您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > 不同毛化冷轧带钢表面形貌评价
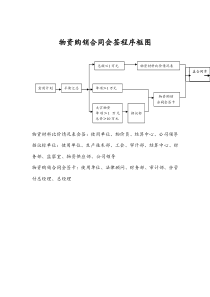
1不同毛化冷轧带钢表面形貌评价孙大乐,姚利松,范群,张健(宝山钢铁股份有限公司技术中心,上海,201900)摘要:针对冷轧工作辊的喷丸毛化、电火花毛化、TOPOCROM毛化工艺特点,在热镀锌光整机组上,分别开展了不同毛化工艺冷轧辊的实机对比实验,对不同毛化冷轧带钢形貌进行了分析和评价,结果表明:TOPOCROM镀铬毛化带钢形貌优于传统毛化工艺带钢,因而具有广阔的应用前景。关键词:冷轧平整机;工作辊;冷轧带钢;表面毛化形貌0前言随着汽车、家电等行业的快速发展,优质冷轧带钢的需求量逐年提高,用户对带钢的表面质量和使用性能要求不断提高,推动了轧辊表面毛化技术的快速发展。成型性能和涂装性能是衡量有涂层和无涂层冷轧板使用性能的重要指标,这均与带钢表面形貌的特征参量有密切关系。带钢表面形貌的最基本参量为粗糙度(Ra)和峰值密度(PC),不同的粗糙度和峰值密度分布意味着平均波峰-波谷高度和波峰数不同。较高的粗糙度可以形成相互隔离的润滑坑,有利于改善带钢的摩擦成型特性;均匀分布的粗糙度、高的峰值密度和无规则分布的形貌,可以减少光学干涉条纹、避免橘皮效应,有利于改善带钢的涂漆光学特性,因而,Ra/PC是控制带钢使用性能的关键因素,不同冷轧板有不同的Ra/PC控制标准。冷轧带钢的表面形貌是由轧辊表面形貌直接传递的,是一个“衰减性拷贝”过程。目前,为了控制和调整成品带钢的表面形貌,冷轧平整机或光整机工作辊基本上都采用毛化辊,同时为了解决粗糙度偏低或罩式退火炉内带钢粘连问题,精轧机最后一个机架工作辊往往也采用毛化辊,因此,带钢表面形貌基本都是毛化辊二次传递形成的,成品机架毛化辊的表面形貌起决定作用。除了轧辊表面毛化形貌外,产品的钢种和规格、带钢延伸率、轧制力和张力、轧制速度、乳化液、辊面在线清洗等因素也都直接影响轧辊表面形貌的传递效果,每种产品都必须有严格的轧制规程加以控制。目前,常用的轧辊毛化工艺主要有喷丸毛化工艺(SBT)和电火花毛化工艺(EDT)两种,SBT、EDT都是通过辊面材料塑性变形或局部熔化,在辊面形成内凹的毛化形貌。这些工艺的辊面形貌由很多易于折断和磨损的尖峰组成,影响辊面的粗糙度保持性能和耐磨性能,为此,近年许多钢厂又采用毛化辊加镀硬铬的工艺,以提高毛2化辊的轧制吨位,但在新型高强度、合金化涂层冷轧产品的生产中,仍存在粗糙度衰减较快、形貌保持不佳、辊印、色差等问题,为了确保带钢的表面质量,不得不频繁换辊,粗糙度衰减是导致换辊的一个主要原因。另外,SBT、EDT的毛化辊在带钢规格切换过程中,辊面与带钢边部接触部位由于局部磨损而产生宽窄印,为确保板面粗糙度和形貌质量,需严格限制规格切换和轧制计划长度,这直接影响生产计划的安排,无法实现自由规程轧制[1-3]。TOPOCROM精细镀铬毛化工艺是近年开发成功的冷轧辊最新毛化技术,是在辊面形成结构化铬镀层的一种镀覆工艺。与传统的毛化和镀硬铬工艺的最大不同点是毛化和镀硬铬过程由单一的电镀工艺实现、多层不同功能的复合镀层,辊面形貌是均匀分布的半球形凸起,因而具有一系列独特的优点[4,5]。冷轧板材的表面粗糙度和形貌直接影响其成型和涂装性能,研究不同毛化带钢的表面形貌,对于提高冷轧板材质量、优化冷轧辊毛化工艺、降低辊耗、提高机组作业率具有重要实用价值。1轧辊不同毛化工艺对比1.1喷丸毛化工艺SBT工艺是采用铸铁或立方氮化硼砂粒高速冲击旋转的辊面,使辊面材料产生塑性变形或局部脱落的一种工艺方法。该方法最早应用于冷轧辊毛化,工艺简单,毛化效率高、成本低,毛化形貌随机分布。由于其粗糙度范围小(Ra1.5~5µm)、PC值低,毛化形貌的均匀性、保持性、再现性较差,受轧辊材质、硬度的影响,Ra/PC传递率低,正逐渐被其他毛化工艺所取代。