您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 项目/工程管理 > XH_塑胶模对图纸未注项目加工检验约定
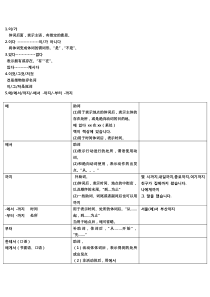
1文件编号SocNo.aaaaaaaaaaa版本RevA0工模部模具制作对倒角、未注公差与表面粗糙度等加工及检验的规定页码Page编制/日期:审核/日期:批准/生效日期:一、加工基准、编号、型腔号的规定1.基准、编号名命和加工以按图纸、利于加工装配为原则。图纸上无基准,视实际情况需要,可与设计商量加上,或在正确位置自行加上;2.自行编零件名,以本模房零件命名规则命名:前模仁“A”,后模仁“B”,行位以“S”开头,行位1为“S1”,斜顶以“XD”开头,斜顶1为“XD1”以此类推,前模大镶件“A-IN”,后模大镶件“B-IN”,各小镶件、镶针、顶针、扁顶、司筒、直顶打1234/ABCD……;3.活动镶件、大螺丝、中托司、唧嘴套、导柱、回针、撑头、限位块打上模号。编号零件装配的位置旁边打上相应零件编号1234…。模仁基准角及模胚与模仁基准角对应的位置面上加工一Ø10×1的基坑打上编号。斜顶打字唛避开油槽,模仁斜顶孔旁边位置面也打上对应斜顶字唛。扁顶在顶针板上的字唛应与扁顶字唛具方向一致性。行位镶件基准角与行位座对应位置打上相应字唛,行位槽、相应铲机打上与行位相同的字唛。原则上字唛的加工遵循能用字唛就不用打磨机打,字唛加工整齐美观;4.模架回厂确定与所订型号相符无误后将字唛打在基准角所在面,模号按图纸命名为“PXXXXX”,零件编号在基准角标识旁以阿拉伯数字“1”开始由面板编至底板,凳仔方与B板接缝处靠基准角打“0”另一个打“00”,字唛打印深度0.3~0.5,字迹清淅,排列整齐美观,模胚字唛高度统一选用12mm;5.模仁、大镶件等钢料回厂后在确定与所订材料、尺寸、直角度等均无误后按图纸在基准角侧较长的面的下角,避开零件R等位,锣一条深36×6×0.5~1.2mm深的槽(位置不够可在上方加多一条,热处理的模仁依所留单边余量加工),用3mm的字唛打上模号、钢材、零件名称、编号。(注意在后期加工当中若失去标识须第一时间补回)最终效果如下图:26.铜公按CNC铜公命名规则命名,铜公图和铜公名称相同的原则。锣好后或线割好后由加工人员清理干净打上模号、铜公名称、精“F”粗公“R”标识。如:模号为P00000前模铜公1精公表示为:“0000-A01-F”以此类推。师傅自己加工的铜公也按此规则命名。改模铜公按图命名;7.产品型腔号、环保标识按图指定位在试模之前加工,本厂加工不了的发外厂蚀刻晒出;8.模具运水多组/有方向要求的,喉嘴旁须打上运水编号IN/OUT字唛。9.模架凳仔方(方铁)上的模具铭(标)牌由制模师傅填好内容,开单给CNC编程雕出。二、倒角规定1、图纸应对不允许倒角的地方作出明确规定。其他如:面积小需管位的位置、运水孔、运水胶圈相邻2mm的孔、成型零件形腔、流道通过边5mm的位置等是不可倒角的;2、图纸画出倒角且有明确标注的按图加工检验;3、图纸画出倒角而未标注的为未注倒角,按表1对应值加工:表14、零件图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不相邻边最小边长≤55~3030~100100~250250~500500~10001000孔直径—1~33~66~1212——CX45°0.30.5123453伤手为原则将毛刺去除,模仁底部、顶针孔、弹簧孔、KO孔、螺丝孔、尼龙钉孔等等无特殊要求的圆孔、方孔边部位按上表数值倒角,扁顶孔必须倒角1×45°以上;5、原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑成本与美观,另行安排工序倒角;三、未注公差及加工余量规定1、为降低成本,零件设计时在不影响零件使用性能的前提下,应尽量参照本模房仓库和市场常备材料规格来确定零件订料外形尺寸,材料规格可自行去仓库查或向仓管索取(建议在共享建一个文件夹放上仓库的实时库存表给设计用),毛料和精料机加工的公