您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 精确成型技术-第十四讲-注塑成形技术
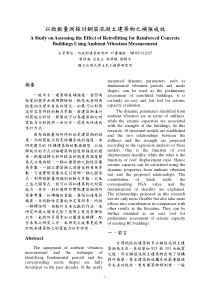
注塑成形技术塑胶件成形以注塑、挤塑和压延三大成形工艺为主,以注塑成形工艺最为常见又称注射模塑成形《材料精确成形技术》第十四讲注塑成型的原理加热熔融状态下的塑料,材料被施压注入到密封的模具空间内,并在模具内冷却固化,制造出与模具形状一致的物品的一种方法。注塑成形的适用范围适用于全部热塑性塑料(热塑性塑料:在特定的温度范围内能反复加热熔融和冷却硬化的一类塑料,如ABS、PP、PE、PC、PA、POM)和部分热固性塑料成形制品质量可由几克到几十千克,能一次成型外形复杂、尺寸精确、带有金属或非金属嵌件的模塑品广泛用于汽车、仪表、电子、电信、塑胶产品、日用制品、文具等零件注塑成形技术特点适应性强生产效率高(成型周期几秒到几分钟)注塑成形的设备核心设备:注塑机辅助设备:干燥机、冻水机、碎料机和混料机等注塑成形工艺过程准备塑胶料配料着色焗料干燥注塑成型去水口检查和包装回收废料注塑成形工艺的要素温度:料筒温度、材料温度、模具温度、干燥温度、油温度、环境温度等压力:注塑压力、保持压力、背压、脱模压力、开模压力、锁模压力等速度:射出速度、回车速度、开闭模速度、脱模速度等位置:计量位置、顶出位置、开模位置等时间:注塑时间、保持时间、冷却时间、干燥时间、计量延迟时间等注塑成形工艺的要素料筒温度射料缸的温度设定取决于熔胶温度、螺杆转速、背压、射料量和注塑周期。料筒温度一般自后至前逐步升高,以便均匀塑化。如果运作时间长或在高温下操作,应将第一区的温度设定为较低的数值,这将防止塑料过早熔化和分流。注塑成形工艺的要素熔料温度熔体温度对熔体的流动性能起主要作用,塑胶没有具体的熔点,应根据不同的材料来调校合理的注塑温度。注塑成形工艺的要素模具温度模具温度对改善产品的外观、变形、尺寸、胶模等方面有不可低估的作用。不仅要维持适合的温度,还要能让其均匀分布。模温的高低会影响塑料在模腔内硬化的速度,对塑件内在性能和表现质量影响很大,对于表面要求较高的胶件,模温要求较高。注塑成形工艺的要素注塑压力熔体克服阻力前进所需的压力,注射压力大小决定产品的密度,及外观光泽性。对于流动性差的塑料,注射压力要取大值对于型腔阻力大的薄壁胶料,注射力也要取大值注塑成形工艺的要素射出速度控制熔胶充填模具的时间及流动模式,对产品外观质量起决定性的作用。按其流动所形成的断面大小来升降,并且遵守慢→快→慢的程序而尽量快的要领。尽量使用高射速充模。采用高压低速进料的情况可使流速平稳,剪切速度小,塑件尺寸稳定,避免缩水缺陷。注塑成形工艺的要素注射时间和冷却时间对注塑件的质量有决定性的影响。充模时间一般不超过10s。保压时间较长,与胶件壁厚有关(壁厚取长时间),以保证最小收缩。冷却时间取决于塑料结晶性、制品料厚、模具温度等因素,视具体情形调整。注塑机合模→射台前进→注射→保压→储料→松退→射台退→冷却→开模→顶出→顶退→开门→关门→合模工艺步骤:注塑机立式注塑机:合模装置与注射装置的轴线呈一线垂直排列,模具沿上下方向开闭卧式注塑机:合模装置与注射装置的轴线呈一线水平排列,模具沿水平方向开闭注塑机角式注塑机:合模装置与注射装置的轴线互相垂直,模具沿上下方向开闭,射台呈水平方向多模注塑机:合模装置采用转盘式或轨道式(滑模)结构。