您好,欢迎访问三七文档
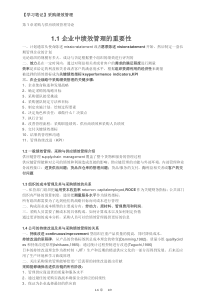
德信诚培训网更多免费资料下载请进:范围本标准规定了立式车床车削加工应遵守的基本规则。本标准适用于大直径的圆形、盘形或环形等工件在立车上进行的车削加工。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新版本的可能性。JB/T9168.1-1998切削加工通用工艺守则总则3工件的装夹3.1立车使用四爪卡盘装夹工件时,应按工件大小形状调整卡爪距离,并布置好垫铁、压板和螺栓,使工件定位后再夹紧压牢。如夹压部位是精加工面要加垫片,以防损坏工件表面。3.2立车对工件的装夹定位,通常主要是端面定位和内、外圆的中心轴线定位。选取的定位基准,必须保证定位精度和定位稳定性,减少工件变形,确保加工质量。3.3装夹支承面小、高度达的工件时(工件高度与直径比大于0.5),应使用加高的卡爪和专用工装,并在适当的部位用拉杆或压板压紧工件,以保证夹紧可靠。3.4装夹锥面工件或刚性较差的悬空部位的工件时,应当悬空位置增加辅助支承,以加强刚性和定位的稳定性,然后再压牢。德信诚培训网更多免费资料下载请进:装夹套类及薄壁工件时,夹紧力不宜过大,以减少工件变形。3.6装夹薄片工件时,工件置于等高的垫铁上,用压板均匀地顶工件周围,顶紧力不要过大,并保证定位端面与垫铁紧密接触。3.7装夹套类铸件毛坯时,应先车掉冒口,然后再加工其它部位。3.8装夹非对称偏重较大的工件时,应在工作台上加适当的平当衡重物,保证车削平稳。3.9装夹开合件时,工件下面要垫实,结合蜂处要对齐垫平。必须要有一对卡爪在结合缝处,以防止夹压或车削时错开。4车刀的装夹4.1车刀、刀杆、刀冠于刀锥孔等在装夹时,要擦拭干净,各处螺钉要拧紧。4.2装夹车刀时,车刀从刀架中伸出长度一般以1.5-2倍刀杆厚度为宜。4.3装夹切断刀时,两个副偏角要装得相等。4.4车圆锥面时,应使刀尖的移动轨迹与工作台旋转轴线在同一个平面内,否则加工出来的圆锥母线不直引起角度误差。换刀或磨刀后也必须重新调整,使刀尖对准轴线。4.5在装夹车刀时,车刀刀杆中心线应与走刀方向垂直或平行,切刀尖位置应适当。4.6装夹螺纹车刀,车刀刀尖角的平分线应与工件的中心线垂直。5车削加工5.1加工同轴度要求高的工件内、外圆表面,应尽可能在一次装夹中完成,如不能在一次装夹中完成,在工件翻面前必须车出找正的工艺基准面,其端面和直径应尽量选择最大处。德信诚培训网更多免费资料下载请进:车削圆柱齿轮坯内、外圆与基准端面时,必须在一次装夹中完成,并在该端面的齿轮分度圆附近车出0.5×0.5mm的“V”形刻线作为基准标记。5.3精车盘类、环类、套类等工件的内、外圆之前,应先车好定位基准面且保证良好的稳定性。5.4车削大平面时,精车应从中心向外走刀,这样的表面粗糙度值较小,切平面只能内凹。5.5仿形加工曲面时,必须完全根据样板进行。装刀时使车刀刀尖对准工作台轴线(使刀尖移动轨迹与工作台旋转轴线在同一平面内)。刀尖对准工件加工的起点,同时触头对准样板曲线的起点,二者同步移动。5.6工件需要做探伤检验的部位,其表面粗糙度值不大于Ra6.3。5.7粗车、半精车一般不用切削液或用适量机械油的煤油。5.8加工中发现工件表面有气孔、砂眼等缺陷,应在精加工前处理好。5.9车削加工时,当刀架调整好后,不得随意移动横梁。6工件找正6.1未划线的毛坯件,并且有些表面不要求加工,则应根据工件上最大非加工表面均匀性找正。如果所有表面都需加工,则应按余量最小的表面找正,以保证加工后工件壁厚均匀。6.2工件毛坯若已划线,则按所划之线找正。6.3找正工件时,应注意图样和工艺的要求,粗加工找正应满足下道工序要求,精加工时应满足图样和工艺的要求。6.4如工件加工表面允许有黑皮时,应尽量对称保留。若表面存在缺陷时,应留量处理后再加工。德信诚培训网更多免费资料下载请进:好好学习社区
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 sony110110
sony110110
本文标题:立车车削工艺守则
链接地址:https://www.777doc.com/doc-7577173 .html