您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 经营企划 > 弧线卷板机机理的分析与探讨
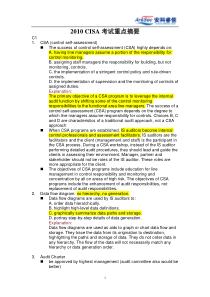
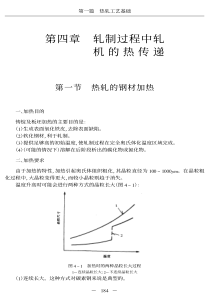
论文导读:弧线卷板机为上辊固定旋转。弧线卷板机,弧线卷板机机理的分析与探讨。关键词:弧线卷板机,机理卷板机属于锻压机械八大类产品中的弯曲校正机类。毕业论文,弧线卷板机。卷板机是根据三点成圆原理,利用工作辊相对位置变化和旋转运动,使板材产生连续弹塑性弯曲而获得预定形状及成形的设备。它以轴线相互平行的工作辊为主要工作零件,通过机械、液压等能量转化为运动动能使工作辊实现位置变化和旋转运动,从而非常方便地将各种板料弯卷成母线为直线的单曲率或多曲率的弧形或筒形件。弧线卷板机为上辊固定旋转,下辊垂直升降,两侧辊作倾斜升降运动。一般上辊为主驱动或上、下辊为主驱动,通过改变辊子的形状或增加卷锥装置等,限制材料的流动、改变同一工件不同部位的运动速度,还可卷制母线为斜线、弧线以及直线、斜线、弧线组合的单曲率或多曲率的弧形或简形件,如椭圆形、方形以及不对称形等。因此,卷板机广泛用于锅炉、造船、石油、化工、水工、金属结构及其他加工制造行业。1.卷板机的类型及功能特点近年来,卷板机的发展在我国已形成相当规模,其制造水平也在不断提高,对提高装备制造业水平,促进我国工业化进程产生了深远的影响。1.1卷板机主要型式卷板机按辊数可分为两辊、三辊、四辊及多辊;按辊子布置方式可分为对称式和非对称式;按辊子轴线位置可分为卧式和立式;按辊子调整方式可分为上调式和下调式;按主驱动方式分为机械和液压;按辊子的传动方式分为上传动(上辊主动、其余辊从动)、下传动(下辊主动、其余辊从动)、全传动(工作辊全为主驱动);按上辊有无倾倒轴承体可分为开式和闭式(船用型);按功能可分为普通型和多用型;按卷制方法可分为冷卷、热卷、温卷;按控制方式可分为强电控制、NC控制、CNC控制。1.2弧线卷板机的功能特点1.2.1具有对称功能弧线卷板机上辊固定旋转,两个下辊分别绕固定中心弧线升降。通过操作台方便地调节两个下辊,使三个工作辊成“品”字型,即构成对称三辊卷板机型式,具有对称功能。1.2.2一次上料无需调头完成板料两端预弯和卷圆成形弧线卷板机的两个下辊可以单独弧线升降。操作时将一个下辊升至夹紧板料,另一个下辊处于下部起托扶作用,即构成非对称式卷板机,实现板料一端的预弯。毕业论文,弧线卷板机。将预弯板料成形的一侧下辊降,另一侧的下辊升,就构成了预弯板料另一端的非对称式卷板机。因此,弧线卷板机是两台非对称式卷板机的组合,具有一次上料无需调头完成板料两端预弯和卷圆成形的功能。1.2.3具有板料对中功能普通卷板机的板料对中,有的靠操作者的经验掌握,工作效率低,容易出废品。在弧线卷板机的一侧,装有液压操纵的翻转对中机构,对中板料时立起,对中后放平,准确实现板料的母线与工作辊轴线平行,避免板料产生扭斜。1.2.4卷板范围广泛普通卷板机两个下辊为主动辊,上辊为被动辊,卷薄板和小筒径工件时容易打滑。一般,卷板厚度不能小于参数规定最大卷板厚度的1/3;最小卷筒直径为上辊直径的2.5倍。