您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 经营企划 > 再制造与循环经济-(1)-(5)
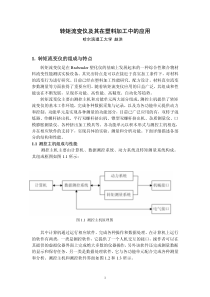
1.1再制造工程的内涵1.1.1再制造工程再制造工程:以机电产品全寿命周期设计和管理为指导,以废旧机电产品实现性能跨越式提升为目标,以优质、高效、节能、节材、环保为准则,以先进技术和产业化生产为手段,对废旧机电产品进行修复和改造的一系列技术措施或工程活动的总称。再制造的重要特征:再制造产品的质量和性能要达到或超过新品,成本仅是新品的50%左右,节能60%、节材70%以上,对保护环境贡献显著;再制造产品不是二手产品,属于新品。再制造的对象:广义的。既可以是设备、系统、设施,也可以是其零部件;既包括硬件,也包括软件。1.1.2再制造在产品全寿命周期中的地位传统的产品寿命周期是“研制-使用-报废”,其物流是一个开环系统;理想的绿色产品寿命周期是“研制-使用-再生”,其物流是一个闭环系统,如图1-1所示。图1-1再制造在产品全寿命周期中的位置再利用环保处理再循环再制造产品论证、设计制造使用维修原材料报废再制造是相对于制造而言的。制造是把原材料加工成适用的产品;再制造是把到达使用寿命的产品通过修复和技术改造使其达到甚至超过原型产品性能的加工过程。再制造启动了产品到达使用寿命之后新的寿命周期,是物质循环利用的有效途径,是循环经济中再利用原则的具体体现。再制造产业在国际上有50年的历史。1.1.3再制造与维修和再循环的区别1.1.4再制造工程的学科体系全寿命周期管理不仅要考虑新产品的论证、设计和制造,而且还要考虑产品的使用、维修直至退役的废品处理。随着产品再制造的实施,应运产生了多寿命周期理论,开展对产品每一循环阶段的环境分析、费用分析和综合效益分析(费效分析)。再制造工程是以多寿命周期理论为基础,以产品“后半生”中报废或改造等环节为主要研究对象,以如何开发与应用高新技术修复和提升产品性能为研究内容的一门学科,目的是保障产品后半生的高性能、低投入,为产品后半生注入新的活力。再制造工程的学科体系框架如图1-2所示(下页)。再制造工程的研究对象对象为废旧机电产品。对旧机型升级改造的过程。再制造与传统制造的重要区别在于毛坯不同:再制造的毛坯是已经加工成形并经过服役的零部件,针对这种毛坯恢复甚至提高其使用性能,有很大的难度和特殊的约束条件。在这种情况下,只有依靠科技进步才能克服再制造加工中的困难。再制造工程设计基础包含的内容涉及机械工程、材料科学与工程、信息科学与工程、环境科学与工程,再制造工程融合了上述学科的基础理论,结合再制造工程实践,逐步形成了废旧产品的失效分析理论、剩余寿命预测和评估理论、再制造产品的多寿命周期评价基础以及再制造过程的模拟与仿真等。此外,还要通过对废旧产品恢复性机电产品再制造的工艺流程与大修有相似之处,但是两者的效果有明显的区别:1、再制造是规模化、批量化生产,不同于一般的大修;2、再制造必须采用先进技术和现代生产管理,包括现代表面工程技术、先进的加工技术、先进的检测技术,这是大修难以全面做到的;3、再制造不仅是恢复原机的性能还兼有对原机的技术改造,而大修一般不包含技术改造的内容;4、最主要的不同点是再制造后的产品性能要达到原机新品或者超过新品,这是前三点的必然结果,或者说是设置前三点的出发点和归宿点。而大修后的产品在性能和质量上达不到新品的要求,更无法超过新品。能时的技术、经济和环境三要素的综合分析,完成对废旧产品或其典型零部件的再制造特性评估。再制造工程的关键技术高新技术:先进表面技术、微\纳米图层及微\纳米减摩自修复材料和技术、修复热处理技术、再制造毛坯快速成形技术及过时产品的性能升级技术等。再制造工程的质量控制、技术设计与再制造产品的物流管理1.2循环经济的基本原则1.2.1循环经济的本质与特点循环经济是物质循环利用、高效利用的经济发展模式。经济增长的两种模式:过时产品的性能升级技术不仅包括通过再制造使产品强化、延寿的各种方法,而且还包括产品的改装设计,特别是引进高新技术或嵌入先进的部件使产品性能获得升级的各种方法。