺90°合金外圆车刀2、镗孔Ф200045.0mm450~5900.1~0.20.5~1内径千分尺Ф18镗刀3、车槽3×2mm450~5900.1~0.20.5~10~150游标卡尺3mm宽的切刀4、精车外圆Ф45.5×40mm、Ф91×9.3mm450~5900.1~0.20.5~1千分尺90°外圆车刀5、切槽Ф45.5×31.5mm并倒角R4.5mm450~5900.1~0.20.5~10~150游标卡尺45°外圆车刀6、倒C1.5和6×45°的角450~5900.1~0.20.5~10~150游标卡尺45°外圆车刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—7产品名称零件名称CA6140法兰盘3.2工序号工序名称材料牌号加工设备名称五粗、精车端面HT200CA6140卧式车床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150mm游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗、精车右端面保证总长90mm450~5900.1~0.20.8~10~150游标卡尺90°外圆车刀2、精车外圆Ф100.5mm450~5900.1~0.20.8~10~150游标卡尺90°外圆车刀3、倒C1.5的角450~5900.1~0.20.8~10~150游标卡尺45°外圆车刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—8产品名称CA6140法兰盘零件名称CA6140法兰盘AAAA3.23.2工序号工序名称材料牌号加工设备名称六粗、精铣HT200X5030普通铣床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称压板0~150游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗铣Ф90.5mm外圆,铣削距离23mm和32mm300~4500.2~0.31~30~150游标卡尺立式铣刀Ф30mm2、精铣Ф90.5mm保证铣削距离24.5mm和34mm450~5900.1~0.20.8~10~150游标卡尺立式铣刀Ф30mm设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—9产品名称CA6140法兰盘零件名称CA6140法兰盘4×AAAA工序号工序名称材料牌号加工设备名称七钻孔HT200Z4025立式钻床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称压板塞规0~150游标卡尺切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、钻孔4×Ф9mm300~4500.2~0.30.8~1内径千分尺Ф4的麻花钻设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—10产品名称CA6140法兰盘零件名称CA6140法兰盘AAAA工序号工序名称材料牌号加工设备名称八钻孔HT200Z4025立式钻床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘塞规切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、钻孔Ф4mm300~4500.2~0.3塞规Ф4的麻花钻2、扩孔Ф5.8mm300~4500.2~0.3塞规Ф5麻花钻3、绞孔Ф6mm300~4500.2~0.3塞规Ф5.8和Ф6的铰刀设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—11产品名称CA6140法兰盘零件名称CA6140法兰盘工序号工序名称材料牌号加工设备名称九粗、精磨削HT200MGB1432万能磨床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150游标卡尺顶尖千分尺切削液共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗磨Ф456.00mm槽及圆角R5,槽壁,Ф45017.00mm外圆,Ф90mm外圆及倒角C1.51500~28005~80.3~0.50~150游标卡尺2、精磨Ф456.00mm槽及倒角R5,Ф45017.00mm外圆保证粗糙度为Ra0.8,Ф456.00mm外圆、槽壁、Ф90mm外圆及倒角C1.5,保证粗糙度为Ra0.8。2000~30005~80.05~0.1千分尺设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—12产品名称CA6140法兰盘零件名称CA6140法兰盘顶工序号工序名称材料牌号加工设备名称十粗精磨HT200MGB1432万能磨床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称三爪卡盘0~150游标卡尺顶尖切削液共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、粗磨Ф10034.012.0mm的外圆1500~28005~80.3~0.50~150游标卡尺2、精磨Ф10034.012.0mm的外圆保证精度为Ra0.82000~30005~80.05~0.10~150游标卡尺设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—13产品名称CA6140法兰盘零件名称CA6140法兰盘B抛光工序号工序名称材料牌号加工设备名称十一B面抛光HT200毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称专用仪器切削液共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、B面抛光保证粗糙度为Ra0.4设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡产品型号零件图号JDMOS2010—09—101—14产品名称CA6140法兰盘零件名称CA6140法兰盘刻线刻字工序号工序名称材料牌号加工设备名称十二刻字HT200专用机床毛坯种类坯件外型尺寸坯件来源工装夹具名称检测量具名称切削液无共页第页工步号工步内容主轴转速进给速度背吃刀量检测量具名称选用刀具1、左端刻字字形高5,刻线宽3,深0.5设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 loadfile
loadfile
本文标题:机械加工工序卡
链接地址:https://www.777doc.com/doc-7093352 .html