一个母模两个或多个公模注塑机立式注塑机注塑机卧式注塑机注塑机角式注塑机注塑机多模注塑机注塑机按射出结构分类单色机双色机多色机按合模方式分类曲肘式注塑机直压式注塑机注塑机立式双色机注塑机角式直压注塑机注塑机曲臂锁模注塑机按塑胶受热变化分类热塑型注塑机热固型注塑机按驱动方式分类全液压式注塑机全电动式注塑机电动\液压复合式注塑机注塑机全电动注塑机注塑机注塑机的结构组成注射系统合模系统液压控制系统电气控制系统加热冷却系统、润滑系统、安全保护系统和监测系统注塑机注塑机注塑机注射系统是注塑机的主要部分,其作用是在规定的时间内将一定数量的塑胶塑化和均化,并在很高的压力和较快的速度下,通过螺杆将液态的塑胶注射到模具的型腔中,注射结束后,对注射到型腔中的液态塑胶保持定型。注塑机1.储料马达2.推力座3.射出油缸4.注射座5.下料口6.座台进退油缸7.料管8.前模板2.底座架8.油缸固定架10.油缸注射系统注塑机注射系统注塑机1.储料马达.2/6.导杆底座.3.导杆4.射出油缸.5.下料口.7.推力座8.注射座9.料管.注射系统注塑机油压马达油缸注射系统注塑机1.射嘴2.螺杆头3.止逆环4.料筒5.螺杆6.加热圈7.冷却水圈料管的结构注塑机L1.加料段L2.压缩段L3.均化段(也称为计量段)d.螺杆直径h1.加料螺槽深度h3.计量段螺槽深度s.螺槽间距压缩比=h1/h3,即加料段螺槽深度与计量段槽深之比螺杆的结构注塑机螺杆结构加料段(40%长):底径较小,其功能为负责预热与塑料固体输送。必须保证塑料在进料段结束时开始熔融。压缩段(35%):底径逐渐变浅,主要作用是压实、熔融物料。此段螺杆螺槽牙深逐渐变浅,其功能为塑料原料熔融、混合、剪切压缩与加压排气。塑料在此段会完全溶解,体积会缩小。注塑机均化段(计量段,25%):将压缩段已熔物料定量定温地挤到螺杆最前端。此段为螺杆螺槽固定深度,其主要功能为均匀混合、熔胶输送、计量压缩比:是指螺杆的加料段一个螺槽的容积与均化段(计量段)最后一个螺槽容积的比值,其值为2~4注塑机螺杆头(火箭头)注塑机合模系统作用:实现成型模具的闭合、开启及顶出制品。在模具闭合后,供给模具足够的锁模力,以抵抗熔融塑胶进入模腔产生的模腔压力,防止模具张开主要组成部分:前后固定模板、移动模板、拉杆、合模油缸、移动油缸、连杆机构、调模机构、制品顶出机构注塑机调模螺丝推力板曲臂定模板格林柱固定座/调模座曲轴合模系统注塑机动模板定模板顶针装置格林柱安全档杆底座合模系统注塑机合模系统注塑机调模装置调模油泵马达合模位置感应尺合模油缸调模板调模螺母格林柱/螺杆传动齿轮注塑机调模装置注塑机液压控制系统作用:保证注塑机按预定的工艺条件(压力、速度、温度和时间)及动作程序(合模、注射、保压、预塑、冷却、开模、顶出制品)准确有效地工作主要组成部分:各种液压元件、回路和液压辅助元件注塑机电气控制系统作用:与液压系统相配合,控制注塑机准确无误地实现预定的工艺过程要求,并为注塑机实现各种程序动作提供动力主要组成部分:各种电气、电子元件、仪表、加热器、传感器注塑机电气控制系统注塑机加热冷却系统用来加热料筒和注射喷嘴及原料烘干冷却系统用来冷却液压油、下料口以及模具注塑机加热冷却系统注塑机润滑系统为注塑机的动模板、调模装置、连杆等处有相对运动的部位提供润滑条件,主要用以减少摩擦和提高零件寿命。两种润滑:定期的手动润滑(打黄油)连续的自动电动润滑注塑机安全保护系统用来保护操作人员人身安全和设备运行安全由安全门、行程阀、限位开头、光电检测元件和机械保护杆等组成能够实现电气-机械-液压的联锁保护思考题了解注塑成形工艺的5大要素。通过阅读了解注塑成形塑料的种类及性质。了解注塑成形工艺的五要素及其设定原则。了解塑胶产品注塑成形时的常见缺陷及控制方法。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 极限浪漫
极限浪漫
本文标题:精确成型技术-第十四讲-注塑成形技术
链接地址:https://www.777doc.com/doc-7265687 .html