再制造毛坯快速成形技术是根据零部件几何信息,采用积分堆积原理和激光同轴扫描灯方法进行金属的熔融堆积。修复热处理是一种通过恢复内部组织结构来恢复零部件整体性能。微\纳米图层及微\纳米减摩自修复材料和技术是以微\纳米材料为基础,通过特定涂敷工艺对表面进行高性能强化和改性,或应用摩擦化学等理论在摩擦损伤表面原位形成自修复膜层的技术,可以解决许多再制造中的难题,并使其性能大幅度提高。主要技术是先近表面技术和复合表面技术,主要用来修复和强化废旧零部件的失效表面。传统增长模式,单向式直线过程,创造的财富越多,消耗的资源越多,产生的废弃物越多,对资源环境的负面影响就越大。循环经济模式,反馈式循环过程,以尽可能小的资源消耗和环境成本,获得尽可能大的经济效益和社会效益。循环经济是一种以资源的高效利用和循环利用为核心,以“减量化、再利用、再循环”为原则,以“低消耗、低排放、高效率”为基本特征,符合可持续发展理念的经济增长模式,是对“大量生产、大量消费、大量废弃”的传统经济模式的根本变革。1.2.2再制造与循环经济工业发达国家,废旧机电产品数量大,造成的危害暴露较早,因而在循环利用和保护环境方面较早地提出了相应对策。美国从工业发展的角度建立了带有循环经济色彩的“3R”体系[Reuse,Remanufacture,Recycle];日本从环境保护的角度制定了废旧物资利用的“3R”体系[Reduce,Reuse,Recycle];我国颁布的“十一五”发展规划将循环经济的基本原则高度概括为:减量化、再利用和资源化。2004年10月,在上海“世界工程师大会”上,全国政协副主席、中国工程院院长徐匡迪院士结合中国国情,创造性地提出了关于建设我国循环经济的“4R”模式[Reduce,Reuse,Remanufacture,Recycle],这就从操作层面上阐述了具有中国特色的循环经济模式。其发表了题为“工程师-从物质财富的创造者到可持续发展的实践者”的论文,见附件1.在回答中国成为“全球制造中心”会不会因此承担更多环境及可持续发展压力的提问时,徐匡迪笑言这是“成长的烦恼”,就像年轻人脸上长青春痘一样,也是中国发展过程中必然的、不可避免的阶段。他认为,中国抓住世界产业转移的机会成为全球制造中心,对经济发展、解决就业等相当重要,并且,转移到中国的制造业的前提是可持续发展,是资源集约和环境友好型的先进制造、绿色制造。1.2.3废旧机电产品循环利用的三个水平以斯太尔汽车发动机为例,分析在材料水平上循环利用、零部件水平上循环利用和整机水平上循环利用的资源、环境效益。在材料水平上的循环利用减量化要求各项社会活动减少进入生产和消费过程的资源和能源量,因而也称之为减物质化。它的实质是要求人们在生产或消费的源头就考虑节省资源、提高利用率、防止废物产生,而不是把眼光放在产生废物后的治理上。再利用要求人们在社会生产或消费过程中,尽可能多次,或者以尽可能多的方式重复使用物质。通过再利用,人们可防止物品过早成为垃圾。再制造要求将废旧机电产品及零部件作为毛坯,在基本不改变零部件的材质和形状的情况下,运用高技术再次加工,充分挖掘废旧产品中蕴涵的原材料、能源、劳动付出等附加值,再制造后的质量要求达到或超过新品,对环境的污染明显减少。再循环要求将一道工序或一次使用后产生的废物作为下一道工序或下一次使用的原料,构成资源循环的“生态链”。在材料水平上循环利用,是指将废旧机电产品先转化为原材料而后利用。以发动机为例,其主要材料为钢铁、铝材和铜材。当发动机达到报废标准,传统的资源化方式是将发动机拆解、分类回炉,冶炼、轧制成型材后进一步加工利用。经过这些工序,原始制造的能源消耗、劳动力消耗和材料消耗等各种附加值绝大部分被浪费,同时又要重新消耗大量能量,造成了严重的二次污染。据统计,10000台WD615-67型斯太尔发动机中含钢铁5837t、铝材160t、铜材19t。每回炉1t钢铁耗能1784kW·h,排放CO20.086t;每回炉1t铝材耗能2000kW·h,排放CO20.17t;每回炉1t铜材耗能1726kW·h,排放CO20.25t。按照上述数据测算,回炉10000台发动机的钢铁、铝材和铜材共耗能1.076亿kW·h,排放CO2533.93t。