您好,欢迎访问三七文档
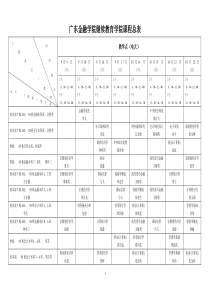
第6章结构工艺性一概述二铸件的结构工艺性三焊接件的结构工艺性四热处理件的结构工艺性五机械加工件的结构工艺性六产品结构的装配工艺性主要内容:1第6章结构工艺性一、概述1、结构工艺性的概念:机器及零部件在设计时,除保证良好的工作性能外,还在其结构设计中综合考虑制造、装配、成本等方面因素的被称为结构设计工艺性。所设计的零件在满足使用要求的前提下,制造的可行性和经济性称为零件结构工艺性。2当零件的结构工艺性在现有制造条件下,既能方便的制造又使制造成本低时,被称为结构工艺性好。使零件具有良好结构工艺性应该考虑的问题:1)在满足整机工作性能的前提下,零件造型应尽量简单,尽量减少加工表面数量和面积;尽量采用标准件、通用件和外购件;尽量统一成相同形状和元素。2、零件结构工艺性的基本要求:影响零件结构工艺性的重要因素为:生产类型、制造条件和工艺技术。第6章结构工艺性35)在保证零件力学性能要求的前提下,合理选择成本较低的零件材料。6)符合环境保护要求。2)零件的结构工艺性必须全面考虑整机的工艺性。3)在保证零件使用功能的前提下,尽量降低零件的技术要求。4)尽量减少零件的机械加工余量。第6章结构工艺性4二、铸件的结构工艺性铸件的结构包括:外形内腔壁厚凸台壁间连接形式、铸造圆角、壁厚过渡等加强筋板第6章结构工艺性51、合金铸造性能对铸件结构的要求(1)铸件的壁厚合理:铸造合金能充满铸型的最小厚度被称为铸造合金的最小壁厚。生产中,每一种铸造合金的最小壁厚都有一定的限制。各种铸造合金的最小壁厚见表6.1。铸件壁厚的大小与铸造时金属液流动的阻力、冷却的速度、铸件芯部晶粒的大小及铸件的力学性能有着直接的关系。同一铸件中,铸件内壁比外壁冷却慢,加强筋又比内壁冷却慢,为使铸件个部分冷却速度大致一致,外壁、内壁和加强筋的厚度逐渐变小,其关系见表6.2。第6章结构工艺性6(2)铸件壁厚均匀:壁厚不均匀时壁厚处冷却较慢产生热节。形成缩孔、缩松、晶粒粗大等缺陷产生热应力产生裂纹第6章结构工艺性7(3)壁间连接合理:壁间连接应注意铸造圆角、壁厚过渡、壁间的交叉和锐角三个方面的问题。1)要有铸造圆角:在铸件的转弯处如果是直角,则会在此处形成热节,并产生缩孔和结晶薄弱区,从而引起应力集中而产生裂纹。第6章结构工艺性82)厚壁到薄壁逐渐过渡:不同壁厚的连接采用逐步过渡,避免突变。第6章结构工艺性9形成交叉形成锐角2)壁间连接避免交叉和锐角:两个以上铸件壁相连接处往往形成热节,若能避免交叉和锐角相交结构,即可防止缩孔缺陷。第6章结构工艺性10(4)铸件厚壁处补缩方便:当铸件中必须有厚壁部分时,为不使厚壁部分产生缩孔,铸件的结构应具备顺序凝固和补缩条件。由于上小下大,从而使由上而下的补缩通道易被堵塞而产生缩孔第6章结构工艺性11(5)铸件应尽量避免大水平面:铸件上大水平面不利于金属液填充、平面上方易掉砂而使铸件产生夹砂等缺陷。第6章结构工艺性12(6)避免铸件收缩受阻:铸件最后收缩部分不能自由收缩时,将产生拉应力。由于高温下的合金抗拉强度很低,故使使用性能和寿命受到影响。产生应力集中,最后收缩时彼此牵制,产生拉应力而导致裂纹产生。轮辐为直线和偶数时,直角处形成热节轮辐为奇数且弯曲,收缩时的应力可借助轮辐变形而减小。第6章结构工艺性13(7)防止铸件冷却时变形:平板类和细长形铸件往往因冷却不均匀而产生翘曲或弯曲变形。冷却不均产生曲翘厚度薄、形状不对称增加加强筋,改为形状对称结构第6章结构工艺性142、铸造工艺对铸件结构的要求:铸件结构设计的合理性与铸件生产的优质、高效、低成本有重要的关系。铸件结构设计应遵循的原则:(1)简化铸件结构,尽量减少分型面数目。第6章结构工艺性15第6章结构工艺性(2)分型面最好为平面造型时须采用挖砂造型或假箱造型的曲折的分型面,生产效率低,不合理。