您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > DB13T 2271-2015 铝箔、铝板冷轧制用润滑基础油
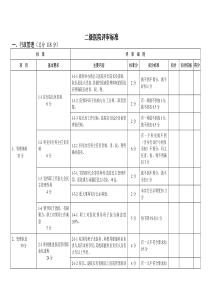
ICS75.100E34DB13河北省地方标准DB13/T2271—2015铝箔、铝板冷轧制用润滑基础油2015-11-06发布2016-01-01实施河北省质量技术监督局发布DB13/T2271—2015I前言本标准按照GB/T1.1-2009给出的规则起草。本标准由沧州市质量技术监督局提出。本标准主要起草单位:沧州市产品质量监督检验所、沧州华海炼油化工有限责任公司。本标准主要起草人:李利元、周法东、曹士宏、韩国良、张军、王坤朋、方国明、闫静、王岩石、贾金星、张复利、田茂兵、韩焕然。DB13/T2271—20151铝箔、铝板冷轧制用润滑基础油1范围本标准规定了铝箔、铝板冷轧制用润滑基础油的分类、技术要求和试验方法、检验规则、包装、标志、运输、贮存、安全和环保。本标准适用于以石油直馏馏分经高压加氢精制后,经分馏切割制得的铝箔、铝板冷轧制用润滑基础油。2规范性引用文件下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T255石油产品馏程测定法GB/T259石油产品水溶性酸及碱测定法GB/T260石油产品水分测定法GB/T261闪点的测定宾斯基-马丁闭口杯法GB/T262石油产品和烃类溶剂苯胺点和混合苯胺点测定法GB/T264石油产品酸值测定法GB/T265石油产品运动粘度测定法和动力粘度计算法GB/T511石油和石油产品及添加剂机械杂质测定法GB/T1884石油和液体石油产品密度测定法(密度计法)GB/T1885石油计量表GB/T3555石油产品赛波特颜色测定法(赛波特比色计法)GB/T4756石油液体手工取样法GB/T5096石油产品铜片腐蚀试验法GB13690化学品分类和危险性公示通则GB30000.7化学品分类和标签规范第7部分:易燃液体SH0164石油产品包装、贮运及交货验收规则SH/T0234轻质石油产品碘值和不饱和烃含量测定法(碘-乙醇法)SH/T0253轻质石油产品中总硫含量测定法(电量法)SH/T0409液体石蜡中芳烃含量测定法(紫外分光光度法)3产品分类产品按40℃运动粘度及适用的轧制要求,分为三个类别十个牌号:——CH-6-1适用于铝箔中轧及精轧,分为D60、D70、D80、D85四个牌号。——CH-6-2适用于铝板(带)粗轧,分为D90、D95、D100、D105四个牌号。——CH-6-3适用于小型轧机铝板(带)粗轧,分为D110、D115二个牌号。DB13/T2271—201524技术要求和试验方法技术要求和试验方法应符合表1的规定。表1产品的技术要求和试验方法5检验规则5.1采样按GB/T4756进行,取2L样品分别用作检验和留样。5.2交货验收按SH0164的规定执行。项目要求试验方法CH-6-1CH-6-2CH-6-3D60D70D80D85D90D95D100D105D110D115外观试样注入100ml玻璃量筒中,于自然光下目视观察,应为无色透明液体目测馏程初馏点/℃≥185185205210215225230235240250GB/T255干点/℃≤240230245245255255265270285285全馏出(体积分数)/%≥989898989898闪点(闭口)/℃≥617080859095100105105GB/T261运动粘度(40℃)/(mm2/s)1.30~1.651.40~1.901.50~2.001.75~2.302.00~2.602.30~3.20GB/T265酸值/(mgKOH/g)≤0.020.020.030.030.030.03GB/T264碘值/(gI/100g)≤0.20.20.30.30.30.3SH/T0234芳烃含量(质量分数)/%≤0.50.50.50.50.50.5SH/T0409硫含量/mg/㎏≤222222SH/T0253水溶性酸碱无无无无无无GB/T259机械杂质无无无无无无GB/T511水分(体积分数)/%≤痕迹痕迹痕迹痕迹痕迹痕迹GB/T260赛波特比色/色号≥252525252525GB/T3555铜片腐蚀(50℃,3h)/级≤111111GB/T5096密度(20℃)/(㎏/m3)报告报告报告报告报告报告GB/T1884GB/T1885苯胺点/℃--------------------实测GB/T262退火性能试验合格合格合格合格合格----见附录ADB13/T2271—201535.3检验5.3.1出厂检验外观、馏程、闪点、运动粘度、芳烃含量、硫含量、水溶性酸碱、机械杂质、水分、赛波特比色、铜片腐蚀、密度为出厂检验项目。5.3.2周期检验退火性能试验、酸值、碘值、苯胺点为周期检验项目,每年抽查两批次产品。