您好,欢迎访问三七文档
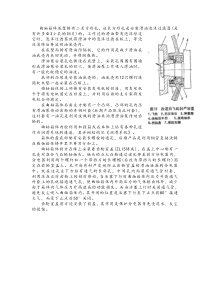
-1-1绪论1.1选题背景及设计意义1.1.1选题背景新热处理车间,通常采取“购买一批、自制一批、改造一批、淘汰一批”的调整思路,全面实行设备升级。通过引进先进技术和对引进技术的消化吸收,使热处理生产技术有突出的变化[1]。引进国外先进技术设备,对热处理车间进行设计。1.1.2设计意义热处理生产技术必须迎头赶上,才能抓住机遇、迎接新的挑战[2]。从技术专业化与协作来看,从产品生产专业化到工艺专业化,都是为了实现生产技术的现代化。组织热处理生产工艺专业化协作,建立热处理专业工厂,将有力地促进我国热处理行业技术的现代化发展。热处理工艺专业化生产有利于采用新工艺、新设备,可以提高设备利用率,提高热处理质量,提高生产率,节约能源消耗,降低生产成本。因此,在武汉重型机床厂新建热处理车间时,必须特别重视并解决专业化与协作问题,确定车间的专业化生产特点。1.2热处理车间设计概述车间设计的主要内容,一般热处理车间的设计,应包括如下主要内容:(1)确定材料、服役条件、对材料性能的要求;(2)确定零件形状、尺寸。(3)车间生产纲领、工作制度、年时基数;(4)确定工件加工工工艺流程、确定热处理工艺;(5)根据热处理工艺选择适当的热处理设备;(6)合理设计工件热处理生产线(7)对公共系统设计的要求;(8)生产安全与环境保护;(9)工艺设备平面布置图与设备明晰表;2.丝杆的工作条件、失效形式、性能要求、确定选材丝杆是各类机床上的重要零件之一,它是机床上最常见的一种将旋转运动转变为-2-直线运动或直线运动转变为旋转运动的传动、定位功能部件,它有较高的精确度和尺寸稳定性,广泛应用于各类机床的传动进给机构和调节移动机构,能够保证直线运动的精确性和均匀性。它的精度高低,直接影响到机床的加工精度,影响加工中心、坐标镗床的定位精度和测试仪器的测量精度。所以,丝杆是这类机床和仪器的关键零件之一。精密丝杆的热处理,工艺比较复杂,质量要求较高,影响因素较多,需要认真分析对待。常见的击穿丝杆主要有梯形丝杆和滚珠丝杆两大类。一般机床普遍使用的是梯形丝杆,而滚动丝杆用于传动效率高,动作灵敏,进给均匀平稳,低速无爬行,定位精度和重复精度高,使用寿命长,广泛应用于数控机床和加工中心上。(1)工件条件与常见失效形式丝杆一般在机床上由两点或几个支点来支撑运行进行旋转运动,推动螺母及连接的滑板等零件进行平移。丝杆于螺母的螺纹牙齿侧面相对滑行,丝杆每转一周则推进一个螺距,螺母存在很大的摩擦力,螺母与丝杆齿形面易于磨损,而且一根丝杆仅仅一部分磨损严重,引起螺距误差进而影响精度。滑动丝杆的主要失效形式是由于磨损或塑性变形而丧失精度。由于丝杆精度的高低直接影响螺纹车床、螺纹磨床、铲床、坐标镗床和测量仪器的加工精度、定位精度、或测量精度。在这些机床的仪器中,丝杆是实现精确定位和精密加工的关键环节之一。滚珠丝杆工作时常承受弯曲、扭转、疲劳、冲击,同时在滑动与转动部位承受摩擦作用,其工作表面承受较大的接触应力。滚珠丝杆主要的失效形式是解除疲劳破坏(既疲劳剥落,俗称麻点),同时也存在机械损伤磨损。随着高精度、自动化数控车床的大量应用,它要求在高进给速度下工作平稳和高定位精度,故应使用滚珠丝杆副以减少摩擦阻力。滚珠丝杆的动、静摩擦系数相差极小,在静止、低速和高速时摩擦距几乎不变,传动灵敏、平稳、低速无爬行;传动效率可达90%以上,比梯形丝杆副高2~~4倍,可消除轴向间隙,提高轴向刚度,预拉伸安装可减少丝杆的受热伸长量,因而定位精度和重复高精度。由于滚珠丝杆具有一系列优点,因此它不仅广泛应用于数控车床,而且在普通车床上也逐渐推广应用。(2)主要性能要求丝杆整体要有一定的刚度要求和强度,在工作中不能产生大的挠度和塑性变形,因此必须具有较好的综合力学性能和高的尺寸稳定性。同时其相关工作部位(滚道、轴径)也要求具有高的磨损抗力,高的接触疲劳强度既具有高硬度、高强度与足够的耐磨-3-性。还要求丝杆在工作过程中,具有传动灵敏‘平稳、定位精度和重复精度高等要求;对于在腐蚀介质和较高温度下工作的丝杆,还要求具有耐腐蚀性和耐热性等。