您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 综合/其它 > 电子元器件的可靠性安装
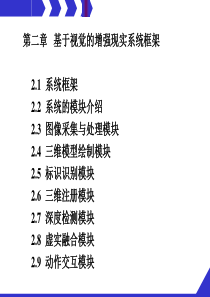
可靠性技术资料—电子元器件的可靠性安装第1页网址:www.ceprei.nete-mail:market@ceprei.net电话:0755-82425288传真:0755-824133109.7电子元器件的可靠性安装在整机系统中安装电子元器件时,如果采用方法不当或者操作不慎,容易给器件带来机械损伤或热损伤,从而对器件的可靠性造成危害。因此,必须采用正确的安装方法。9.7.1引线成形与切断在将电子元器件往印制板等载体上安装时,通常预先要将其引线成形或切断。这时,引线若被加以过高的应力,器件就会受到机械损伤,并严重影响其可靠性。例如,器件管座与引线之间相对受到强拉力的作用,可能会造成器件内引线与键合点之间的断线,或者封装根部产生裂纹导致密封性下降。在引线成形或切断时,应注意以下要点:(1)弯曲或切断引线时,应使用专门的佳句固定弯曲处和器件管座之间的引线,不要拿着管座弯曲,如图9.45所示。使用模具大量成形时,要注意所设计的固定引线的夹具不应对器件本身施加应力,而且,夹具与引线的接触面应平滑,以免损伤引线镀层。图9.45引线弯曲方法(2)引线弯曲点应与管座之间保持一定的距离t。当引线被弯曲为直角时,t≥3mm;当引线弯曲角小于90℃时,t≥1.5mm。对于小型玻璃封装二极管,引线弯曲处距离管身根部应在5mm以上,否则易造成外引线根部断裂或玻壳裂纹。(3)弯曲引线时,弯曲的角度不要超过最终成形的弯曲角度。不要反复弯曲引线。不要在引线较厚的方向弯曲引线,如对扁平形状的引线不能进行横向弯折。(4)不要沿引线轴向施加过大了的拉伸应力。有关标准规定,沿引线引出方向无冲击地施加0.227kg的拉力,至少保持30秒钟,不应产生任何缺陷。实际安装操作时,所加应力不能超过这个限度。(5)弯曲夹具接触引线的部分应为半径大于0.5mm的园角,以避免使用它弯曲引线时损坏引线的镀层。可靠性技术资料—电子元器件的可靠性安装第2页网址:www.ceprei.nete-mail:market@ceprei.net电话:0755-82425288传真:0755-824133109.7.2在印制电路板上安装器件往往印制电路板上安装电子元器件时,必须注意不要使器件在插入时或插入后受到过大的应力作用,主要应注意以下几点:(1)印制板上器件安装孔的间距应与器件本身的引线间距相同(参见图9.46)。当安装孔间距与器件引线原始间距不一致时,应先将引线成型后再插入印制板,不要强行插入。器件引线直径与金属化孔配合的直径间隙一般以0.2~0.4mm为理想,推荐使用的器件引线直径与金属化孔孔径的配合关系见表9.8。图9.46引线间距与安装孔之间的配合情况表9.8推荐使用的器件引线直径与金属化孔孔径的配合关系元器件引线直径d(mm)金属化孔孔径D(mm)0.50.80.5~0.60.90.6~0.71.00.7~0.91.20.9~1.11.4,1.6(2)由于元器件引线与印制板及焊点材料的热膨胀系数不一致,在温度循环变化或高温条件下会引入机械应力,有可能导致焊点的拉裂、印制线的翘起、元器件破裂和短路等问题,所以,引线成形和安装在印制板上时,应采取消除热应力的措施。①轴向引线的柱形元器件(如二极管、电阻、电容等),在搭焊和插焊时,引线程度应留有不短于3mm的热应变余量,具体方法参见图9.47,其中对于安装密度较大的印制板组件,可采用预先折弯(带圆弧)或环形结构,以便达到较大的热应变余量,如图9.47(b)和(c)所示。可靠性技术资料—电子元器件的可靠性安装第3页网址:www.ceprei.nete-mail:market@ceprei.net电话:0755-82425288传真:0755-82413310(a)(b)(c)图9.47消除热应力的二极管安装方法②三极管的安装也应采取相应措施。图9.48给出了几种晶体三极管在印制板上的安装形式,图(a)为引线直接穿过印制板,未留余量,故效果较差;图(b)在管座与印制板之间留有适当间隙,有利于消除热应变影响,但会削弱器件通过印制板的散热作用,对小功率管效果较好;图(c)在图(b)的基础上增加了导热衬垫(或在间隙内填充导热化合物),改善了散热效果;图(d)为倒装型,图(e)为侧弯安装型,二者均有较大的热应变余量,效果较好。(a)(b)(c)(d)(e)图9.48消除热应力的晶体三极管安装方法③双列直插封装集成电路的引线很硬,很难留出热应变余量,可将电路外壳用导热材料粘接到印制板或印制板上的导热条上。这种导热材料应具有一定的弹性,在温度循环变化时,产生弹性伸缩,从而缓和热不匹配应力对器件的影响。为了达到较好的效果,粘结剂的厚度应控制适当,一般在0.1~0.3mm之间。双列直插器件的安装方式通常有图9.49所示的几种,其中图(a)无热应变余量,效果差;图(b)采用弹性导热材料,效果较好;图(c)留有小间隙释放应变,对小功率器件较合适;图(d)是图(b)和图(c)两种方法的综合运用。(a)(b)(c)(d)图9.49消除热应力的双列直插器件安装方法(3)应通过轻按器件使之插入印制板,不要用钳子等工具强拉引线插入。