您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > DB51-T 876-2009 康砖茶加工技术规程
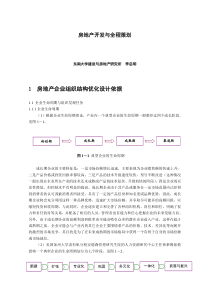
65.020.20B35DB51四川省地方标准DB51/T876—2009康砖茶加工技术规程Technologicalregulationsforkangzhuanteaprocessing2009-03-05发布2009-03-10实施四川省质量技术监督局发布食品伙伴网—2009I目次前言.................................................................................II1范围................................................................................12规范性引用文件......................................................................13术语和定义..........................................................................14要求................................................................................15加工工艺............................................................................16质量管理............................................................................4食品伙伴网—2009II前言本标准由四川省农业厅提出。本标准由四川省质量技术监督局批准。本标准主要起草单位:四川省农业厅经作处、四川省园艺技术推广总站、四川省农业大学、雅安市农业局。本标准主要起草人:段新友、唐茜、饶椰林、朱万成、张冬川、甘玉祥、梅树华。食品伙伴网—20091康砖茶加工技术规程1范围本标准规定了康砖茶加工的要求、加工工艺、质量管理。本标准适用于四川省康砖茶生产加工。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。国家质检总局第75号令《定量包装计量监督管理办法》GB5749生活饮用水卫生标准GB/T9833.4紧压茶康砖茶NY/T5019无公害食品茶叶加工技术规程SB/T10036紧压茶运输包装DB51/336无公害农产品(种植业)产地环境条件DB51/T342四川省无公害农产品生产技术规程茶叶3术语和定义下列术语和定义适用于本标准。3.1渥堆在湿热和微生物的作用下,使杀青叶内的茶多酚等成份经氧化聚合为主的一系列生化反应,形成康砖茶品质的加工过程。4要求4.1原料4.1.1鲜叶生产基地环境应符合DB51/336的要求。4.1.2鲜叶原料主要为当年生成熟枝叶;毛茶原料有做庄茶、毛庄茶、3-5级绿茶、级外晒青茶、茶梗、茶果、黄片、茶末。4.2辅料4.2.1禁止使用色素、香料、粘结剂和其他添加剂。4.3加工厂4.3.1茶叶加工厂环境、设施与卫生管理应符合DB51/T342的要求4.3.2加工用水、冲洗加工设备用水应符合GB5749的要求。4.4加工设备加工设备应符合NY/T5019的要求。5加工工艺5.1做庄茶加工5.1.1工艺流程食品伙伴网—20092鲜叶→杀青→揉捻→渥堆→干燥5.1.2杀青分蒸汽杀青和锅炒杀青两种。蒸汽杀青用0.3mp的高压蒸汽蒸制鲜叶2min-3min。锅炒杀青常用瓶炒机,锅温300℃-320℃,杀青时间10min-15min。5.1.3揉捻分两次,第一次揉1min-2min,不加压,使梗叶分离,揉捻后茶叶含水量为65%-70%,及时进行初干,待干燥到含水量35%-40%,趁热进行第二次揉捻,时间5min-8min,适当加压。以揉捻成条、叶片不破碎为度,复揉后及时渥堆。5.1.4渥堆5.1.4.1自然渥堆将揉捻叶趁热堆置,堆高约1.5m-2m,冬季堆面需遮盖。经过3-7d,茶堆有热气冒出,堆心温度达到65℃-75℃,保持此温度20—30h后,进行第一次翻堆。将堆表的部分翻入堆心,将堆心部分抛在堆表,并打散团块,重新整理成堆,再经过3-5天,堆面出现水汽凝结的水珠,堆心温度达到60℃-65℃,叶色比较均匀地转变成棕褐色时,即为适度。5.1.4.2加温保湿渥堆将揉捻叶趁热装入竹框,放入发酵室内的存放架上后,关闭发酵室。对室内通入蒸汽,缓慢升温预热,保持室温在65℃-75℃之间,相对湿度80%左右。经过20h-25h后,可达到渥堆的要求。