(3)丝杆材料的选择根据丝杆在机械上所起的作用啊、对精度的要求以及它承受载荷大小的能力,可分为普通丝杆(梯形丝杆精度7~9级,滚珠丝杆为D~H级)和精密丝杆(梯形丝杆精度6级以下,滚珠丝杆为C级)。根据热处理情况又可分为淬硬丝杆(硬丝杆)和不淬硬丝杆(软丝杆)。丝杆材料首先要严把原材料的验收,应按照国家标准进行逐项检验,特别是原材料的表面质量(主要是对原材料的外观、形状、表面缺陷)检验、化学成分检验和内部质量(即内部组织缺陷,如疏松、夹渣、偏析、脱碳等)检验,合格后方能投产。普通精度软丝杆,应用很普遍,如机床上7~8级的定位丝杆、手动进给丝杆等,由于其加工方便、制造成本低,故对使用材料的性能要求不高,多用于一些常见的中碳钢和中碳低合金钢。对于高精度精密软丝杆,其精度在6级以上、硬度在35HRC以下的精密丝杆,多用于轻载荷、工作频率低、润滑条件好的结构钢种。他常用碳含量较高的钢,如T10A、T12A等他对材料的要求,除与普通精度软丝杆相似的条件外,还要求材料的磨削性能好、不易磨焦表面、产生磨裂的敏感性低、磨削表面粗糙度低等。对于高精度高精密硬丝杆而恶言,要求其心部具有一定的强度和塑韧性,表面滚道要有高硬度(一般为58~63HRC),以保证有足够的承载能力,能够带动很重的载荷自由的精确运动,这就要求所使用的材料的抗拉强度要达到700~1000MPa,还有一定的韧性和精度稳定性,工件在制造过程中还要求有良好的冷热加工工艺性能。(1)梯形丝杆用材普通精度(指7~9级)丝杆对于轻载荷常用非合金中碳结构钢(如45、50钢)制造,经正火、调制处理,或用冷这一切削钢(如Y45MnV)直接机械加工而成。对于又耐磨性能要求的可选用调质非合金或低合金结构钢(如45、45Cr钢),经感应加热表面淬火后使用。用于测量、受力不大的丝杆可选用调质非合金结构钢(如45、40Cr钢)经感应加热后直接使用。高精度(指6级以上)的丝杆对轻载荷常用非合金(碳素)或低合金工具钢(如-4-T10A\T12A或9Mn2V、CrWMn钢)制造,经调质或球化退火处理。对于工作频率高的丝杆常用低合金工具钢(如9Mn2V、CrWMn钢)制造、整体淬火,还可采用高级渗碳专用钢(如38CrMoAlA、35CrMo钢)制造并经渗氮处理,用于承受较高温度场合。对于要求耐磨的小规格丝杆可用渗碳低合金钢(如20CrMnTi钢)制造,经渗碳加淬火加低温回火后使用。对于在高温下工作的丝杆可采用沉淀硬化不锈钢(如0Cr17Ni4CuNb钢)制造,经固熔加时效处理后使用。(2)滚珠丝杆用材低精度轻载荷滚珠丝杆可选用非合金(碳素)结构钢(如45、50钢)制造,经正火、调质处理;有些可选用冷轧成型钢(如冷轧60钢)直接使用。高精度、重载荷滚珠丝杆多选用低合金工具钢(如9Mn2V,CrWMn钢)和滚动轴承钢(如GCr15,GCr15SiMn)制造,采用感应加热表面淬火,也有采用火焰加热表面淬火或整体淬火的。小规格滚珠丝杠习惯性选用渗碳钢(如20CrMnTi钢),经渗碳+淬火+低温回火后使用。某些热处理时易变形的高精度滚珠丝杠可选用专用渗碳钢(如38CrMoAlA钢)制造,经渗氮处理后使用。在腐蚀性和高温环境下工作的滚珠丝杆可选用沉淀硬化不锈钢(如1Cr15Co14Mo5VN,0Cr17Ni4Cu4Nb钢)制造,经固熔处理+时效处理后使用。图2.03滚珠丝杆材料的选择-5-综上阐述C8599铲床丝杆选择20CrMnTi。20CrMnTi是性能良好的渗碳钢,淬透性较高,经渗碳淬火后具有硬而耐磨的表面与坚韧的心部,具有较高的低温冲击韧性,焊接性中等,正火后可切削性良好。用于制造截面<30mm的承受高速、中等或重载荷、冲击及摩擦的重要零件,如齿轮、齿圈、齿轮轴十字头等。20CrMnTi钢的化学成分见下表:20CrMnTi钢化学成分(GB/T1299—2000)ω/%成分CSiMnTiCrPNiCuS含量0.17~0.230.17~0.370.80~1.100.04~0.101.00~1.30≤0.030≤0.030≤0.030≤0.0303零件形状、尺寸工件名称:C8599铲床丝杆,使用材料为20CrMnTi。