您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 总结/报告 > 钢结构报告厅图范例4篇
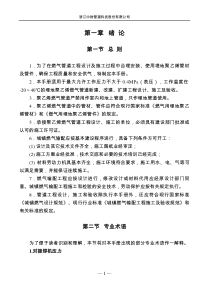
参考资料,少熬夜!钢结构报告厅图范例4篇【前言导读】刀客网友为您整理编辑的“钢结构报告厅图范例4篇”精选优质范文,供您参考学习,希望对您有所帮助,喜欢就下载支持呢!钢结构设计实习报告【第一篇】钢结构设计实习报告在现实生活中,报告使用的次数愈发增长,报告中提到的所有信息应该是准确无误的。相信许多人会觉得报告很难写吧,以下是小编为大家收集的钢结构设计实习报告,仅供参考,希望能够帮助到大家。实习内容:在车间参加钢结构的放样、切割、钻孔、剖口、焊接、矫正等工作。并参与了钢结构的现场安装施工,学习钢结构工程的施工技术和施工组织管理方法,学习和应用有关工程施工规范及质量检验评定标准,学习施工过程中对技术的处理方法。实习概况:在车间参加刚结构的加工制作实习,在南京德基广场工地参加钢结构安装实习。遵守车间和工地安全规章制度。出勤率高。积极向工人师傅请教。对钢结构的加工制作以及安装等有了很具体的了解。同时对部分工程进行了实践操作。实习期间完成了实习任务,达到了实习目的。工程南京德基广场装饰工程,位于南京新街口。我公司承建的'是幕墙及天幕钢结构部分。总工程量为一百多吨。幕墙由九根高约四十米的格构式钢柱和多根圆弧钢梁组成。天幕是由十三根鱼腹梁和相应的檩条、拉条构成。第一部分加工制作加工制作是钢结构工程由图纸变为实物的第一步,所以是十分重要的。它的好坏直接决定着以后安装的顺利与否以及最终的工程质量。了解它对我以后的设计工作也有很大的帮助。(一)放样放样工作包括以下内容:核对图纸的安装尺寸和孔距,以1:1的大样放出节点,核对各部分的尺寸;制作样板和样杆作为下料、弯曲、铣、刨、钻孔等加工的依据。放样时要注意考虑加工余量。焊接构件要求按工艺要求放出焊接收缩量。不同规格、不同牌号的零件应分别号料,同一种材料按照“先大后小”的原则依次划线。(二)切割钢材下料常用气割、机切和锯切等方法,其中气割的质量最不稳定。所以在进行气割时一定要要由有工作经验的工人师傅来操作或在旁边指导。参考资料,少熬夜!(三)钻孔孔的加工在钢结构制作过程中占有一定的比重,尤其是在网架的球加工过程中,钻孔占了整个工序的大部分。钻孔的加工方法可分为划线钻孔和数控钻孔。钻孔的设备有悬臂式钻床、立式钻床和数控钻床。网架的球加工主要使用立式钻床。球加工的过程是先在球上切削一个面,切削厚度由螺栓直径决定。以48mm为界,48mm以下为5mm,以上为8mm。再在这个面上钻孔,以这个孔为基准面确定加工其他孔。(四)剖口对于需要对接焊接的构件,一般需要进行剖口。1.对于板材,可是用铣边机。铣边机对钢板焊前的坡口边、斜边、直边、u形边缘,可一次铣削成型。工作效率高,能耗少,操作方便。2.对于钢管,可直接用车床进行剖口。一些口径较小的管子甚至可以直接用车床进行割削。3.对于其它一些形状复杂的构件一般用气割机进行剖口。这种方法简单易行,效率高,能满足开v形、x形坡口大的要求。但在切割后一定要注意清理干净氧化铁残渣。(五)焊接焊接是钢结构加工制作过程中最重要也是最难控制的一个环节。钢结构常用的焊接方法有手工电弧焊、埋弧自动焊、二氧化碳气体保护焊等。(1)埋弧自动焊适用于较长焊缝,如焊接h型钢;它的焊接质量稳定,利于自动化生产;但是它需要专门的生产线,设备占地面积大,不利于搬运。(2)二氧化碳气体保护焊主要用在重要构件拼装上,它的优点是焊接质量较稳定,效率高,连续性好,是我们厂车间最常用的焊接方式。(3)手工电弧焊效率较低,质量稳定性随操作者波动较大。但是它有携带方便的特点,是工地现场最常用的焊接方法。由于焊接是通过高温将金属融化将它们连接在一起,然后再冷却。这使得焊接部位难免出现一些缺陷。如气孔、夹渣、咬边、焊瘤等。这些缺陷会直接影响到焊缝的受力性能。咬防治这些缺陷,就必须严格按照焊接操作规程来操作,焊工要有上岗证。