5.1.5干燥常用滚筒式或瓶式炒茶机炒干,炒至渥堆叶的水分含量降至14%以下。也可用日光晒干,应随时翻拌,使茶叶干度均匀。5.2毛庄茶复制5.2.1工艺:发水堆放→蒸揉→渥堆→干燥5.2.2发水堆放先将粘连的茶叶打散,再根据毛庄茶的含水量采用喷洒的方法定量加入50-60℃的热水,并拌和均匀。发水后的毛庄茶含水量控制在26%-30%,再堆放约24h。5.2.3蒸揉将发水堆放的毛庄茶放入蒸茶箱中,通往0.3mp的高压蒸气,蒸2min-3min,蒸到叶温80℃以上,含水量增加4%-6%为适度。再将蒸热茶叶在不加压的状态下揉捻3min-5min,折卷率达60%-70%即可。5.2.4渥堆和干燥同上述做庄茶加工。5.3毛茶加工技术5.3.1工艺流程毛茶→毛茶整理→配料拼堆→蒸压成型→成品包装。5.3.2毛茶整理5.3.2.1初烘用瓶炒机将毛茶炒干至含水量11%—13%。5.3.2.2筛分主要用平圆筛整形,筛网规格见表1,分离茶叶的长短和割末,去掉80目以下的细末。表1康砖茶洒面、里茶筛网规格里茶面茶品种筛孔(cm)割片(孔/cm2)筛孔(cm)割片(孔/cm2)康砖331.521.65.3.2.3切铡食品伙伴网—20093经筛分后的筛面长梗和大叶先拣去杂质,再用立切机和滚切机反复切铡,直至无长梗大叶,梗长不超过3cm为适度。5.3.2.4风选拣剔用风选和拣剔清除各种半成品中的砂石、草木等非茶杂质和超过长度的长梗,入库待制。5.3.2.5停仓经过筛分、分选、切铡后的原料茶在干燥通风处存放2—7天。5.3.3配料拼堆5.3.3.1配料比例配料应分别测定各地各种毛茶的水浸出物含量,然后根据国家规定的康砖茶水浸出物含量标准,预先制定一个配料比例,并用下式进行测算:W=X.Y+X1.Y1+X2.Y2+X3.Y3+……Xn.Yn+K(w为成品茶水浸出物总量,X1、X2、X3……Xn为各种毛茶拚配比例;Y1、Y2、Y3……YN为各种毛茶水浸出物含量;K为常数(K的经验值为+1)。其配料比例一般为:5%的3-5级绿茶作洒面茶,里茶为条茶35%-40%;做庄茶45%-50%;茶梗≤8%。5.3.3.2配大仓、关堆先按配料比例配制成小样,制成成品,将成品小样对照标准审评和检验,根据审评和检验的结果对拼配比例进行调整,再根据调整后的拼配比例配大仓。结合拼配的总重量,计算出各原料所需的数量,并逐一过称倒堆。倒堆时应分层,每种原料分2—3层摊铺;厚度均匀,铺面平整;个体大的摊下层、个体小的摊上层。茶堆四周平整,侧面的层次清晰、均匀,不得断层。拼配以后的茶堆要求含水量12%—13.5%,含梗量≤8%,长梗含量≤0.5%,杂质含量≤0.5%,合格以后,将茶堆拌和均匀。5.3.4蒸压成型(蒸茶筑压)5.3.4.1采用机械舂包。包括称茶、蒸茶、安篾包、撒面茶、倒茶、舂紧、安隔片、封口、出包、堆包、存放等工序。5.3.4.2称茶根据半制品实际含水量和损耗重量,按以下公式计算每块茶砖应称取的半成品重量。计算的公式为:每块茶砖应称重量=茶砖的标准重量×(1-计量水分标准)/(1-配料含水量)-洒面茶重量+损耗茶重量损耗茶的重量按经验常数计算,一般计0.01kg/砖,计重水分标准为14%。5.3.4.3蒸茶采用自动蒸茶箱或用蒸斗在蒸茶气口直接蒸制。蒸汽压力为0.3MP-0.5MP,蒸30-40s,蒸至配料变软。5.3.4.4筑压用舂包机筑压。将篾包放入模具,扣紧模盒,分开篾包口,撒入面茶,再将蒸好的里茶均匀倒入篾包,开动舂包机冲压2-3次,再撒入面茶,并用度杆放好隔片,即为第一块砖茶,然后依次重复操作。为控制茶砖的松紧度,根据茶叶嫩度、含梗量、含水量和温度确定舂棒数,一般40-50棒。舂完后用“U”形竹签封好包口。再从模具中取出茶包放通风干燥处堆成茶垛,存放7-10d,让其充分冷却、定型和后发酵,含水量降至16%以下。5.3.5成品包装5.3.5.1允差要求拆开封口,倒出茶砖,取出隔片,按测定水分换算应有的重量标准,再核定每块茶砖重量是否符合质量标准。重量的允差按国家质检总局第75号令执行。5.3.5.2包装要求重量符合要求的茶砖放置商标一张,用纸封好,包装用纸应符SB/T11680的要求。传统包装用篾条捆扎整齐,装入篾包中后,用篾条捆紧,也可用箱装。食品伙伴网—200946质量管理6.1产品质量应符合GB9833.4的要求。6.2产品标志、包装、运输、贮存应符合GB9833.4的要求。6.3制定和实施质量控制措施,关键工艺应有操作要求和检验方法,并记录执行情况。6.4建立原料采购、加工、贮存、运输、入库、出库和销售的完整档案记录。6.5每批加工的产品应编制加工批号或系列号,并一直延用到产品终端销售。食品伙伴网
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 ★№刹那倾城№★
★№刹那倾城№★
本文标题:DB51-T 876-2009 康砖茶加工技术规程
链接地址:https://www.777doc.com/doc-8108654 .html