差参照表2、3:表2毛料材料尺寸(设计已留单边2.5)30~9090~160160~300钢料初始单边余量+1.5+4+5毛料打直角后以长边大面为基另两边误差(表面刀痕较粗糙,平面平整度不高)0.150.20.3表3精料材料尺寸100100~280280~600直角度——±0.0086°(0°0′31″)±0.0048°(0°0′17″)单边余量+0.06+0.08+0.1磨过直角后以长边大面为基另两边误差(表面粗糙度Ra/µm0.8)隐约可辨加工痕迹0.020.030.04模腔内插穿位多的模仁直角误差应严格控制在0.03以内2、图纸中有尺寸但在实际模具制作中需留余量配或FIT配的,由制作师傅与相关编程/加工人员约定留余量,并按约定加工检验。3、加工余量若无约定则按如下规则留余量:机加工加工小行位(行位T槽模胚原身用T刀加工出)宽度留+0.2;机加工加工大行位及大行位座(有行位T槽压板)宽度磨到数;机加工加工行位斜面飞刀加工厚度留+0.5,CNC加工则留+0.2(行位留则铲机不留,视加工难易度定);机加工加工行位耳仔厚度留+0.2,高度两边分中加工;机加工加工铲机反铲位斜面留+0.5,模胚反铲槽锣到数;机加工加工铲机基座(冬菇帽)单边留+0.075,基坑则加工到数±0.02;机加工车床加工唧嘴套保证各段同轴度、端面和轴的垂直度±0.05,封胶位面留+0.2;机加工车床加工撑头长度留+0.1;44、扁顶/顶针/镶针孔加工时附针给加工人员配如无针配孔则走正公差单边+0.015(注意线割接刀线要过刀清干净);机加工加工Ø2以下顶针孔/镶针孔直接配钻出,Ø2~Ø12孔在保证孔内粗糙度和圆柱度的前提下留-0.05~-0.1余量以铰出,精加工后Ø1-Ø5顶针、司筒、镶针孔直径公差为+0.015,Ø5-Ø10公差为+0.02,Ø10以上为+0.04;机加工加工司筒针孔采用模胚钻好司筒过孔后其余板装配在其上钻出的加工方式以保证同轴度(过孔应比司筒针大1.5~2,以降低剪切力);5、穿线孔按图加工,图纸上若无则同设计商量加上,尽量靠边处钻,大小和位置公差按表4《标准公差表》中IT12级加工;在料中割出大镶件时为防边角料在加工时变形“抱住”镶件影响精度,须避免从边上直接割入,应钻穿线孔从内部进刀加工;6、镶件孔、斜顶孔按数锣或割,公差±0.02;侧边带斜度的镶件高度在大头端留长3~1;外形简单平直镶件/斜顶/直顶单边留+0.05,高度余量+0.15~+1留在底部,镶件外形较复杂/小/难配的与镶件孔配割/锣;7、机加工加工垃圾钉孔直径留过盈紧配余量–0.12;机加工加工尼龙钉孔走正公差+0.05~0.2并保证孔内壁光滑;机加工加工防转定位销槽,深度和宽度走正公差+0.3,定位朝向尽可能做一致;普通唧咀若有装配定位方向要求,必须在沉头上锣定位槽;机加工加工轴孔键槽类公差,槽位宽度+0.03,深度+0.5,键加工割/磨配;机加工加工模胚行位、大斜顶油槽深度0.3~0.5,外形为叠加的古铜钱状,要美观,并不破外边,行位和铲机的配合面也要加工油槽;8、淬火料开粗放余量和基准取数按模仁四面分中以底面为高度基面,行位两侧分中以前端顶面和底部面为长度、厚度基面;机加工加工淬火行位斜导柱孔,斜导柱孔直径应比斜导柱大至少1mm;编程在淬火料开粗时应将淬火工件的拐角处留R位,以免在淬火时工件开裂;大行位有磨擦装配面且有装耐磨块的,厚度余量放在耐磨块上,行位对应面精加工时做到数;机加工加工大模仁侧边带斜面压块磨到数,并在过孔上攻牙以便拆模;9、淬火料的基准编号标识、螺丝孔、运水孔、斜导柱孔、弹簧孔、侧面行位孔开粗、外形需开粗的等需淬火前完成的工作,必须在淬火前加5工成并检查好;10、模架导柱导套的排气开在模架的天地侧,宽10深1,在锣床上加工出;模仁分型面和型腔内镶件的排气遵循磨床上磨出优先,锣床\打磨机为后的加工原则,深度0.025~0.03,宽度6~16,从腔边缘磨出6mm,往后深度至0.05~0.1磨到模仁外,型腔加了排气针的,底部也应开通槽至模外;11、电火花加工必须遵循电流、脉冲、辅助电压等火花位设定和加工图纸上的火花位要求相符的原则。