您好,欢迎访问三七文档
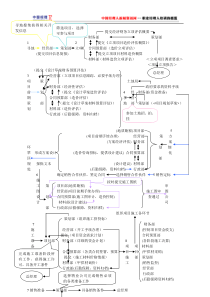
目录作业流程作业办法目标拟定相对应表单使用1.1作业流程开模检讨Tn试做各制程问题检讨作改善对策暂行SIP/SOP发行新产品合审NG制程/QC教育训练OKNG管制版SIP/SOP检讨、发行客户同意转量产,量产移交制程/QC依SIP/SOP管制PE一物一卷建立、管理1.2试做送样/出货确认流程确认送样日期/数量确认模具状况确认加工治具状况确认SIP/SOP、检具是否到位确认首件、比对样确认移转包材是否充足相关零组件进度隔离物料及异常及时处理1.3设变流程業務排定設變送樣排程RD召開設變會議确认制程對應作業确认修模完成時間點設變內容檢討設變修模壓鑄確認設變送樣試作出貨待客戶確認反饋2.1作业办法2.1.1新产品合审:业务主导召集相关单位对新品进行合审会议,各制程根据业务出货需求,评估模、检、治具,机台、工具、涂料、包材等需求2.1.2开模检讨:PE依产品履历表,与业务、RD、制程等相关单位检讨新产品的模具开发,由RD主导2.1.3Tn试做:RD开立试做工单,主导进行试做、送样确认2.1.3.1各制程问题检讨、作出改善对策:针对试做过程中的相关问题点(工时、良率、工法、隔离品/报废品、客诉/客户要求、设变、出货需求等),与各部门检讨,并依实际状况作改善措施(由PM主导)2.1.3.2暂行SIP/SOP发行发行暂行SIP/SOP作管制,并对制程及QC进行教育训练,制程/QC依修改后的SO/SIP进行管控,PE追踪效果;制程/QC教育训练制程/QC依SIP/SOP管制2.1.3.3管制版SIP/SOP检讨、发行2.1.4客户同意转量产;量产移交新产品转量产时,需确认项目依“新机种量产移交CHECKLIST”2.1.8PE一物一卷建立;管理针对产品别建立产品一物一卷档案作卷宗管理,并不断更新版次,主要内容包括产品的客户图面、SIP/SOP、各制程条件设定参数、模具和检、治具状况、FAI、CPK、BOM表、涂装信赖度测试报告、试做履历报告、设变单、制程变更管制、样品管制、内联单管制、教育训练等2.2.1确认数量:根据客户需求的送样日期、数量,确认各制程物料试做排程、并追踪加工进度2.2.2确认模具状况确认模具套数,每套模具的修模状况,并根据厂务的修模排程确认修模进度(试做时模具会因设变、尺寸异常、改善成型等因素修模)2..2试做送样/出货确认办法2..2试做送样/出货确认办法2.2..3确认加工治具状况确认制一、制二、制三各制程相关的加工治具是否到位及数量是否充足,相关进度追踪(如制一的切模、冲床、烘烤治具,制二的CNC治具、毛边特殊工具、散打ROBOT、皮膜篮框、包装治具,制三的涂装、网印治具、组立治具及检测仪器等)2.2.4确认SIP/SOP、检具是否到位确认各制程SIP/SOP和相关检具是否到位及进度追踪,若有检具未到位是否有暂行代替管控方式2..2试做送样/出货确认办法2.2.5确认首件、比对样确认物料加工至每一站别时,RD是否有确认首件,签立比对样,QC及制程检验标准是否清楚2.2.6确认移转包材是否充足确认相关移转、出货包材数量是否到位并追踪进度2.2.7相关零组件进度要求RD提供组立BOM,和RD与采购确认相关零组件目前厂商入料时间及数量以及设变状况;2.2试做送样/出货确认办法2.2.8隔离物料及异常及时处理确认各制程物料的加工进度,是否达到排程要求,各制程产生的隔离物料及异常,及时处理,并反馈PM并记录,出货后要求产线人员一起检讨;2.3設變流程2.3.1RD依客戶來圖確認內容後,召集制造部、PE、品保、廠務、業務等相關單位進設變會議2.3.2各部針對設變內容提出檢討是否新增流程、管制點、刀具、組立件、模具修改等相關問題廠務估計修模完成時間制一部協助試模根據修模完成時間排定送樣計畫針對設變區域進行壓鑄試作RD須確認設變修模是否正確,不對再進行修模制造部門依排程進行試作PE追蹤排程進度及制程產生的隔離異常業務安排出貨至客戶確認2.2可胜每日退料明细日期:厂区品名数量不良明细不良原因备注TOTALTOTAL核准:复审:制表人:可胜每日退料明细可胜制一可成制一2.3关于退料规定关于退料规定一、每日退料时间为每周一~周六的12:30二、参加退料人员为MF1/MF2/MF3/PE相关负责人员三、所有需退物料,须在13:00前拉至退料区,超过规定时间一律拒收四、退料要求:1.退料需用格井放置整齐.2.退料需统一放置红色报废篮框(若红色篮框不足,可用红色胶带缠在其他篮框四周).3.退料需标识清楚数量、不良现象,并归类摆放整齐,便于复判.4.退料时,退料人员可区分为自损、来料、有争议三种状况,针对来料和自损物料由各自物管拉至报废区退回制程报废,有争议物料有PE判定处理.5.退料争议时,由PE组长级以上干部判定责任归属,判定结果任何单位不得再有异议.6.确定不退物料,防止制程隔日再退料,可采取折断或局部破坏处理,前提为经PE判定为报废品,且折断或破坏时,需由制一品质人员,制二制改,制三品质人员,双方当场确认方可实施.五、退料区域6S维护,由PE部门主导管理,MF1,MF2,MF3派负责人每天值日,值日排程如下:MF1(周一~周二)MF2(周三~周四)MF3(周五~周六)以上二00六年六月十五日起实施!部门会签:发文单位:制本部☼谢谢指教☼
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 supermange
supermange
本文标题:新机种导入作业办法
链接地址:https://www.777doc.com/doc-7515362 .html