您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > JBT 8118-1997 内燃机活塞销 技术条件
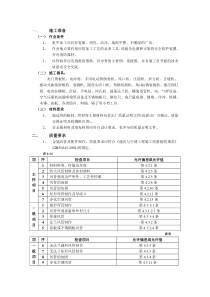
J92JB/T8118-1997内燃机活塞销技术条件1997-06-20发布1998-01-01实施中华人民共和国机械工业部发布I前言随着内燃机引进机型的活塞销国产化和出口活塞销的增多,为了尽快与国际标准接轨,同时适应新工艺发展的需要,本标准参考了BS3537∶1979(1988)《直径≤200mm的活塞销规格》和DIN73126∶1987《往复式内燃机活塞销:尺寸、结构、要求、检验》标准,对JB/T8118—95进行了修改和补充。本标准基本保留原以渗碳层深度要求的技术指标,补充了以硬化层要求的技术指标;规定了有体积稳定性要求时的表面硬度值范围和活塞销倒角控制等规定。本标准从生效之日起,同时代替JB/T8118—95。本标准由全国内燃机标准化技术委员会提出。本标准由机械工业部上海内燃机研究所归口。本标准起草单位:机械工业部上海内燃机研究所、浙江萧山活塞销厂、上海乾通汽车附件有限公司、信阳内燃机配件厂、西安汽车配件厂。本标准主要起草人:邱宁生、曹以侠、马家铣、金张甫、张可范。JB/T8118-199711范围本标准规定了内燃机活塞销的各部位名称,技术要求,检验方法,验收规则及标志、包装、运输和贮存。本标准适用于气缸直径小于或等于200mm的往复式内燃机活塞销。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准昀新版本的可能性。GB/T230—91金属洛氏硬度试验方法GB699—88优质碳素结构钢技术条件GB/T1184—1996形状和位置公差未注公差值GB1958—80形状和位置公差检测规定GB2828—87逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB3077—88合金结构钢技术条件GB4340—84金属维氏硬度试验方法GB9450—88钢件渗碳淬火有效硬化层深度的测定和校核GB9451—88钢件薄表面总硬化层深度或有效硬化层深度的测定NJ326—84内燃机活塞销金相检验标准NJ327—84内燃机活塞销磁粉探伤技术条件3活塞销各部位名称活塞销各部位名称见图1。图1活塞销机械工业部1997-06-20批准中华人民共和国机械行业标准内燃机活塞销技术条件JB/T8118-1997代替JB/T8118—951998-01-01实施JB/T8118-19972(a)圆角(b)倒角(昀大值为45°)图2外角形状4技术要求4.1活塞销产品应按经规定程序批准的产品图样及技术文件制造,并符合本标准规定。4.2材料材料应采用GB699所规定的20钢或采用GB3077所规定的15Cr、20Cr、20Mn2钢。允许采用物理、机械性能不低于上述材料的其他合金结构钢。4.3表面渗碳4.3.1渗碳活塞销内孔表面脱碳应符合NJ326的规定。4.3.2以渗碳层深度要求的活塞销渗碳层深度应为过共析层加共析层再加1/2过渡层。活塞销的外圆表面、内孔表面渗碳层深度应符合表1规定。表1活塞销壁厚mm外圆表面渗碳层深度mm内孔表面渗碳层深度mm内外圆表面渗碳层深度之和占壁厚的比例%1.5~3≥0.25≤40>3~4≥0.30≥0.05>4~6≥0.40≥0.10≤35>6~80.50~1.20>8~100.60~1.20≤33>100.80~1.70≥0.40—注:内孔表面不渗碳时,外圆表面渗碳层深度由产品图样规定。4.3.3以硬化层深度要求的活塞销硬化层深度系指活塞销外圆表面到内部规定硬度值处的垂直距离。对优质碳素结构钢,界限硬度值为550HV;对合金结构钢,界限硬度值为500HV。硬化层深度应符合表2规定。4.4硬度4.4.1渗碳活塞销外圆表面硬度应为58~64HRC,有体积稳定性要求时,其外圆表面硬度为56~64HRC。同一活塞销上的硬度差应小于或等于3个单位。4.4.2活塞销心部硬度应符合表3规定。