4.车间生产纲领工作制度、年时基数生产纲领一个热处理车间或工段所承担的生产纲领,是设计热处理车间的基础。只有明确了-6-车间的纲领,所确定的车间生产规模,所选定的工艺和设备才能符合实际需要。所谓生产纲领,首先是所承担本企业的生产产品的热处理零件年产量,也就是设计纲领。以满足零件热处理新的技术要求为前提,“三创新”(即材料创新、工艺创新和工装创新)的结果是行之有效的结果。热处理工艺设计是热处理车间设计的中心环节,是设备选择的主要依据。所确定的热处理工艺必须先进、可靠、经济合理,并与车间生产规模相适应。常规工艺应力求工艺路线简化,运输量最小,工序较小,节省能源及劳动量。采用先进工艺应经过技术经济论证或实验研究,取得可信的试用效果。企业机械产品热处理零件生产纲领,包括铸件,锻件毛坯的预备热处理和机械产品零件的最终热处理。这些就是根据产品零件图纸所规定的技术所决定的。热处理车间还应该承担本企业自制的切削工具、各类模具、机械修理备件、配件的热处理任务,根据其任务量的大小确定车间的设置。为提高设备负荷率,应尽量结合车间的特点接受对外协作任务,对于比较固定的长期协作任务,也应列入车间生产任务内。工作制度、年时基数根据车间生产性质和任务,一般单件小批量生产性质的综合热处理车间,应采用两班工作制。其中个别工艺周期较长应连续生产的设备或大型设备应考虑三班工作制;安装在生产流水线上的热处理设备,应与生产线生产班制相一致。详细见表4.01。1)设备年时基数为设备在全年内的总工时数,等于在全年日内应工作的的时数减去各种时间损失,即:(1%)nFDNb设设(公式4.01)式中F设—设备年时基数(h);D设—设备全年工作日,等于全年日数(365天)-全年假日(10天)-全年星期双休日(104天)=251天;N—每日工作班数;n—每班工作时数,一般为8小时,对于有害健康的工作,有时为6.5小时;b—损失率,时间损失包括设备检修及事故损失,工人非全日缺勤而无法及时调度的损失,以及每班下班前设备和场地清洁工作所需的停工损失。2)工人年时基数(1%)FDnb人人(公式4.02)式中F人—工人年时基数(h);-7-D人—工人全年工作日,等于全年日数(365天)-全年假日(10天)-全年星期双休日(104天)=251天;表4.1热处理车间设备和工人年时基数b—时间损失率,一般取4%,时间损失包括病假、事假、探亲假、产假及哺乳、设备请扫、工作休息等工时损失。本车间设备年时基数7722h,工人年时基数1830h。5工艺分析5.1工艺分析的基本原则热处理工艺设计是热处理车间设计的中心环节,是设备选择的主要依据。所确定的热处理工艺必须先进、可靠、经济合理,并与车间生产规模相适应。常规工艺应力求工艺路线简化,运输量最小,工序较小,节省能源及劳动量。采用先进工艺应经过技术经济论证或实验研究,取得可信的试用效果。热处理技术条件:气体渗氮后渗氮层纵深度≥0.4mm,表面硬度≥650HV,渗氮层脆性项目生产性质工作班制全年工作日每班工作时数全年时间损失(%)年时基数一、设备一般设备连续工作制3355897722重要设备阶段工作制32518164718小型简易热处理炉阶段工作制3251875571大型复杂热处理炉连续工作制33558147326二、工人一般工作条件251881830较差工作条件2518121748-8-≤1级,单边磨去0.05mm后,硬度≥600HV,径向跳动≤0.05mm。C8599铲床丝杆加工工艺流程下料φ70mm×1638mm↓车外圆↓调质↓粗车↓去应力处理↓精车螺纹↓低温时效↓研中心孔↓半精磨外圆↓磨螺纹↓气体渗氮↓研中心孔↓精磨螺纹及外圆C8599铲床丝杆热处理工艺规范:调质去应力处
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![《私募商业计划书》(XXXX[1]45修订)](/doc-724193.png)

 wuqiao261
wuqiao261
本文标题:热处理车间的设计
链接地址:https://www.777doc.com/doc-7383548 .html