1.2电火花毛化工艺[1-3]EDT工艺是在绝缘液中通过电极与辊面产生电火花放电,来熔化辊面材料的一种毛化方式。毛化形貌随机分布,调节脉冲放电参数、放电模式、电极等可以获得不同Ra/PC的表面形貌。该方法工艺成熟、毛化效率较高,粗糙度范围较宽(Ra0.5~10µm),毛化形貌均匀性和再现性良好,不受轧辊材质、硬度的限制,Ra/PC传递率较高,因而得到全面推广应用。1.3镀硬铬工艺镀硬铬是通过电镀工艺在未毛化或毛化辊面均匀沉积镀铬层的方法,镀层呈细微的龟裂结构,镀层厚度一般控制在2~20µm。在硬的基体上机械结合硬度更高的镀铬层,辊面或毛化形貌的耐磨性能得到一定提高,但在复杂的轧制工况条件下,容易产生镀层局部脱落,同时,会产生波谷填充,造成Ra/PC值降低,镀硬铬只是提高轧辊耐磨性能的一种途径。1.4TOPOCROM镀铬毛化工艺[4,5]TOPOCROM镀铬毛化工艺是通过电极与轧辊表面形成均匀电场,电解液电解产生铬离子在辊面沉积的一种毛化方法。调节电镀工艺参数可控制铬沉积半球的大小和数量,实现毛化和镀铬同时处理,获得封闭结构、半开放结构、开放结构随机分布的毛化形貌。粗糙度范围宽(Ra0.2~20µm)、峰值密度高,毛化形貌的均匀性、保持性、再现性优异,粗糙度精度控制在±0.1µm以内,不受轧辊材质、硬度影响,Ra/PC传递率高。带钢表面形貌为非常均匀的凹坑,结构细密、粗糙度均匀、峰值密度高、长波少,是优质汽车板的最新毛化工艺。SBT、EDT工艺是使辊面材料脱落或烧损形成尖锐的内凹毛化形貌,对影响辊面材料的使用性能有影响,其耐磨性能与辊面硬度相关,而TOPOCROM工艺是在辊面材料上生长出半球状凸起的毛化形貌,对辊面材料没有影响,其耐磨性能完全取决于镀铬层的硬度。凸起的毛化形貌传递到带钢表面为内凹的形貌,有利于形成隔离的润滑坑,减少冲压时的摩擦力。2不同毛化工艺冷轧辊的实机实验为了评价不同毛化冷轧带钢的粗糙度和表面形貌,在热镀锌光整机组上,分别开展了SBT轧辊、EDT轧辊、TOPOCROM镀铬毛化轧辊的实机实验。2.1SBT轧辊上机辊面Ra为2.0µm、PC值为128,正常完成一次上机的生产计划,轧制无粗糙度要求的普通热镀锌冷轧板556.03t。表1为带钢的Ra/PC检测结果,图1、图2分别为SBT带钢表面形貌和三维形貌。表1SBT带钢的Ra/PC上表面下表面钢卷Ra/µmPCRa/µmPC第7卷0.938581.08949第26卷0.863671.14157上表面下表面图1SBT带钢表面形貌3上表面下表面图2SBT带钢表面三维形貌SBT带钢上下表面的Ra/PC存在明显偏差,表面毛化形貌分布稀疏、不均匀,粗糙度传递率较低,上下表面的PC值均低于70,SBT轧辊不适用于汽车板生产。2.2EDT轧辊上下机辊面Ra值如表2所示,正常完成一次上机的生产计划,共轧制汽车内板1750t、219km。表3为EDT带钢Ra/PC值随轧制吨位的变化趋势,图3、图4分别为EDT带钢表面形貌和三维形貌。表2EDT轧辊上下机的粗糙度Ra(µm)辊号状态测点1测点2测点3测点4测点5平均粗糙度衰减上机2.0312.1282.2382.22422.12上辊下机1.761.741.851.711.651.7417.99%上机2.0362.1952.2052.1862.0562.14下辊下机1.661.971.791.821.761.8015.71%表3EDT带钢Ra/PC值随轧制吨位的变化上表面下表面轧制吨位/tRa(µm)PCRa(µm)PC119.281960.9494310.290.87770.9396515.60.86950.958110250.89860.9741502.210.76990.976上表面下表面4图3EDT带钢表面形貌上表面下表面图4EDT带钢表面三维形貌带钢上下表面Ra/PC值有一定的偏差,上下表面的PC值均大于70,带钢上下表面的形貌比较均匀致密。开始轧制粗糙度有衰减过程,轧制吨位超过300t后粗糙度趋于稳定,轧制吨位超过1000t后带钢上下表面Ra/PC值偏差增大,整个轧制计划轧辊粗糙度衰减超过15%。