焊缝的检测方法是根据焊缝等级来确定的。钢结构的焊缝等级分为三级。三级是最低一级,通常只需要用肉眼观察外表就行了;一、二级则需要进行超声波探伤,检查比率分别为100%和20%。(六)矫正当构件经过前面一系列的加工程序后,会出现弯曲、凹凸不平等现象,这是就要对构件进行矫正。参考资料,少熬夜!矫正的方法主要有机械矫正、火焰矫正、手工矫正等。1.机械矫正适用于批量较大、形状比较一致的钢材和构件的矫正。如焊接h型钢。2.火焰矫正较为灵活,对于变形较大的构件也能处理。但是对于火焰的温度、加热的方法等不容易准确掌握,因而质量没有机械矫正稳定。3.手工矫正具有灵活简单、成本低的优点,但准确度差。只能适用于对尺寸精度要求不高的构件。20xx年11月大学生钢结构设计实习报告【第二篇】实习内容:在车间参加钢结构的放样、切割、钻孔、剖口、焊接、矫正等工作。并参与了钢结构的现场安装施工,学习钢结构工程的施工技术和施工组织管理方法,学习和应用有关工程施工规范及质量检验评定标准,学习施工过程中对技术的处理方法。实习概况:在车间参加刚结构的加工制作实习,在南京德基广场工地参加钢结构安装实习。遵守车间和工地安全规章制度。出勤率高。积极向工人师傅请教。对钢结构的加工制作以及安装等有了很具体的了解。同时对部分工程进行了实践操作。实习期间完成了实习任务,达到了实习目的。工程简介:南京德基广场装饰工程,位于南京新街口。我公司承建的是幕墙及天幕钢结构部分。总工程量为一百多吨。幕墙由九根高约四十米的格构式钢柱和多根圆弧钢梁组成。天幕是由十三根鱼腹梁和相应的檩条、拉条构成。第一部分加工制作加工制作是钢结构工程由图纸变为实物的第一步,所以是十分重要的。它的好坏直接决定着以后安装的顺利与否以及最终的工程质量。了解它对我以后的设计工作也有很大的帮助。(一)放样放样工作包括以下内容:核对图纸的安装尺寸和孔距,以1:1的大样放出节点,核对各部分的尺寸;制作样板和样杆作为下料、弯曲、铣、刨、钻孔等加工的依据。放样时要注意考虑加工余量。焊接构件要求按工艺要求放出焊接收缩量。不同规格、不同牌号的零件应分别号料,同一种材料按照“先大后小”的原则依次划线。(二)切割钢材下料常用气割、机切和锯切等方法,其中气割的质量最不稳定。所以在进行气割时一定要要由有工作经验的工人师傅来操作或在旁边指导。(三)钻孔参考资料,少熬夜!孔的加工在钢结构制作过程中占有一定的比重,尤其是在网架的球加工过程中,钻孔占了整个工序的大部分。钻孔的加工方法可分为划线钻孔和数控钻孔。钻孔的设备有悬臂式钻床、立式钻床和数控钻床。网架的球加工主要使用立式钻床。球加工的过程是先在球上切削一个面,切削厚度由螺栓直径决定。以48mm为界,48mm以下为5mm,以上为8mm。再在这个面上钻孔,以这个孔为基准面确定加工其他孔。(四)剖口对于需要对接焊接的构件,一般需要进行剖口。1.对于板材,可是用铣边机。铣边机对钢板焊前的坡口边、斜边、直边、u形边缘,可一次铣削成型。工作效率高,能耗少,操作方便。2.对于钢管,可直接用车床进行剖口。一些口径较小的管子甚至可以直接用车床进行割削。3.对于其它一些形状复杂的构件一般用气割机进行剖口。这种方法简单易行,效率高,能满足开v形、x形坡口大的要求。但在切割后一定要注意清理干净氧化铁残渣。(五)焊接焊接是钢结构加工制作过程中最重要也是最难控制的一个环节。钢结构常用的焊接方法有手工电弧焊、埋弧自动焊、二氧化碳气体保护焊等。(1)埋弧自动焊适用于较长焊缝,如焊接h型钢;它的焊接质量稳定,利于自动化生产;但是它需要专门的生产线,设备占地面积大,不利于搬运。(2)二氧化碳气体保护焊主要用在重要构件拼装上,它的优点是焊接质量较稳定,效率高,连续性好,是我们厂车间最常用的焊接方式。(3)手工电弧焊效率较低,质量稳定性随操作者波动较大。但是它有携带方便的特点,是工地现场最常用的焊接方法。由于焊接是通过高温将金属融化将它们连接在一起,然后再冷却。这使得焊接部位难免出现一些缺陷。如气孔、夹渣、咬边、焊瘤等。这些缺陷会直接影响到焊缝的受力性能。