5.3.3型式检验表1所列全部项目为型式检验项目,有下列情况之一时,应进行型式检验:a)材料、工艺有较大改变时;b)产品长期停产后,恢复生产时;c)出厂检验结果与上次型式检验结果有较大差异时;d)国家质量监督机构或用户提出型式检验要求时。6包装、标志、运输、贮存按SH0164的规定执行。7安全和环保7.1伤害的鉴别未发现。7.2急救措施7.2.1一般建议:脱掉被该产品污染的衣服。7.2.2皮肤接触:用肥皂或洗衣粉清洗。7.2.3眼睛接触:如误入眼中,立即用大量净水冲洗。7.2.4吸入:吸入其蒸汽没有危险。7.2.5咽下:由医生决定是否需催吐。7.3灭火措施如发生着火,可用干粉灭火器,砂,蒸汽扑灭,不可喷水。7.4偶然事故的解救措施7.4.1人员的预防措施:无需特别保护。7.4.2环境的预防措施:严禁产品排入下水道内。7.4.3消除方法:使用泡沫塑料吸收,经挤压排入盛器中。DB13/T2271—201547.5搬运和储存7.5.1搬运:按SH0164的规定执行。7.5.2储存:将容器严格密封,储存于远离火源及热源处。7.6暴露控制和人员保护7.6.1呼吸防护:通常不需戴个人呼吸保护用具。7.6.2眼睛防护:佩戴安全护目镜。7.6.3皮肤防护:穿防毒物渗透工作服。7.6.4手的防护:佩戴防护手套。7.6.5卫生措施:依据有效的工业卫生和安全规程进行操作。7.7稳定性和反应活性7.7.1应避免的条件:在正常工况下使用稳定。7.7.2分解产物:无。7.8废弃处置方法刷洗容器的污染物料经沉降后可以分离蒸馏回收,下层沉降污物可以焚烧。7.2运输注意事项该货物不属有毒危险品,根据GB13690,闪点低于93℃的产品为易燃液体,产品的标志、包装、运输和贮存应按SH0164、GB13690和GB190进行,其危险性警示按GB30000.7的规定执行。DB13/T2271—20155AA附录A(规范性附录)退火性能试验A.1范围本方法适用于铝箔、铝板冷轧制用润滑基础油的退火性能试验。A.2方法概要于一定直径的两个铝片之间加入一定量的试验用油,铝片置于带盖铝盒中,于345℃±5℃(或其他指定温度)的高温炉内加热60min,取出冷却后检查两铝片内表面颜色变化,并进行评级。A.3仪器、材料及试剂A.3.1仪器、材料A.3.1.1带盖铝盒:内径φ74mm,高14mm,三孔铝盖,孔直径φ1mm,孔中心与盖边距离2cm,三孔中心连线互成120度角。A.3.1.2铝片:厚度(0.2mm~0.5mm,直径50mm,平整洁净,边缘无毛刺。A.3.1.3高温炉:能恒温于345℃±5℃(或其他指定温度)范围。A.3.1.4干燥器。A.3.1.50.2ml刻度移液管。A.3.2试剂A.3.2.1硝酸:化学纯,配成1:1的水溶液。A.3.2.2无水乙醇:分析纯。A.4铝盒及铝片的准备A.4.1铝盒的准备新铝盒应首先在500℃高温炉中加热处理60min,取出、冷却后放入90℃的硝酸溶液中酸洗15min。取出铝盒用自来水、蒸馏水、无水乙醇依次清洗,然后放入烘箱中于110℃下干燥10min。已使用过的铝盒不必进行热处理,直接酸洗、清洗、干燥。干燥后的铝盒放于干燥器中待用。A.4.2铝片的准备放入90℃的硝酸溶液中酸洗15min,取出铝片用自来水、蒸馏水、无水乙醇依次清洗,然后放入烘箱中于110℃下干燥10min放于干燥器中待用。DB13/T2271—20156A.5试验步骤A.5.1条件A.5.1.1恒温温度:345℃±5℃(或其他指定温度)。A.5.1.2恒温时间:60min。A.5.1.3油样品:0.15ml。A.5.2步骤取两片处理好的铝片,用0.2ml移液管量取0.15ml油样品,自然滴在其中一片铝片上,而后将另一片覆盖其上方并轻微捻动,使油样品均匀铺展于两铝片内表面,而后将铝片放入铝盒中并盖严上盖。依次重复三次,三个铝盒为一个试验组。待高温炉温度稳定在345℃±5℃(或其它指定温度)后,将铝盒对称放置于高温炉中心位置上,并用相同高度的泥三角架起(铝盒底部应处于炉膛高度的1/2处)。在开始的4min内,炉门留一些缝隙不要关严,4min后关严炉门恒温60min。60min后将个铝盒取出,放于石棉板或耐火砖上冷却。揭开铝盒盖子,检查铝片内表面,按表A.1铝片评级标准进行分级。表A.1铝片评级标准等级外观a无可见的油渍b极微黄渍c轻微黄渍d黄色油斑,外围变暗e发暗f发暗并见黑渍A.5.3合格判定一组试验中,有两个试验结果一致即确定为该级别。CH-6-1不低于c级为合格,CH-6-2不低于d级为合格。_________________________________
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 ahfylqlcl123
ahfylqlcl123
本文标题:DB13T 2271-2015 铝箔、铝板冷轧制用润滑基础油
链接地址:https://www.777doc.com/doc-8095620 .html