您好,欢迎访问三七文档
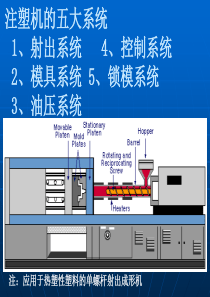
东莞培训网精益生产同步化精益生产方式的核心思想之一,就是要尽量使工序间的在制品数量接近于零,也就是强调生产同步化。一.个别效率与整体效率二.“一个流”生产生产同步化的目的是尽量使工序间在制[品数量接近于零。1.什么是“一个流”生产是指将作业场地、人员、设备(作业)合理配置,使产品在生产时,每个工序最多只有一个在制品或成品,从生产开始到完成之前,没有在制品防置场地及入箱包装的作业。水平布置垂直布置“U”形布置2.“一个流”生产的8大要点⑴单件流动·避免以批量为单位进行加工;·应逐个完成零部件在相关工序上的加工。⑵按加工顺序排列设备·放弃按类型的设备布局,按工序排列设备;·避免“孤岛”设备,尽可能使设备的布置流水线化(Inline)。⑶按节拍进行生产·生产并不是越快越好;·过快会导致“库存浪费”;·按客户的需求,适时、适量、适物;东莞培训网·必须按事先计算的节拍进行生产;·在制品就像河中的小船,没有阻碍地、非常平稳地顺水流动。浊流的生产现象全体效率个别效率⑷站立式走动作业·实施站立式作业是实现“一个流”的基础。走动作业⑸培养多能工·将设备连起来,但一人只操作一台设备的方式也是“一个流”生产。不过这样无法实现“少人化”,因为每台设备总要有人操作;·培养多能工,即一人能操作多台设备(或多个工序),才能按生产量的变化随时进行人员增减。⑹使用小型、便宜的设备·大型设备对流水线化是致命的;·高速的通用设备也是不合适的;·在不影响的前提下,越便宜越好。多种少量复数流水线(多条短小的生产线)机器设备的需求,也应改变成小型化,速度不快,但品质很稳定,故障率也低,才是较好的机器设备。⑺“U”形布置·按加工顺序排列设备·直线布置不好,因为加工完成返回起点时存在“步行的浪费”;·应按“U”形或“O”形排列。东莞培训网“IO一致”的原则:将生产的投入点(Input)与完成品的取出点(Output)的位置尽可能靠近才好。为了达到“IO一致”的原则,生产线的布置就排成像英文字母的U字形,所以称之为U形生产线。⑻作业标准化·进行作业标准化·定期检查要能做到多能工化,就必须先力求将机械标准化,以便任何一位作业员都有能力操作机械。作业方法也需彻底地标准化,消除特殊作业及例外作业,将多能工化作为工厂的首要目标,一致推行。专用设备,设定专人,最大限度地利用此设备作业。针对某工序存在的问题,开发一些小型简易的辅助设备,提高生产效率。三.缩短作业切换时间作业切换时间:前一品种加工结束到下一种加工出良品的这段时间。1.作业切换时间的形态类型1:模具、刀具、工装夹具的切换类型2:基准变更的切换类型3:组装生产之零部件、材料的切换类型4:制造前的一般准备作业2.作业切换时间的构成分析⑴内部时间必须停机才能进行的作业切换时间,及为保证品质所进行的调整、检查等所需时间。⑵外部时间即使不停机也可进行的作业切换时间,如模具、工夹具的准备、东莞培训网整理的时间。如此一来,减少内部时间就能减少设备或流水线的停止3.缩短作业切换时间⑴迈向快速按的三个阶段阶段1:传统切换数十分钟~一整天阶段2:个位分钟10分钟以内阶段3:瞬间切换1分钟以内⑵缩短切换时间应考虑的课题①明确问题发生的原因·作业方法上的问题(作业顺序、方法、作业者技能);·工装夹具上的问题(工装夹具的形状、机构、精度);·设备精度上的问题(必须维持的精度、精度与调整的关系);·技术上的问题(技术上有必要进行改善的地方);·作业管理上的问题(如何评价)②作业标准化作业切换时间外部切换时间内部切换时间东莞培训网·有标准,但没有彻底执行;·没有标准化③研讨调整方法与实现“一弹良品”所谓“一弹良品”,是指无须试做,切换作业后生产出来的就是良品。⑶缩短切换时间的步骤步骤1:对切换作业进行分析·切换作业时,做了些什么操作;·什么操作花费时间。在进行记录与分析时,注意以下问题:·每次进行切换作业,所花时间都有不少差异。·切换作业的方法或顺序是否因人而异、因心情而异。·是否有较多的卸螺帽、拧螺栓的作业。·这项调整工作是否只有1个人(极个别人)能做。应该事先准备或确认的工作是什么?·必要的工装夹具;·计测器、模具的放置场所;·必要的零部件总类、数量等等。按照“三不”原则进行确认:·不寻找(物品、工具、零件)·不移动(设定放置台、放置场所,不需二次移动);·不乱用(不使用标准以外的工具)。步骤2:讨论外部与内部作业东莞培训网①明确作业名及顺序·设定外部作业名及顺序·设定内部作业名及顺序②研讨作业的有效性·某些作业排除的可能性③研讨作业方法的有效性·现作业方法是否适当·是否变动因素较少·作业上有无困难·改善的要点是什么·作业方法是否统一·作业要点是什么④研讨作业顺序·现作业顺序是否良好·顺序变换的必要性·实施并行作业的状况如何⑤研讨作业分担·作业范围的分担·人员的配备步骤3:内部时间变为外部时间·猛一看是内部作业的部分,也许可以转化为外部作业·仔细观察所有内部作业,尽可能地转化为外部作业。东莞培训网①成套安装②工装夹具、计测器共通化与瞬间切换③排除调整④使用特种工装步骤4:缩短内部时间·是否还有紧固螺丝的作业·是否只需拧一圈即可·能否采用不用螺丝的插入方法·能否废除调试作业·能否将前后工序改为并行作业①固定方法②并行作业③最适人数的设置与作业分担·一个作业几个人做其效率最高·作业的分担及组合如何设定·设定最适人数与作业分担步骤5:缩短外部时间·彻底实行5S,尤其是整理、整顿;·专用工具车、台车;·必要时设定切换专用工具。⑷缩短切换时间的法则法则一:平行作业东莞培训网法则二:手动,脚勿动法则三:使用专用的工装具法则四:与螺丝“不共戴天”不共戴天之仇,必去之而后快。法则五:不要取下螺栓、螺丝法则六:基准不要变动:调整也是一种浪费,不是必要动作。·内部作业转外部作业·不要拆卸整个模具·模具的高度标准化·使用样板·取消刻度式或仪表式的读取数值方式法则七:做好事前准备·标准化·设置换模专用台车法则八:能简则简四.制定生产节拍(又称线速)生产节拍=一天正常生产时间/一天所需生产数量只生产必要的产品及数量精益生产强调生产能力适应生产量的要求,因此,按生产需要某些设备出现停顿是允许的。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 gocn
gocn
本文标题:精益生产同步化
链接地址:https://www.777doc.com/doc-7634281 .html