JB/T8118-19973表2活塞销壁厚mm外圆表面硬化层深度mm内孔表面硬化层深度mm内外圆表面硬化层深度之和占壁厚的比例%1.5~3≥0.25≤40>3~5≥0.30≥0.10>5~100.60~1.500.60~1.70≤35>10~200.80~1.700.80~1.90>201.0~2.0—表3心部硬度HRC活塞销壁厚mm20钢15Cr、20Cr20Mn21.5~10≤3824~46>10~18—20~4024~48注:采用其他合金结构钢制造的活塞销,其心部硬度可按产品图样规定。4.5金相组织活塞销金相组织应符合NJ326的规定,NJ326规定之外的其他合金结构钢制造的活塞销,其金相组织可按产品图样规定。4.6表面粗糙度4.6.1活塞销外圆表面粗糙度外径小于或等于50mm的活塞销,Ra为0.16μm;外径大于50mm的活塞销,Ra为0.25μm。4.6.2活塞销端面表面粗糙度端面车削的活塞销,Ra为6.3μm;端面磨削的活塞销,Ra为3.2μm。4.6.3活塞销内孔表面粗糙度值应符合表4规定。表4μm加工工艺或内孔直径挤压孔镗削孔挤压活塞销中间台阶或内孔直径小于或等于10mm的小孔内孔表面粗糙度Ra6.312.5254.7尺寸公差4.7.1活塞销长度公差外径小于或等于30mm的活塞销应不低于IT11级;外径大于30mm的活塞销应不低于IT12级。4.7.2活塞销外径公差活塞销外径公差应不低于IT4级;如用户有特殊要求可按产品图样规定。活塞销外圆直径允许向两端逐渐减小,但减小区域的轴向长度和外径的减小量应符合表5规定。4.7.3活塞销内径公差活塞销内径公差应不低于IT14级。JB/T8118-19974表5mm活塞销外径轴向长度昀大值x外径减小量昀大值y≤500.12×外径0.002>500.08×外径0.0034.7.4活塞销倒角4.7.4.1活塞销外圆倒角活塞销外圆倒角见图2,并符合表6规定。表6mm活塞销外径外圆倒角或圆弧半径≤350.2~0.6>35~500.4~0.8>500.5~1.04.7.4.2活塞销内孔倒角活塞销内孔两端应有倒角,见图1,并应符合表7规定。表7mm活塞销壁厚≤5>5~12>12内倒角e昀大1.01.53.04.8形状和位置公差4.8.1活塞销内孔对外圆同轴度活塞销内孔对外圆同轴度应不低于表8规定。表8mm活塞销壁厚1.5~3>3~6>6~18同轴度φ0.300.400.504.8.2活塞销外圆的圆度和圆柱度活塞销外圆的圆度和圆柱度应不低于GB1184中“圆度、圆柱度公差等级”的5级。4.8.3活塞销端面对外圆轴线的垂直度活塞销外径小于或等于75mm时,应小于或等于0.1mm;活塞销外径大于75mm时,应小于或等于0.15mm。4.9活塞销应经探伤检查,并符合NJ327的规定。4.10限制体积变化的活塞销,外径小于或等于50mm的外径增量应小于或等于0.006mm;外径大于50mm的外径增量应小于或等于0.010mm。4.11修理用活塞销的外径加大尺寸为:0.04,0.08,0.12mm三种。4.12活塞销的寿命应不低于主机的大修期。在保用期内,确因制造厂的制造质量而发生损坏或不能正常使用时,制造厂应无偿给予更换。4.13外观质量JB/T8118-199754.13.1活塞销外圆倒角与活塞销外圆圆柱面之间应光滑过渡,不允许存在任何在装配时可能导致擦伤或划伤活塞销孔的锐边或台阶。4.13.2活塞销所有表面不得有裂纹、锈蚀、烧伤,并应去除尖角、毛刺和氧化皮。4.13.3活塞销外圆表面不得有麻点、黑斑、刻痕以及超过下列规定的磨削缺陷和碰撞痕迹。4.13.3.1磨削缺陷外圆表面与外倒角相邻区域的磨平缺陷,昀大长度为2mm,昀大宽度为1mm,仅限一处。4.13.3.2碰撞痕迹外圆表面与外倒角处的碰撞痕迹昀大长度为2mm,昀大深度为0.01mm,仅限二处。4.13.4活塞销端面允许有昀大长度为壁厚的1/4,昀大深度为0.2mm的碰撞痕迹,仅限一处。5检验方法5.1渗碳层深度、内孔表面脱碳及金相组织的检验按NJ326的规定。5.2表面硬化层深度的检验按GB9450或GB9451的测量方法进行。测定硬度采用的试验力为9.807N(1kgf),也可按GB9450或GB9451的规定进行测量。