抛光/晒纹的模具表面、骨位、转轴位、插穿位、阻尼位、齿轮位等重要位置的火花到数之前的最后一段0.5~0.1必须修细至表面粒度对比同600#砂纸;容易积碳的位置加强冲水排渣,并时时检查;对要求接顺位置深度的加工,须遵循预留高度再慢慢加深接顺的方法,切忌直接按数一次性打到底;12、省模抛光中重要尺寸部位采取先卡数确定可省去量再加工的方式;对插(擦)穿位采取先省模后FIT模的模式加工;13、产品图中产品的重要尺寸按所注重要尺寸公差加工检验,未注尺寸公差,图纸中未约定的如:CNC加工铜公、模仁、模胚、镶件,线割加工大镶件孔、线割大、小镶件、铜公、斜顶孔、电火花放电加工等型腔内产品成型零件的加工公差按《标准公差表》中IT7级(附表4)加工检验,其中型腔的孔类尺寸按负公差、轴类尺寸按正公差、位置尺寸按正负二分之一公差带;附表4:节选自《标准公差表》单位:mm尺寸范围精度等级18~3030~5050~8080~120120~180180~250250~315315~400IT7±0.021±0.025±0.030±0.035±0.040±0.046±0.052±0.057IT80.0330.0390.0460.0540.0630.0720.0810.089IT90.0520.0620.0740.0870.100.1150.1300.140IT100.0840.100.120.140.160.1850.2100.230IT110.130.160.190.220.250.290.320.36IT120.210.250.300.350.400.460.520.57IT130.330.390.460.540.630.720.810.8914、所有顶针类沉头深度均比针头高度深+0.03;模胚上的顶针/扁顶过孔、螺丝过孔、拉杆过孔、Ø25以下弹簧过孔、过孔直径及沉头直径如无特殊要求,一律避空1mm(即比孔内零件外径大1mm注意分辨图纸,已避空的则按图);弹簧Ø25以上,孔避空2mm;螺丝孔沉头6深度除特殊要求外一律比螺丝头深1mm;KO孔按图加工,一般钻Ø35大,多孔中心间距为100;弹簧胶孔单边比弹簧胶大2~3mm;15、如无特殊要求,模仁内的顶针、扁顶孔保证有25mm封胶管位,以下位置均避空0.5;非配合管位、成型位的避空,模胚深腔模仁易擦伤的直身位、强行复位复位杆贴近模胚的内面、模仁、行位座的非配合面R角等等均避空0.5;尼龙钉底部位避空踩一级深度2,直径比尼龙钉大4;16、加工撬模坑统一尺寸25×45°×5深;装配好后由于吊模不平衡等原因容易弹开的模具,必须加锁模块,大小自定,够力即可,位置选在模架侧面,以免压坏;17、细水口模架水口拉板勾针突出流道的长度控制在0.5以内,水口拉板处踩圆坑;冷料穴长度或深度控制在流道直径的1.5倍;浇口按图加工;18、运水孔\槽\水塘加工直径大小、深度公差走±,位置公差参照表4中的IT12级;发热管孔按图加工,图若未标则按孔径比发热管大0.5~1加工;胶圈槽按图加工,大小±,深度比胶圈厚度浅0.5~0.6;19、机加工加工撑头钻螺丝孔按图加工,图纸中若无,则统一做M8的螺丝孔;大模仁的吊模螺丝孔位置由设计指定,若未指定,师傅视情况可自行在模仁中心或对角避开流道或胶位、运水等等,做M12牙;20、机加工加工顶出限位块按图加工,图纸中若无座标则要求设计加上,或自行寻位置加上,以避开其余特征,两边对称为原则;21、按图加工模胚外侧的扣机和强行复位机构,若图纸无标数的视实际情况与设计沟通或自行找位置加工,加工时注意复位推杆与开模方向的平行度要求高,以及应考虑机构不要挡到吊环孔和生产时可能用到的机械手;机构或其他零件置于模架底部易压坏或放模不平衡的,须加模脚,大小高度尺寸视实际情况定,一般用圆王牌料做四个,Ø30×35高,中间用M8螺丝固定在模胚底部四个角上;22、行位需装配在模胚上拼一齐省合模夹线的,
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 w252291
w252291
本文标题:XH_塑胶模对图纸未注项目加工检验约定
链接地址:https://www.777doc.com/doc-756755 .html