您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 经营企划 > PLC在电除尘高压控制系统中的研发及应用
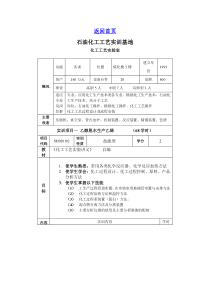
煤化工在电除尘高压控制系统中的研发及应用李雪梅山西大学工程学院,3,13成和功能特点设计中的几个关键技术问以及该产品的用户使用效果,并讨论了产品可靠性对于新产品推广应用的重要性。中分类号18文献标识码高压供电设备是电除尘器两大组成部分之,其供电质量的好坏直接影响到电除尘器的工作性能,不同的供电和运行方式以及控制管理水平的高低,对除尘运行的效果能源的利用率运行的可靠性和稳定性等都具有重要的影响。高压控制系统的设计,必须以电除尘器实际运行时的负载特性为依据,才能使机电体化获得最佳收尘效率。电除尘器作为高压控制整流设备的负载,其负载特性很复杂,可能处于正常运行状态,也可能处于短路开路或偏励等故障状态,由于工况及粉尘特性的不同,其负载抗值起晕电压闪络电压火花频率等均有很大差异。电除尘高压供电系统采用可编程逻辑控制器控制,其控制精度高可靠性好通讯能力强,使得电除尘高压控制水平和自动化程度都较过去发生了质的飞跃。1电除尘高压控制系统的结构与组成部接口和扩展能力强。在编程语言方面,它具有丰富灵活的1型功能,可以完善火花探测技术及内络处理功能。由于丁型运行速度快,更能实时跟踪控制电场内的瞬时变化,同时,主机上可以扩展5422接口,可方便地扩展为计算机集散控制系统。1.2信号处理单元采用使用比较成熟的电量信号变送器和隔离单元完成,它共有路,其中路是电量变送单元交流电压变送器和交流电流变送器;另路是直流信号隔离变送器。1.3可控桂体化触发单元尻,34系统采用KM182可控硅移相触发瓷片厚膜电路核心为德国西门子公司丁0785,它的路输出可以可靠地驱动路大功率可控硅元件,根据控制电压可使触发脉冲在0180之间移动,为了减少磁芯脉冲变压器的体积和功耗,提触发可靠性,输出采用脉冲1调制波实现,脉冲宽度为55如2系统的功能特点和技术指标本系统主要由可编程逻辑控制器信号处理单元可控桂体化触发单元组成。1.1可编程逻辑控制器主机采用日本菱公司FXO№4M№T编程逻辑控制器,它可靠性好,内部资源丰富,运行速度快,外收稿日期2004,07大学,高级工程师,现从事计算机开发应用以及教学工作。2.1系统功能2.1.1电流极限控制及稳流特性电除尘器在实际运行中,击穿电压是由极间距及粉尘特性等所限定的,使用者首先希望得到最高的运行电压,然后再追求最佳的电晕电流。除尘器的阻抗随不同工况不同极距配合不同使用年限而异,所以要求自控电压整流设备在自动搜索最高运行电压时其电流不能超过额定容量,在负载短路时亦如此,这就意味着自控电压整流设备应具有电流极限控制特性。同时设备在预先设定的电流下运行时,如除尘器阻抗变化,只允许电压随之变化,不应使电流偏离设定值,这才能保证设备运行稳定。2.1.2火花检测及分级恢复控制方式电除尘器经常运行在火花状态,所以要求控制设备有理想的火花检测特性,以准确判断除尘器穿电的时间位置及击穿电压值,并作为跟踪控制的起始点和恢复电压的依据。本设备在实现火花检测的基础上,又能对火花的强度幅度宽度进行区分,以选择跟踪控制参数,实现分级控制,使性能更佳。本设备设计了以下两种检测和控制程序检测出小火花,不完全闭锁可控硅,快速恢复;检测出闪络点,保持个电流过冲,闭锁半个周波。2.1.3跟踪控制方式2.1.3.1粉尘介质恢复跟踪方式粉尘介质产生火花,介质击穿后,其绝缘强度有恢复过程,恢复时间和原火花强度及电场风速有关,火花产生后,有可控硅进行降压保护,以避免过早地引起第次火花。2.1.3.2峰值跟踪方式在实际运行中以某次电压的最高平均值为目跟踪控制。实施中以自动调节恢复速率,即调整火花率为手段,在段统计时间内计算平均值的方法实施控制。2.1.3.3闪频跟踪控制如果希望除尘器运行在某设定的火花频率下,此时以自动维持某设定率为目的,以自动调节恢复速率为手段进行跟踪控制。2.1.3.4间歇供电和脉冲供电控制当粉尘比的电阻过高时,除尘效率大幅度降低,为此设计了特殊的供电特性,即间歇供电和工频半波脉冲式供电,以使极板上积尘电荷有足够的释放时间。2.1.3.5联网控制功能本设备具备有标准的艮5422串行通讯接口,最远通讯距离为仆1可连接成微机集散控制系统。0向上位机通讯的内容有运行的实时次电压次电流次电压次电流可控硅导通角火花率除尘器故障信号变压器故障信号,上位机可对设备实施升压控制降压控制调整参数和停止高压等。