2.3TOPOCROM镀铬毛化轧辊上下机辊面Ra值如图7所示,正常完成了连续12次上机的生产计划,共轧制汽车板10081.4t、1100.94km。分别开展了正常规程轧制条件下,粗糙度和形貌保持实验、批量汽车内板轧制实验、不同产品混合计划实验、批量汽车外板实验等;变规程轧制条件下,辊面色差印实验、辊面粗糙度衰减实验。表4为TOPOCROM带钢的Ra/PC值随轧制吨位的变化趋势,图5、图6分别为TOPOCROM带钢表面形貌和三维形貌。表4带钢的Ra/PC值随轧制吨位的变化上表面下表面轧制吨位/tRa/µmPCRa/µmPC27101.013891.0098843181.028911.057956372.050.912890.9238710005.261.010930.985945上表面下表面图5第4次轧制TOPOCROM汽车外板表面形貌上表面下表面图6第4次轧制TOPOCROM汽车外板表面三维形貌TOPOCROM毛化带钢上下表面、宽度方向的Ra/PC基本一致、偏差很小,带钢表面形貌致密均匀,带钢表面锌渣较少,带钢的粗糙度平均值为0.9~1.2µm,PC值均超过80。随着轧制吨位的增加,上下板面的Ra/PC未有明显衰减。累积轧制10081吨,带钢表面粗糙度和形貌仍然正常,辊面粗糙度仍超过1.8µm、衰减不超过15%,未产生镀层剥落、宽窄印等辊面异常。3结论(1)SBT毛化轧辊的耐磨性能、粗糙度保持性能较差;带钢的上下表面差异较大、PC较低,毛化形貌稀疏、均匀性较差。(2)EDT毛化轧辊的耐磨性能、粗糙度保持性能一般,但明显优于SBT毛化轧辊;EDT毛化带钢的Ra/PC和表面形貌良好,可以应用于汽车板的生产,热镀锌67光整机组EDT毛化轧辊的轧制吨位不应超过1000t。(3)TOPOCROM镀铬毛化轧辊的粗糙度传递率、粗糙度保持性能和耐磨性能明显优于EDT毛化轧辊,TOPOCROM轧辊不受规格和生产计划的限制;TOPOCROM毛化带钢表面Ra/PC均匀、形貌致密,Ra/PC偏差明显低于EDT毛化带钢,色差、宽窄印、辊印等异常明显改善,适用于优质冷轧带钢尤其是汽车内外板的批量生产。参考文献[1]G.WilsonandC.Parker.TheUseofEDTTexturedRollsinaWideRangeofApplications.44thMWSPConferenceProceedings,2002,XL:889-898.[2]M.Utsch,P.Vinke.EDT-RollTexturingTechnologyasaBaseofModernSurfacesinAutomotiveColdMillFlatProducts.MS&T2004ConferenceProceedings,599-607.[3]D.K.Aspinwall,M.L.H.Wise,K.J.Stout,etc.ElectricalDischargeTexturing.ToolsManufact,1992,32(1),183~193.[4]KarlMüll,etc.TOPOCROM®-ASuperiorMethodtoTextureWorkRolls,MS&T2004ConferenceProceedings,553-557.[5]W.Simnik.PreTex–anewProcessfortheProductionofSheet.MPIInternational,6,1998,80-85.作者简介孙大乐,教授级高工,1965年生,现从事轧辊系列技术、设备失效分析和能力评价技术研究,电话:26643663,E-mail:sundl@baosteel.com
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 lidankenji
lidankenji
本文标题:不同毛化冷轧带钢表面形貌评价
链接地址:https://www.777doc.com/doc-9136249 .html