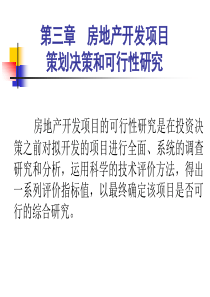
您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > JB-T 9168.2-1998 切削加工通用工艺守则 车削
ICS25.020J38JB/T9168.2-1998切削加工通用工艺守则车削Commonprocessinstructionsforcutting—Processinstructionsforturning1998-11-16发布1998-12-01实施国家机械工业局发布()I前言本标准是对JB/Z307.2—88《切削加工通用工艺守则车削》的修订,修订时只作了编辑性修改,主要技术内容未改变。本标准自实施之日起,同时代替JB/Z307.2—88。本标准由机械科学研究院提出并归口。本标准主要负责起草单位:机械科学研究院。本标准主要起草人:马贤智、李勤、胡惠卿、石俊伟、桑永全。JB/T9168.2-1998()11范围本标准规定了车削加工应遵守的基本规则,适用于各企业的车削加工。车削加工还应遵守JB/T9168.1的规定。2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。JB/T9168.1—1998切削加工通用工艺守则总则3车刀的装夹3.1车刀刀杆伸出刀架不宜太长,一般长度不应超过刀杆高度的1.5倍(车孔、槽等除外)。3.2车刀刀杆中心线应与走刀方向垂直或平行。3.3刀尖高度的调整3.3.1在下列情况下,刀尖一般应与工件中心线等高:a)车端面;b)车圆锥面;c)车螺纹;d)成形车削;e)切断实心工件。3.3.2在下列情况下,刀尖一般应比工件中心线稍高或等高:a)粗车一般外圆;b)精车孔。3.3.3在下列情况下,刀尖一般应比工件中心线稍低:a)粗车孔;b)切断空心工件。3.4螺纹车刀刀尖角的平分线应与工件中心线垂直。3.5装夹车刀时,刀杆下面的垫片要少而平,压紧车刀的螺钉要拧紧。4工件的装夹4.1用三爪卡盘装夹工件进行粗车或精车时,若工件直径小于或等于30mm,其悬伸长度应不大于直国家机械工业局1998-11-16批准中华人民共和国机械行业标准切削加工通用工艺守则车削Commonprocessinstructionsforcutting—ProcessinstructionsforturningJB/T9168.2-1998代替JB/Z307.2—881998-12-01实施JB/T9168.2-19982径5倍;若工件直径大于30mm,其悬伸长度应不大于直径3倍。4.2用四爪卡盘、花盘、角铁(弯板)等装夹不规则偏重工件时,必须加配重。4.3在顶尖间加工轴类工件时,车削前要调整尾座顶尖中心与车床主轴中心线重合。4.4在两顶尖间加工细长轴时,应使用跟刀架或中心架。在加工过程中要注意调整顶尖的顶紧力,死顶尖和中心架应注意润滑。4.5使用尾座时,套筒尽量伸出短些,以减小振动。4.6在立车上装夹支承面小、高度高的工件时,应使用加高的卡爪,并在适当的部位加拉杆或压板压紧工件。4.7车削轮类、套类铸锻件时,应按不加工的表面找正,以保证加工后工件壁厚均匀。5车削加工5.1车削台阶轴时,为了保证车削时的刚性,一般应先车直径较大的部分,后车直径较小的部分。5.2在轴类工件上切槽时,应在精车之前进行,以防止工件变形。5.3精车带螺纹的轴时,一般应在螺纹加工之后再精车无螺纹部分。5.4钻孔前应将工件端面车平,必要时应先打中心孔。5.5钻深孔时,一般先钻导向孔。5.6车削φ10~φ20mm的孔时,刀杆的直径应为被加工孔径的0.6~0.7倍;加工直径大于φ20mm的孔时,一般应采用装夹刀头的刀杆。5.7车削多头螺纹或多头蜗杆时,调整好挂轮后要进行试切。5.8使用自动车床时,要按机床调整卡片进行刀具与工件相对位置的调整,调好后要进行试车削,首件合格后方可加工;加工过程中要随时注意刀具的磨损及工件尺寸与表面粗糙度。5.9在立车上车削时,当刀架调整好后不得随意移动横梁。5.10当工件的有关表面有位置公差要求时,尽量在一次装夹中完成车削。5.11车削圆柱齿轮齿坯时,孔与基准端面必须在一次装夹中加工。必要时应在该端面的齿轮分度圆附近车出标记线。JB/T9168.2-1998中华人民共和国机械行业标准切削加工通用工艺守则车削JB/T9168.2-1998*机械工业部机械标准化研究所出版发行机械工业部机械标准化研究所印刷(北京首体南路2号邮编100044)*开本880×12301/16印张X/X字数6,0001998年12月第一版1998年12月第一次印刷印数00,001-500工本费XXX.XX元编号98-201机械工业标准服务网:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 bbmouse
bbmouse
本文标题:JB-T 9168.2-1998 切削加工通用工艺守则 车削
链接地址:https://www.777doc.com/doc-7789119 .html