2.1.3.6保护及报警功能超限设备过流和可控硅偏励的报警及保护功能。2.2系统的特点电除尘电源控制器具有多种控制特性,可根据不同工况不同粉尘特性,使设备自动选择供电方式及控制参数,以期得到最佳收尘效果,精确地控制供电电压。采用9制单元,运行速度快,控制线性好,可靠性高,使该设备的控制特性更适合于在恶劣工况或高比电阻粉尘烟气条件下工作,对于提高除尘效率效果明显。本设备适用于国内各厂家生产的各种规格型号2.3电除尘电源控制器技术指标交流输入电压单相380+1沉50输出电压调节范围介100输出电流调节范围,100工作方式连续交直流输入输出指标电源设备容量0.12.0交流输入电流60kV23.5A470.0A3设备研制中几个关键技术问3.1对于小火花的探测与处理火花控制特性是电除尘器供电技术中的关键问微机的快速逻辑运算和存储记忆能力,同时结合些硬件电路和软件就可以根据电场内的工况变化电场动态阻抗变化,探测到电场中的小火花,从而精确地判断出火花的强弱,并分级区别对待,进行控制处理。可实现基本无火花运行,从而提高除尘效率,节省能源和延长设备寿命。这在模拟机中是很难实现的。3.2关于设备的故障报警和保护功能3.2.1要求检测及保护动作要快捷准确和可靠,并且免调试。本设备与常规控制设备在实现报警功能方面最大的区别就是不需要增加专用硬件电路,全部由软件功能实现。只要当计算机内部处理参数与运行参数相符之后,由软件决定的故障保护功能即能可靠的工作,无需人工调整。这个特点在实际使用中很受用本设备具有除尘器开路短路故障变压器油温户和调试人员的欢迎。3.2.2在这些保护功能中,偏励磁保护是难点。由于偏励磁发生时,次侧过电流主要现为有较大直流分量的过电流,但这种直流分量在电流互感器的次侧却不能现出来,由于信号检测不准确,所以原来老式产品的偏励磁检测常常难以奏效。我们认真分析了偏励磁发生时,信号在相位上的特点,采用种特殊的软件处理方法,通过检测电压与导通角关系的方法来判断,效果果然不错,既能做到及时检出,又不会出现误动作。3.2.3间歇供电条件下的故障检测,这也是个难点,与全波供电时的差异很大。为此我们设计了间歇供电专用的软件,其基本方法是根据间歇供电的占空比,设定不同的检测点和不同的检测电频,这个检测电频是通过理论计算和实测相结合得出的。在检测过程中,同样运用了软件滤波技术,同时为了避免误动作,增加可靠性,还设计了全波状态下重试过程。即如果在间歇供电状态下检测到故障,设备能自动转到全波状态下重试加以确认,如果确认为故障,设备则跳闸报警;否则设备又会在规定的时间内恢复到间歇供电状态。这样的双重实验功能可保证设备不因为某些暂态因素而误动作,从而保证了可靠性。4电除尘电源控制器的可靠性电除尘电源控制器自研制成功投入使用以来,经过了相对较长时间和较广范围的使用,用户普遍反映是良好的。致认为该设备的可靠性高,能经受各种苛刻的工况条件和烟气变化的考验,许多单位还专门为此写了用户报告,均给予设备的可靠性和稳定性以很高的评价。从国内现有某些电除尘器供电设备运行的情况来看,存在设备故障率高维护工作量大等问,因此设备的可靠性问是比技术问更急待解决的主要矛盾,在对许多用户的调访过程中,我们发现用户对提高设备的可靠性的需求迫切,事实上,可靠性己成为新产品推广中的个最关键的问。5结束语电除尘电源控制器是10技术在电除尘器自动控制应用中质的飞跃,它的成功应用使电除尘器的运行管理水平上了个新的台阶,并且它在节省人力节约能源保护电除尘器长期高效地运行,保护环境等方面都有广阔的应用前景。王幸之,王雷,翟成,等。单片机应用系统抗干扰技术。北京北京航空航天大学出版社,2001.何立民。单片机高级教程叫。北京北京航空航天大学出版社,200,简讯天脊煤化工集团4060工程开工2004年7月29日,由天脊煤化工集团和中国中化集团共同投资兴建的年产36万合成氨4万1甲醇60万1尿素工程4060工程正式开工。这是天脊集团继在晋城建设45万尿素项目后,在晋城管辖的高平市与中国中化集团共同投资联合兴建的,该项目总投资约16亿元,建成投产后,天脊集团将形成120万1合成氨230万1化肥20万1工业硝铵的生产能力,年销售收入可达8.3亿元,实现利税2.5亿元,工业产值将达到50亿元,成为全国最具核心竞争力的化肥生产企业。jklifred输煤系统干雾抑尘机=38
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 chen010647
chen010647
本文标题:PLC在电除尘高压控制系统中的研发及应用
链接地址:https://www.777doc.com/doc-741490 .html