5.3硬度的检验5.3.1外圆表面硬度的检验5.3.1.1外圆表面硬度的测量点应不少于三点,测量点在外圆表面应均匀分布。5.3.1.2当外圆表面渗碳层深度小于或等于0.6mm时,按GB4340测量其表面硬度,也允许采用其他方法测量。5.3.2心部硬度的检验5.3.2.1心部硬度的测量面应距端面10~15mm,并与端面平行。5.3.2.2心部硬度在不受渗碳影响区域的中间位置进行测量,测量点应不少于三点。5.3.2.3当对测量点的硬度测量值有异议时,可在该点附近加测两点进行复验。以该三点硬度的算术平均值作为复验后的硬度值。5.4表面粗糙度的检验5.4.1外圆表面粗糙度采用轮廓仪进行检验。5.4.2其他表面粗糙度采用比较法进行检验。5.5尺寸的检验5.5.1活塞销外径的检验5.5.1.1活塞销外径的检验应在三个横截面上进行,每个横截面应在两个相互垂直的方向测量,测量点应沿轴向均匀分布,以测量值中的昀大值作为外径的检验结果。5.5.1.2外径向两端减小的活塞销,减小区域的轴向长度和外径的昀大减小量应采用投影仪进行检验。5.5.2外圆倒角的检验外圆倒角为圆弧倒角的活塞销,倒角半径应采用投影仪进行检验。5.5.3长度的检验长度的检验用垂直于外圆轴线的两个平面测量,测量平面应能复盖活塞销的端面;或将活塞销放在垂直于平板的V形块内,用百分表测量。5.5.4内孔直径的检验应在任意横截面处两个相互垂直的方向上测量,见图3。5.6形状和位置公差的检验5.6.1同轴度的检验JB/T8118-19976同轴度值以壁厚差的昀大值为测量值,在任意同一横截面处检验,见图3。图3测量内径和同轴度5.6.2端面对外圆的垂直度检验测量活塞销端面对外圆的垂直度,将活塞销定位于V形块中,销的一端紧贴在V形块一侧的平板上。当活塞销转动时,用百分表测量,测量装置见图4。图4测量端面对外圆的垂直度5.6.3外圆圆度和圆柱度的检验活塞销外圆圆度和圆柱度的测量应在圆度仪和圆柱度仪上进行,圆柱度的轴向测量单位为12.5mm,见图5,或按GB1958其他方法进行。K—圆度公差(a)圆柱度(b)圆度图5圆度和圆柱度的测量5.7活塞销探伤活塞销探伤按NJ327的规定。5.8体积稳定性检验JB/T8118-19977对限制体积变化的活塞销,其体积稳定性测量按以下规定进行:按5.5.1测量活塞销外径后,将活塞销加热至(220±5)℃,保温4h,随后冷却到测量前次外径的温度,再按5.5.1测量;加热时要防止氧化及可能引起的其他外观损伤。5.9活塞销外观质量活塞销外观质量以目测检查。6验收规则6.1活塞销应经制造厂技术检验部门检验合格后才能出厂。6.2验收产品质量时,抽样方案应符合GB2828的有关规定。活塞销产品合格质量水平AQL值由供需双方商定。7标志、包装、运输、贮存7.1每个活塞销上应按产品图样的规定应有制造厂的专用标志。标志在活塞销的整个使用期内应保持完整。7.2活塞销在包装前应清洗和油封,并用结实不透水的中性纸包好,再装入包装盒内。每盒应装入同一机型、同一尺寸组的活塞销。7.3包装盒上应标明:a)制造厂名称、地址及商标;b)产品名称及机型;c)尺寸分组代号或加大尺寸代号;d)数量;e)包装日期。7.4每个包装盒内应附有经制造厂技术检验员签章的产品质量合格证。7.5用包装盒装好的活塞销应装入衬有防水纸的干燥包装箱内,并保证在正常的运输过程中不致损坏活塞销。包装箱总重量不得超过50kg。7.6包装箱外部应标明:a)制造厂名称及地址;b)产品名称、机型及尺寸代号;c)毛重量及数量;d)收货单位及地址;e)“小心轻放”、“防潮”、“防压”等标志;f)装箱日期。7.7如订货单位同意,也可采用简易包装方法。7.8活塞销应存放在通风、干燥的仓库内。在正常保管情况下,自出厂之日起,制造厂应保证产品
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码








 我叫李小明
我叫李小明
本文标题:JBT 8118-1997 内燃机活塞销 技术条件
链接地址:https://www.777doc.com/doc-7609113 .html