(4)器件固定在印制板后,不要再进行有可能引入机械应力的装配,如安装散热片等。(5)安装后的器件要处于自然状态,不得受到拉、压、扭等应力。在保证散热的前提下,安装高度应尽可能的低。9.7.3焊接焊接是电子元器件安装过程中对器件可靠性影响甚大的一个重要环节,应注意以下要点。1.防过热引线浸锡和焊接器件时,在保证不产生虚焊的前提下,应尽可能降低焊锡温度和缩短焊接时可靠性技术资料—电子元器件的可靠性安装第4页网址:www.ceprei.nete-mail:market@ceprei.net电话:0755-82425288传真:0755-82413310间。通常标准规定的电子元器件耐焊接热试验条件是距管壳1.0~1.5mm,处引线温度为260±5℃持续10±1s,或者350±10℃持续3.5±0.5。因此,焊锡温度为260℃时,焊接或浸锡时间不要超过10s;焊锡温度为350℃时,不要超过3s。对于混合电路,烙铁铁头的温度应低于245℃,焊接时间在10s以内;如果烙铁头的温度为245~400℃,焊接时间应限制在5s以内。焊接温度过高导致的破坏主要反映在芯片与管座之间的键合材料上。一方名,芯片键合材料本身所耐温度降低,通常远低于芯片可耐温度;另一方面,芯片键合材料与芯片和管座之间的热膨胀系数不一致,温度的剧烈变化会在不同材料之间形成很大的热不匹配应力,容易导致键合强度下降、接触电阻增加或者密封性劣化。焊接二极管时,温度应更低些。对于金属封装或玻壳封装二极管,芯片是用低温铅锡合金(熔点为200℃左右)焊接到金属管座或管脚上,而且芯片紧挨管脚根部,如果焊接时引线温度过高,有可能使铅锡合金熔化,并在铅锡合金表面生长一层氧化层,导致芯片键合电阻增加,严重时还会使焊料溢出形成金属球多余物,引起瞬时短路,或者造成引线根部玻璃开裂,导致密封性失效。2.防静电焊接时应使用松香系列中的中性防焊剂,不要使用氯化物等酸性或碱性助焊剂(焊油或焊膏),以避免腐蚀引线。松香助焊剂的一般配方为:20%松香末,78%纯乙醇,2%三乙醇胺混合而成。焊接完成后残留的助焊剂应进行充分清洗。清洗时,先用化学溶剂(如无水乙醇)溶去助焊剂,然后再去除多余的溶剂和化学反应产物,但要注意不要损坏器件外貌和标记。要仔细选择化学溶剂,对于塑封器件,最好不用三氯乙烯作溶剂,因为其残留物对塑封材料有溶解作用。最好不要使用超声清洗方法,以免将应力加到器件上,如必须采用,应将器件固定在不直接受振荡器施力的位置上,而清洗时间不应超过30秒,并应仔细选择清洗条件,以便使加到器件主体的应力减至最小。为防止器件谐振,清洗时所加频率一般为28~29kHz,输出功率15W/次。3.防潮气作用对于塑封器件,在高湿度场所运输、储存或使用时,不可避免的要吸湿。如果吸湿过多,则实际焊接时,水急剧气化,形成的应力会使树脂/引线结构面分离,严重时会产生封装裂纹。因此,在实际焊接前最好进行烘干,条件可选为125℃,条件可选为125℃,16~24小时。9.7.4器件在整机系统中的布局电子元器件在整机系统中的布局设计,应使器件所处的位置不易出现高温、强静电和多尘埃等不利环境,具体应注意以下几点:(1)应使器件远离易出现高温的部件或者高耗能的元器件,如大型电阻器和散热器等。如果难以避开发热元件,可以采用隔热屏蔽板(罩),也可考虑通风冷却或沿空气流动的方向安装散热器。(2)应使器件远离电动机、变压器等易出现高压、高频和浪涌干扰的设备,以免由于各种感应或静电使器件受损。(3)器件的位置不要安排在设备中的高压电路附近或设备的下部。在这种地方,容易吸附或积累灰尘和异物,灰尘会使器件绝缘性能恶化而产生漏电,焊锡屑、电镀屑等导电异物则可使印制板的布线间或器件的引线间短路而产生误动作。可靠性技术资料—电子元器件的可靠性安装第5页网址:www.ceprei.nete-mail:market@ceprei.net电话:0755-82425288传真:0755-82413310(4)发热量大的器件应尽可能靠近容易散热的表面(如金属机壳的内表面,金属底座及金属支架等)安装,并与表面之间有良好的接触热传导。例如,电源部分的大功率管和整流桥堆属于发热大的器件,最好直接安装在机壳上,以加大散热面积。在印制板的布局中,功率较大的晶体管周围的板面上应留有更多的敷铜层,以提高底板的散热能力。(5)尽量缩短高频元器件之间的连线,以便减少它们之间的电磁干扰。易受干扰的元器件不能离得太近,输入和输出器件尽可能远离。(6)金属壳的元器件要避免拥挤和相互触碰,否则容易造成故障。例如,npn晶体管的外壳一般为集电极,在电路中接电源正极而处于高电位,而电解电容器外壳一般为负极,在电路中接地或处于低电位。如果两者都不带绝缘,距离又很近,一旦相碰就会造成放电,引起器件击穿。(7)尽量减少设备中各单元之间的引线和连接,印制电路板的引出线总数要尽量少,以减少飞线和插座触点的数目,提高接触连线的可靠性。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 zhouqiang1983
zhouqiang1983
本文标题:电子元器件的可靠性安装
链接地址:https://www.777doc.com/doc-74429 .html