您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 电炉炼钢过程计算机控制
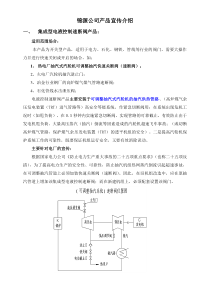
电炉炼钢过程计算机控制李庆俊摘要结合江阴兴澄钢铁有限公司电炉车间介绍了过程计算机对电炉炼钢控制的内容和过程,并对此提出改进的措施。关键词电炉炼钢过程计算机过程控制ProcesscomputercontrolforEAFsteelmakingLiQingjun(BeijingCentralEngineeringandResearchIncorporationofIronandSteelBeijing100053)AbstractCombiningwiththeEAFplantofJiangyinXingchengIronandSteelCoLtd,thecontrolprocedureandfunctionsofprocesscomputerforEAFsteelmakingaredescribed.TheopiniontoimprovetheworkrelatedtoprocesscomputercontrolofEAFsteelmakingispresented.KeywordsEAFsteelmaking;processcomputer;processcontrol当前我国引进了一系列的电炉炼钢过程控制计算机设备,促进了电炉炼钢控制水平的提高。本文主要介绍江阴兴澄钢铁有限公司电炉炼钢过程计算机控制系统。本系统由北京钢铁设计研究总院和德国ORSI公司联合负责设计和现场调试,已于1998年上半年投入使用。1硬件系统构成该系统采用1台过程计算机站通过ARCNET网与1级自动化系统相联(见图1),在1级自动化系统中配备了两台功能很强的可编程多功能控制器(PMC)。位于电炉电气室的可编程多功能控制器配备了3台PC机,主要用于废钢配料控制和电炉炼钢过程控制;位于除尘电气室的可编程控制器主要用于除尘控制。图1电炉炼钢过程控制系统硬件构成图2应用软件功能从国外引进的电炉炼钢过程控制计算机软件是按工艺要求配置的,由炼钢准备和炼钢控制过程两部分组成。过程控制流程图如图2所示。图2电炉煤油钢过程控制流程图2.1炼钢准备该部分虽然没有管理级,但系统提供了冶炼计划管理软件,无论何时,操作员可以通过人机接口在冶炼计划中插入一种冶炼方案,即输入生产顺序号、冶炼号、所炼钢种等信息。炼钢准备虽不直接参与控制,但它直接影响电炉炼钢的过程控制。在正式冶炼前,系统可以用手动或自动方式通过人机接口选择冶炼方案,然后,由静态模型进行料篮废钢最佳装料计算,通知原料系统装料,将选中的废钢装入料篮,运到电炉区,准备冶炼。2.2炼钢过程的控制电炉炼钢过程控制由4个阶段组成:(1)冶炼设定阶段;(2)料篮管理和熔融阶段;(3)精炼阶段;(4)出钢阶段。2.2.1冶炼设定阶段冶炼设定阶段可以看作进入新冶炼的开始,系统自动地从冶炼计划中选择一种冶炼方案作为新冶炼方案,记录生产日期和时间,确定一组控制参数(冶炼参数等)。第1篮料兑入炉内前,操作员按照工艺要求,决定是否进行如下处理:(1)修改废钢配料方案;(2)从冶炼计划中选择另外的冶炼方案,改变所炼钢种。然后,请求系统执行如上处理工作,执行新的冶炼号。从冶炼过程来看,冶炼号仅可看作冶炼计划中的顺序号。但是,这个冶炼号非常重要,当发出冶炼号的设定请求时,系统就给出了一次新的冶炼方案。2.2.2料篮管理和熔融阶段(1)料篮管理系统通过料篮管理软件管理料篮堆放场,并掌握料篮的实际状态(装料、空等)、料篮内所装废钢种类和成分等信息。操作员通过与料篮堆放场有关画面向系统发出将料篮料装入炉内或废弃料篮的命令,并通知1级自动化系统执行。(2)熔融阶段当第1篮料兑入炉内,该炉的冶炼参数生效,进入熔融阶段。1)熔融阶段预计算进入熔融阶段后,1级自动化系统通知2级计算机电炉电源已接通,系统的静态模型开始熔融阶段的预计算。它按如下信息进行计算:料篮内废钢的种类、成分、重量及最后一篮料标识;上一炉剩余钢水信息或上一篮料熔融后熔池钢水信息;炉内原料(废钢、钢水)比热容等实际参数。计算结果可在屏幕上显示,它们是:动态模型计算的第1组信息,即该篮料兑入前熔池内的钢水信息;系统用来估计熔融过程的状态信息——该篮料的目标能量以及熔融完成时熔池内应有的目标能量,在最后一篮料时估计钢水成分。一旦废钢装入炉内,电炉电极开始为熔池提供能量,执行电极操作图。电极操作有自动/半自动方式和手动方式,自动/半自动方式由2级计算机通知1级自动化系统执行,手动方式由操作员通知1级自动化系统执行。熔融阶段开始后,系统开始动态地管理熔融阶段的周期计算等过程。2)熔融阶段的周期计算在整个熔融阶段,在操作系统的控制下,按照如下信息定时地执行动态模型的周期计算:熔融过程信息的实际值和估计值;现场信息的测量值。周期计算后,生成熔融阶段过程控制的修正值,对熔融阶段进行连续地监督控制,反复不断地进行如下功能计算:能量计算估计该料篮废钢所带来的能量,同时估计到下一篮料装料时,熔池内所保存的能量。