咬防治这些缺陷,就必须严格按照焊接操作规程来操作,焊工要有上岗证。焊缝的检测方法是根据焊缝等级来确定的。钢结构的焊缝等级分为三级。三级是最低一级,通常只需要用肉眼观察外表就行了;一、二级则需要进行超声波探伤,检查比率分别为100%和20%。(六)矫正当构件经过前面一系列的加工程序后,会出现弯曲、凹凸不平等现象,这是就要对构件进行矫正。矫正的方法主要有机械矫正、火焰矫正、手工矫正参考资料,少熬夜!等。1.机械矫正适用于批量较大、形状比较一致的钢材和构件的矫正。如焊接h型钢。2.火焰矫正较为灵活,对于变形较大的构件也能处理。但是对于火焰的温度、加热的方法等不容易准确掌握,因而质量没有机械矫正稳定。3.手工矫正具有灵活简单、成本低的优点,但准确度差。只能适用于对尺寸精度要求不高的构件。(七)表面处理钢结构制造业车间实习报告【第三篇】钢结构制造业车间实习报告本文作者:小青虫三一刀客写作原创投稿钢结构制造业车间实习报告_____*年_____月_____日我怀着激动的心情来到振汉机械装备有限公司,成为这里一名实习生。首先,*师傅带领我做安全教育培训,之后安排我到车间下料组实习,在这里我学到了以前从来没有接触过的知识。下料工段有sk机,dlz机和直条切割机,他们都是切割钢板用的设备,但用途不同。sk机主要是用来切割厚度大于16mm的钢板和有形状的钢板;dlz机主要是用来切割厚度小于12mm的钢板和有形状的钢板;直条切割机主要是用来切割钢板厚度大于6mm直条形状的钢板。切割前调火是至关重要的一道工序,调火的好坏直接影响到下料的质量,从而影响下道工序,最终影响整个工程的进度,所以每一道工序都必须认真仔细,尽最大努力避免不必要的错误。在下料工段实习一个月后,安排我到铆工组实习。在铆工组我学会了读图纸和一些制作工艺,在师傅和领导的指导下,我对组对工艺也有了很深的认识。组队时要保证其偏差量和焊接的收缩量,组对间隙要保证在3mm之内,调火要根据实际情况处理,在制作上要采取一些经验技巧。组对是产品质量的重中之重,也是产品的灵魂。在铆工组实习两个月后,我被安排到电焊组,在电焊组的半个月实习期间,我了解到电焊分为co2保护焊,埋弧焊,最值得一提的就是龙门焊,并了解了它们各自的用途。最后领导安排我到技术部实习,技术部是与生产密不可分的部门,它是生产的开端,它负责把生产所需的材料,单件都清晰的提供给生产,工作时一定要认真仔细,一丝不苟,不允许出现任何的错误,否则会造成很严重的后果,乃至给公司带来很大的经济损失。不管我们身处任何岗位,任何部门,做工作都要坚参考资料,少熬夜!持螺丝钉的工作精神------找准位置,钻进去,持久的拧在那里。_____*年_____月_____日钢结构制造业车间实习报告范文【第四篇】_____*年_____月_____日我怀着激动的心情来到振汉机械装备有限公司,成为这里一名实习生。在下料工段实习一个月后,安排我到铆工组实习。在铆工组我学会了读图纸和一些制作工艺,在师傅和领导的指导下,我对组对工艺也有了很深的认识。组队时要保证其偏差量和焊接的收缩量,组对间隙要保证在3mm之内,调火要根据实际情况处理,在制作上要采取一些经验技巧。组对是产品质量的重中之重,也是产品的灵魂。在铆工组实习两个月后,我被安排到电焊组,在电焊组的半个月实习期间,我了解到电焊分为co2保护焊,埋弧焊,最值得一提的就是龙门焊,并了解了它们各自的用途。最后领导安排我到技术部实习,技术部是与生产密不可分的部门,它是生产的开端,它负责把生产所需的材料,单件都清晰的提供给生产,工作时一定要认真仔细,一丝不苟,不允许出现任何的错误,否则会造成很严重的后果,乃至给公司带来很大的经济损失。不管我们身处任何岗位,任何部门,做工作都要坚持螺丝钉的工作精神------找准位置,钻进去,持久的拧在那里。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 ganyanb
ganyanb
本文标题:钢结构报告厅图范例4篇
链接地址:https://www.777doc.com/doc-9514612 .html