您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > 宽带钢热连轧机板形设定的解耦与应用
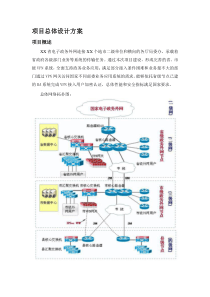
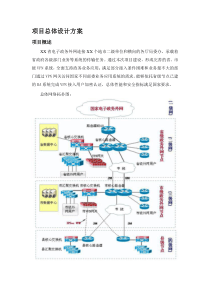
36420014IRONANDSTEELVol.36,No.4April20013()(()),,,,,aDECOUPLINGINSETUPPROGRAMOFSHAPEANDGAUGECONTROLSYSTEMONFINISHINGSTANDSOFHOTSTRIPMILLATWIS(G)COCAOJianguoZHANGJieCHENXianlin(UniversityofScienceandTechnologyBeijing)WEIGangchengHUANGSiqingDENGChanghe(WuhanIronandSteel(Group)Co.)ABSTRACTThedemandsforthickness,profileandflatnessofstriphasbeenincreasinglysevere,asusersareactivelypromotingtheautomationoffabricationprocesses.Itisimportanttoestablishprocesscontrolmodelsforcombinedshapeandgaugecontrolsysteminhotstriprolling.Theessentialofshape(profileandflatness)controlandgaugecontrolisrollgapcontrol.Asystemofmathematicalmodelsthatdescribestheinteractionbetweenstr2ipthicknessandcrown,andhotstriprollingparametersispresented.Whenshapecontrolandgaugecontrolarenotcombinedinonesystem,workrollbendingforcesgiveadeviationinstripthicknessandcrowncontrol.Thus,torealizethestripthicknessandcrowncoupling,decouplingmodelsaredesignedforthefinishingstandsetupprogramsincludingshapesetupandfinisheradaptivethreading.Decouplingmodelsinsetupprogramsareappliedon1700mmhotstripmillWIS(G)CO,Wuhan,China,andtheproductqualityhasbeenimprovedthanever.KEYWORDShotrollingmill,finishingstandsetup,decouplingmodel,profileandflatnesscontrol,combinedshapeandgaugecontrol1,,,,,(1500kN)[13](a3(59835170):,,(100083)©1994-2007ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.),,,,,70,Wistreich[4],,,,[58]1700mm,,,,2APFC(AutomaticProfileandFlatnessControl),,,Ch,,,h,,hCh1700mm,,,:$Ch=$FPöKP-$FWöKW(1)$h=$S+$FPöMP+2$FWöMW(2)$FP=MPQö(MP+Q)õ($H-$S-2$FWöMW)(3)$Ch,Lm;$h,mm;$H,mm;$FP,kN;$FW,kN;$S,mm;KP,kNöLmKW,kNöLm;MP,,kNömm;MW,kNömm;Q,kNömm,(1)(3),,,;,,,[6]33111700mm,,,,,,,,,,(3),,,$FP:$FP=-2MPQö(MP+Q)MWõ$FW(4),$h,$Ch,(2)(1):$h=2MPö(MP+Q)MWõ$FW(5)$Ch=-2MPQö(MP+Q)MWKPõ$FW(6)1700mm:,,(),,,,,,,,,,,,$Ch$h344:©1994-2007ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.(2):$SDC1=$h-$FPöMP-2$FWöMW(7)$h=0,$FP=0,:$SDC1=-2öMWõ$FW(8),(8),,,(),,,,1700mm,,,,,312,,,,DP:DP=(FPA-FPP)öFPP(9)FPA,kN;FPP,kNDP10%,,,,,(1),,1Fig11Rollforcepredictionerror(a)F1;(b)F2;(c)F34436©1994-2007ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.[6,9],1700mm$SFSU2:$SFSU2=-GnõdetamöMPõFPP(10)Gn,;detam,F1F2,:$Ch=Qö(MP+Q)õ(Gnõdetam)öKPõFPP(11),,(1):$FWDC2=KWQöKP(MP+Q)õGnõdetamõFPP(12)(12),,,(10),(8),$SDC2=-[2KWQöMWKP(MP+Q)+1öMP]GnõdetamõFPP(13)(13),,,,,,(12),(13)(10),,,,,,,,41700mm,1993,F4F7,900kN2000kN,,,,:,,,,2Fig12Effectofdecouplingonthicknessdeviationduringrolling(a)(2130mm1050mm);(b)(3104mm1160mm)544:©1994-2007ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.öa,,,,1999112,,,,,,116s,,23196t9162t,:(,)46179%55143%,60170%69165%,784749,3,,27156%10119%,,3Fig13Effectofdecouplingonrollforcea;bF4F7F1F3,,,5(1),,(2),1..,1995,(3):4855.2ProsperoMJ,EvansRD.FinishingMillModernizationatU.S.SteelGaryWorks’842in.HotStripMill.IronandSteelEngineer,1996,73(3):2731.3.1700mm.,1993,(2):1014.4WistreichJG.MeasurementandControlofStripShapeinColdRolling.BISRAOpenReport,BISRA,London:TheCorporateLaboratoriesoftheBritishSteelCorporation.1970.114.5MacAlisterAF.ModelingandAdaptiveTechniquesforRollingMillAutomation.IronandSteelEngineer,1989,66(12):3846.6,1.:,1997.84166.7,..:,1996.9297.8ShawDA,McGhanPJ,MarianiCJ,etal.ControlStrategiesforHighProductionandQuality:U.S.SteelGary842in.HotStripMill.IronandSteelEngingeer,1998,75(6):3139.9RandallA,KaplanJF,MislayJS,etal.AdaptiveFinishingMillSetupModelandGageControlUpgradeforLTVSteelClevelandWorks’802in.HotStripMill.IronandSteelEngineer,1997,74(8):3140.6436©1994-2007ChinaAcademicJournalElectronicPublishingHouse.Allrightsreserved.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 amyguan
amyguan
本文标题:宽带钢热连轧机板形设定的解耦与应用
链接地址:https://www.777doc.com/doc-9136593 .html