如果是最后一篮料,估计熔融完成后,熔池所保存的能量。这种计算基于能量平衡,它由所提供能量和能量损耗(如炉壁和炉盖的损耗)所组成。于是就可以估计有多少废钢还没熔融,从而可以估计到熔融完成还需多少能量。预报熔融时间预报到下一篮料向炉内装料时所剩余的时间,或熔池内废钢全部熔融完成所需的时间。这种计算与能量计算密切相关,因为该预报值即为转换熔池剩余废钢能量所需时间。监督炉内温度观察炉壁和炉盖冷却水的温度,以检查炉子的不正常状态。由于炉壁和炉盖全部用冷却水覆盖,监督冷却水的出口温度,可避免由于炉子过热在熔融阶段出现不正常状态。这种现象出现后,为了炉子的安全,系统将报警,通知1级自动化系统将电炉电源关闭,避免增加电炉能量消耗。确定电压档和电极电流工作点根据装料废钢的能量计算、能量消耗、电极操作图以及钢水的档案信息,对电极控制装置的工作点进行调整,设定新的工作点,通知1级自动化系统执行。预报钢水中的氧化物成分为了调节钢水成分,钢水中某些元素需要氧化,如Si、C等,可通过确定氧枪的吹氧量,控制调节熔池内的氧化过程。过程信息的跟踪系统对熔融阶段的全部信息进行跟踪。当电炉进入熔融阶段后,系统开始执行一系列的高级功能,如热平衡计算,炉壁温度的监督等,这表明系统正在处理冶炼过程的全部信息,这些信息来自各个方面,诸如生产现场的测量值、计算值、系统档案信息以及网络的通信信息等。这些信息包括:一般信息冶炼号;所炼钢种代码及说明;目前冶炼阶段;最后一篮料标志。称量信息目前料篮所装废钢总重量及各类废钢的重量;目前炉内所装废钢总重量;加入炉内合金料重量;炉内钢水总重量(估计值);上次冶炼剩余钢水重量;氧耗量。开始时间前一炉出钢后或冶炼中断后通知冶炼开始时间;提供每次通电的开始时间。持续时间当前冶炼阶段的实际冶炼时间;熔融阶段开始后实际冶炼时间;当前冶炼阶段的剩余时间;各篮料分别冶炼时间;熔融阶段最终冶炼时间;空闲时间,即一篮料卸料时间。功率设定点预定整个冶炼阶段的能量和实际提供的能量;预定每一阶段的能量和实际提供的能量;预定每一阶段电压档和电极电流。能量平衡熔融阶段(或精炼阶段)熔池内现存总能量;从熔融开始到当前实际提供的能量;实际提供能量=实际提供的总能量/废钢装入总重量。当前料篮信息预计算能量;已提供的能量;熔融完成应再提供的能量。测温信息熔池实际温度;目标出钢温度;距取样时间最近的一次测温及测温记录。钢水成分最近取样类别和时间;每次取样的成分,即最新取样值、估计值、目标值。3)检查熔融阶段是否结束每当熔融阶段周期计算结束,系统都要检查一篮料熔融是否结束?如结束,进行如下处理:如不是最后一篮料,将下一篮料加入炉内;如是最后一篮料,系统确定熔融阶段结束。当钢水能量计算值达到熔融阶段的预计算值时,可判定熔融阶段结束;否则,将本次计算值作为下次周期计算的输入值。当系统判定熔融阶段已结束,通知1级自动化系统测温、取样:测温可判定熔融阶段是否真正结束?如结束,进入精炼阶段;取样并送检化验,系统接受到检化验的分析值后,进行合金料的计算。2.2.3精炼阶段精炼阶段第1次测温后,精炼阶段的静态模型根据熔池内钢水信息计算出钢目标能量和目标温度。然后,在操作系统的控制下精炼阶段的动态模型对精炼过程进行连续地监督控制,监督控制情况和熔融阶段一样,这里不再多述。当熔池内钢水达到出钢温度时,进入出钢阶段。2.2.4出钢阶段在出钢阶段,由1级自动化系统进行测温、取样,并将样本送检化验。当系统收到钢水成分后,开始非周期动态模型计算,估计熔池内将要出钢的钢水重量、温度和成分,计算加入每一类合金料的重量、能量消耗、价格和温度损耗,通知原料系统将合金料加入钢包,通知1级自动化系统出钢,电炉从冶炼状态转入钢水兑入钢包状态。出钢结束后,系统最终计算钢水重量和温度。然后,将本次冶炼信息归入档案,以备以后冶炼参考。系统自动打印各种报表,并进入下一次冶炼状态。3结束语当前我国引进的电炉炼钢过程计算机(硬件、软件、专利)完全实现最佳过程控制的不多,兴澄钢铁公司电炉过程计算机控制也还存在一些问题须待解决。例如,废钢管理混乱,装料时只计重量,使熔融阶段难于实现计算机最佳控制,不得不进行人工干预。为此,笔者认为要改变这种状态应做到:(1)加强企业管理,建立一套从原料到成品的全面质量管理。(2)强化对生产设备的定期检修,使生产设备一直处于良好状态。(3)加强对引进技术的全面消化吸收,做到一引进、二消化、三设计,避免重复引进,造成浪费。(编辑魏方)李庆俊男1941年生工程师主要从事冶金计算机系统设计、调试和数学模型的研究工作。李庆俊(北京钢铁设计研究总院北京100053)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
![点击直接下载:[某水电站工程安装中标方案]装置性材料清单](/doc-200305.png)

 kelvinivy
kelvinivy
本文标题:电炉炼钢过程计算机控制
链接地址:https://www.777doc.com/doc-9254829 .html