您好,欢迎访问三七文档
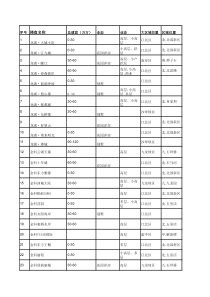
机床类型最大加工直径(或厚度)圆度加工精度备注普通车床≤4000.010.02--0.05具体精度还要由车床本身的精度决定外圆磨床≤2000.003无心磨床0.005线切割(快走丝)0.01--0.02加工零件越大,尺寸误差越高,在加工过程中可能出现尺寸达不到,唯一一点原因是中心没对准,跟钼丝没关系。加工中心0.01--0.03进口机床可以达到±0.003激光切割SUST=12,ALT=10,TuT=55,A3T=20切口宽度0.1-0.5mm孔中心距误差0.1-0.4mm轮廓尺寸误差0.1-0.5mmRa12.5--25μm具体加工精度是由加工机性能、光束品质、加工现象而决定的整体精度等离子切割T=0.5-100mm会出现切割面斜角5°左右切割机行走误差≤0.5mm普通火焰切割T=5-300mm根据操作人员的操作方式进行判定,一般用于毛培下料切割,余量放5mm电火花h=0-300mm快走丝0.02mm;慢走丝0.005mm电火花加工键槽等R角≤0.5折弯机:1、悬空折弯2、密着折弯3、冲压折弯T=0.5-6mm普铣平面度0.06/300平行度(加工面对基面)0.06/300垂直度(加工面对基面)0.04/200加工面相互间0.05/300具体精度还要由车床本身的精度决定钻床1-50mm铰孔≤0.02mm钻孔0.15--1mm切屑力,夹紧力,加工过程产生的内外热量等对加工精度都有着一定的影响板材越厚,割下来的相对光洁度越粗糙,切割的速度也直接影响着加工精度孔距0.2mm;其它0.3mm线切割下来的圆呈椭圆形,误差几丝
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 雪竹偷懒
雪竹偷懒
本文标题:各机床加工精度表
链接地址:https://www.777doc.com/doc-8500401 .html