减量化再循环再制造再利用在零部件水平上的循环利用在整机水平上的循环利用在零部件水平上循环利用,其资源、环境效益从理论上分析远远优于在材料水平上的循环利用。但是,当前零部件水平上循环利用在操作层面上存在许多障碍和困难,主要是生产的组织和市场的管理问题。一是在零部件水平上循环利用的供应商对零部件是否进行了严格的坚定?零部件的抗疲劳寿命能否达到整机的一个寿命周期?零部件的尺寸和表面性能是否已经恢复到新品的要求?零部件供应市场后能否向客户提出质量保证并承担责任?当前流入市场的许多配件多是由有营业执照拆解工厂或无营业执照个体进行拆解清洗后直接进入配件市场,不能保证零部件的质量及使用性能。二是市场管理问题。配件市场管理部门如何保证质量合格、有售后服务保障的零部件进入市场,而质量不明确又无售后服务保障的零部件不会假冒进入市场,这是市场管理工作的难点。随着国家循环经济法规的制定与落实,这些困难问题将逐步得到解决,在零部件水平上的循环利用前景广阔。在零部件水平上循环利用包括两个部分:一是废旧发动机中有继续使用价值的零部件经过清洗处理,必要时通过喷漆保护即可作为发动机的配件在市场上流通。通过对10000台废旧斯太尔WD615-67型发动机各零部件损坏情况的检测分析表明,这部分可直接使用的主要零部件数量上占23.7%、价值上占12.3%、重量上占14.4%。对这些零部件循环使用,可以完全免除原始制造中金属生产、毛坯生产制造、后续切削加工和材料处理等过程,因而资源、环境效益好,可节能2.23×107kW·h,减少排放76.89t。二是零部件的疲劳寿命仍可保证整机使用一个寿命周期,只是表面出现局部磨损、腐蚀、划伤、压坑等缺陷,通过再制造加工,可以使零部件在尺寸和性能上达到新品的水平,其中一些易损件,还可以通过表面工程技术使其寿命延长,性能优于新品。这一类零部件占WD615-67发动机零部件总数的62%,零部件总重量的80%,零部件总价值的77.8%。对这部分零部件进行再加工也免去了其原始制造中金属材料生产和毛坯生产过程的资源、能源消耗和废弃物的排放,并免去了大部分后续切削加工和材料处理中相应的消耗和排放,零部件再制造过程中虽然要使用各种表面技术,进行必要的机械加工和处理,但因所处理的是局部失效表面,相对于整个零部件原始制造过程来讲,其投入的资源(如焊条、喷涂粉末、化学药品)、能源(电能、热能等)和废弃物排放要少得多,大约比原始制造要低1-2个数量级。据测算,再制造1万台废旧发动机耗能0.103亿kW·h,与以材料水平的循环利用相比,其耗能仅为其1/15。与新发动机的制造过程相比,再制造发动机生产周期短,仅占新机制造周期的46%,并且成本降低了61%。表1-1新机制造与旧机再制造的生产周期对比(单位:天/台)周期生产周期拆解时间清洗时间加工时间装配时间再制造发动机70.5141.5新发动机1500.5140.5表1-2新机制造与旧机制造的基本成本对比(单位:元/台)成本设备费材料费能源费新购零部件费税费人力费管理费合计再制造发动机400300300100001800160040016400新发动机10001800015001200047003000200042200以年再制造1万台斯太尔发动机为例,则可以节省金属7.65kt,回收附加值3.23亿元,提供就业500人,并可节电1.45亿kW·h,获利税0.29亿元,减少CO2排放0.6kt,见表1-3.由此可见,实施整机在制造对促进循环经济发展、节能、节材和保护环境等方面具有重要意义。表1-3年再制造1万台WD615-67型斯尔太发动机的总和效益分析效益消费者节约投入/亿元回收附加值/亿元直接再用金属/万t提供就业/人利税/亿元节点度/亿kW·h减少CO2排放、kt再制造2.93.230.76
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![[中国PPT模板网]物理学的发展](/doc-518580.png)


 ja0
ja0
本文标题:再制造与循环经济-(1)-(5)
链接地址:https://www.777doc.com/doc-7154893 .html