分型面位于铸件端面同一平面上,简化造型操作过程,生产效率高。第6章结构工艺性16(3)尽量少用或不用型芯简化结构省掉1#、3#两个型芯,节省制芯材料和烘干费用,减少制芯和下芯操作过程。第6章结构工艺性17(4)凸台和筋条等结构应便于起模把离分型面不远的凸台延伸到便于起模的地方,免去起活块操作第6章结构工艺性18(5)应有结构斜度顺着起模方向的非加工面所具有的结构斜度,使其便于起模,可减小模型的松动,提高铸件的尺寸精度。第6章结构工艺性192#型芯处于悬臂状、一端排气、型芯不便清理。改为(6)有利于型芯的固定、排气和清理型芯在铸型中只有固定牢靠才能避免偏芯;只有排气孔道通畅才能避免产生气孔;只有清理时出砂方便,才能减少清理工时。第6章结构工艺性20三、热处理、焊接件的结构工艺性热处理加工时,其主要工艺过程为加热、保温和冷却。而加热工序是其中最重要的环节。因为加热时,一方面零件内部发生成分及组织结构的变化,另一方面,还使其表面状态、尺寸、形状发生变化。故,零件的结构设计要同时考虑满足产品的需求和在热处理工艺中的顺利实施。热处理的基本工艺方法有退火、正火、淬火、回火、调质和表面热处理。在进行热处理件、焊接件的结构形状设计时,应具体考虑的情况参见书p110和表6.4所述。第6章结构工艺性21四、机械加工件的结构工艺性使用性能完全相同而结构不同的两个零件,其加工的难易和制造成本可能差别很大。如表6.5中所述的各种表面加工情况…在零件的制造过程中,机械加工所费工时最多,所占成本最高。因此,零件结构工艺性好坏对机械加工工艺过程的影响也最大。机械零件良好的结构工艺性,是指该结构应便于装夹、加工测量、装配和维修拆卸等。机械零件各种常规条件下,零件结构工艺性好坏的具体结构参见表6.5。第6章结构工艺性22五、产品结构的装配工艺性产品结构工艺性产品生产工艺性产品使用工艺性制造的难易程度经济性使用过程中的维护保养维修的难易程度与经济性产品生产工艺性零件的结构工艺性产品结构装配工艺性装配过程的难易、成本的高低、机器使用质量的好坏的主要因素评定机器设计好坏的标志第6章结构工艺性23评价装配工艺性好坏的依据是:是否容易保证装配质量、装配的生产周期短、装配劳动量少。装配工艺性好坏的具体要求为:1、结构继承性好:能继承已有产品的结构,便于零、部件标准化、通用化、系列化,并可减少劳动量,降低成本,提高装配的生产率。2、能分解成若干个独立的装配单元:产品可由若干个独立的部件总装而成,部件可由若干个独立组件组装而成…,以使产品装配时可组织平行作业,扩大装配的工作面积,缩短生产周期,提高生产效率,有利企业的协作生产等。第6章结构工艺性243、各装配单元有正确的装配基准:装配过程是先将待装配的零件、组件和部件放到正确的位置,然后再紧固和连接。因此,装配时零件、组件和部件正确的装配基准,是保证他们相互之间正确的位置,减少装配时间的保证。第6章结构工艺性254、便于装配和调整:机器的结构必须装配方便、调整容易。如组件的几个表面不应同时进入配合孔中,以便于装配的方便。第6章结构工艺性265、减少装配时的修配工作和机械加工:多数机器在装配过程中,需要对某些零部件进行修配。由于这些工作大多由手工操作,劳动强度大、要求工人的技术水平高、缺乏互换性等。因此,应尽量减少该类工作量。第6章结构工艺性27第6章结构工艺性A1A2A36、符合装配尺寸链“环数最少原则”例:车床主轴孔轴线与尾座套筒锥孔轴线等高误差要求为0~0.06,且只允许尾座套筒锥孔轴线高。为简化计算,略去各相关零件轴线同轴度误差,得到一个只有A1、A2、A3三个组成环的简化尺寸链。28
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 ydj888
ydj888
本文标题:第6章-结构工艺性
链接地址:https://www.777doc.com/doc-7253510 .html