而弧线卷板机的上辊和两个下辊均为主驱动辊,即三辊全驱动。允许卷制最小厚度为参数规定最大卷板厚度的1/5的板料,最小卷筒直径可以达到上辊直径的1.25倍。毕业论文,弧线卷板机。还可以配备内托架和外托架,以满足薄板大筒径工件的卷制。2.弧线卷板机机理分析2.1端部已预弯的钢板的卷筒方法(1)首先调整上辊平衡机构,使上辊处于水平位置,并将两下辊升至一定高度。(2)将板料送进上、下工作辊之间,然后将板料对中机构立起,操作板料靠紧对料板后,再将板料对中机构放平,使板料两端平行于工作辊轴线。(3)分别升两下辊同样高度,夹紧板料,并注意板料放置是否妥善,否则应进行调整。(4)当确认板料放置正确后,继续将两下辊分别交替上升顶压板料,升压量由卷筒直径和操作熟练程度而定。(5)工作辊作正反两个方向旋转,使板料产生弯曲变形。(6)根据卷筒直径的大小,反复进行上述第4、5道工序,直至符合要求为止。(7)分别交替降两下辊至下限位置。(8)倾倒侧液压缸回程,倒头体倾倒,卸下工件。(9)倒头体复位,两下辊分别交替上升,完成整个卷板过程。经过端部预弯的板料在弧线卷板机上卷弯成圆筒形工件的过程如图1所示。图1.端部预弯板料的卷筒过程2.2一次上料预弯钢板料端部并卷圆(1)首先按卷筒方法中的第1、2道工序,将上辊调平,使板料对中。(2)升一侧下辊,升至与上辊夹紧板料。另一侧下辊起托扶作用,此时三个工作辊成为非对称布置形式。(3)工作辊作正反两个方向旋转,使板料产生弯曲变形,然后用样板检查。为了使板料端部得到较好的预弯,应尽可能使上辊和下辊夹住板料的边缘。也可适当将板料预弯端的下辊上升,增大升压量,直至板料一端达到要求的弯曲半径。(4)改变下辊的位置,用同样的方法预弯板料另一端。步骤是:将板料已预弯成形侧的下辊降,将准备预弯板料侧的下辊升,交替进行,并保证两下辊升降量一致,以防板料脱落。毕业论文,弧线卷板机。然后将工作辊作正反两个方向旋转,直至完成另一端的预弯。(5)用交替升降两下辊的方法,将两下辊调到与上辊成对称的位置。毕业论文,弧线卷板机。(6)按2.1卷筒方法中的第4-9道工序进行操作,完成整个卷弯过程。毕业论文,弧线卷板机。一次上料预弯板料端部并卷弯成圆筒形工件的过程如图2所示。图2.一次上料预弯板料端部并卷圆的过程3.结论(1)实际卷制钢板时,由于上辊下压量的计算不准确和材料特性参数有变化等原因,不论如何筒体都是多次卷制才能达到成品尺寸,所以本方法不会降低加工效率。由于不需要单独弯卷直边,加工效率反而会得到提高。同时,由于不需要使用模板或拖板等,成本也得到降低。(2)该方法不需要使用辅助设备或工具,所以简单易行,容易普及。由于该方法有着优越的特点,所以已在部分企业中得到应用。参考文献[1]徐刚,鲁洁.从CIMT07看锻压机床的现状与发展[J]锻压装备与制造技术,2007,2.[2]李强,高耀东,尚珂.对称式三辊卷板机的受力及驱动功率计算分析[J]锻压技术,2007,4.版权所有禁止转载谢谢!论文检测
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 minihmc
minihmc
本文标题:弧线卷板机机理的分析与探讨
链接地址:https://www.777doc.com/doc-7871459 .html