您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 中职教师培训弧焊电源讲义
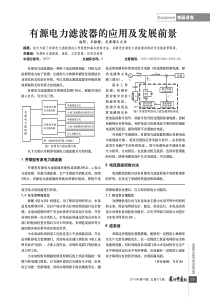
《现代弧焊电源及控制》天津大学材料学院主讲人:杨立军Er0IyUy电源负载电源技术广泛应用,几乎任何设备都要使用电源(powersource)。任何电源都可以简化成下图工作过程中可调参数只有两个:E和r0调节E和r0使Uy和Iy发生变化,适应负载变化的要求。因此,从本质上讲,电源分为两类:调节r0的-----如弧焊变压器,多数机械调节式弧焊电源调节E的-----如弧焊逆变器,部分弧焊整流器,电子控制式弧焊电源Er0IyUy弧焊电源是一种特殊的电源。它的负载是焊接电弧。它的任务是保证电弧引燃和稳定燃烧。弧焊电源技术和许多电源技术是相通的。电弧焊是应用最为广泛的一种焊接方法弧焊电源是电弧焊设备的核心部分弧焊电源是指供给焊接电弧电能(提供电流和电压),并具有适宜电弧焊工艺所需电气特性的设备。☼它是一种特殊的电源☼它的负载是焊接电弧☼它的任务是保证电弧稳定燃烧机械调节式单相整流式脉冲弧焊电源滑动调节式弧焊整流器抽头式弧焊整流器动铁式弧焊整流器动绕组式弧焊整流器抽头式弧焊变压器动铁式弧焊变压器动绕组式弧焊变压器柴油汽油内燃机驱动式弧焊发电机电动式弧焊发电机磁放大器式脉冲弧焊电源磁放大器式弧焊整流器串联饱和电抗器式弧焊电源电子控制式电磁控制式整流式移相式磁放大器式脉冲弧焊电源串联饱和电抗器式弧焊电源模拟式模拟式晶体管脉冲弧焊电源模拟式晶体管弧焊电源开关式逆变式晶闸管矩形波交流弧焊电源数字开关式晶闸管矩形波交流弧焊电源开关式电力电子器件脉冲弧焊电源开关式电力电子器件弧焊电源逆变式IGBT式弧焊逆变器场效应管式弧焊逆变器晶体管式弧焊逆变器晶闸管式弧焊逆变器数字式单片机控制式数字化弧焊电源DSP控制式数字化弧焊电源红色(亮红灯)—淘汰或即将淘汰或无应用意义黑色—维持状态,仍有应用价值浅绿—有一定的发展前途绿色—很有发展前途弧焊电源常用弧焊电源的特点及应用机械调节型电源的主要电气特性如外特性,是由其结构所决定的。电源输出参数的调节也是靠机械装置进行调节的如动铁芯、动绕组的移动等该类电源结构简单、易造易修、成本低、效率高,但调节不灵活、不精细,电源比较笨重,耗材多。电磁控制型弧焊电源包括磁放大式弧焊整流器和直流弧焊发电机。此类电源耗材耗电多,电磁惯性很大,动态特性差,一般属于淘汰产品。用柴油机或汽油机代替电动机的直流弧焊发电机可以用于没有电源的野外施工,使其还拥有一定的市场。电子控制型弧焊电源控制灵活,系统响应速度快。耗材少、节约电能,可用于各种弧焊方法。三、弧焊电源的发展趋势---电子弧焊电源未来弧焊电源的发展除了控制灵活之外,对电源本身的动特性更为关注电子控制的弧焊电源都具有卓越的动特性例如:STT电源STT过程普通短路过渡过程第一部分焊接电弧特性及其对弧焊电源的要求一、焊接电弧的实质:气体放电1.焊接电弧及其引燃图2-1电弧放电示意图产生气体放电的方式:气体电离电子发射电极的电子发射(1)热发射(2)电场发射(3)光发射(4)粒子碰撞发射气体的电离:(1)热电离(2)场致电离(3)光电离气体的不断电离与电极不断的电子发射是形成电弧的前提条件焊接电弧的引燃接触引弧非接触引弧气体的电离与电子发射接触引弧图2-2电弧引燃过程示意图a)接触b)拉开c)燃弧接触电阻热金属熔化、蒸发热发射热电离场致发射电弧引燃拉开1e-4cm以上温度光、热电离弧焊电源电能电弧燃烧电能非接触引弧a)高频高压引弧电压波形b)高压脉冲引弧波形场致发射电弧引燃不接触、高电压拉开1e-4cm以上弧焊电源电能电弧燃烧电能2.焊接电弧的结构和伏安特性(1)焊接电弧的结构与电弧电压电弧结构及压降分布长度和压降基本固定(2)焊接电弧的静特性一定长度的电弧在稳定状态下,电弧电压Uf与电弧电流If之间的关系,称为焊接电弧的静态伏安特性,简称伏安特性或静特性。可用下式表示:)(ffIfU焊接电弧静特性曲线形状分析-------U形曲线金属电阻的伏安特性曲线电弧各区域压降与电流的关系手工电弧焊、埋弧焊等焊接电弧基本工作在电弧静特性的水平段。TIG焊、微束等离子弧焊、等离子弧焊的焊接电弧也基本工作在电弧静特性的水平段熔化极气体保护焊(氩弧焊和CO2焊等)和水下焊接等焊接电弧基本上工作在电弧静特性的上升段。易产生错误认识之处CO2/MIG/MAG焊在上升段埋弧焊在水平段CO2/MIG/MAG焊的焊接电流大于埋弧焊吗?CO2/MIG/MAG焊在上升段埋弧焊在水平段不同的焊接电弧有不同的电弧静特性曲线在U-I坐标上的上下左右位置不同(3)焊接电弧的动特性一定弧长的电弧,当电弧电流以很快速度连续变化时,电弧电压瞬时值与电流瞬时值之间的关系称为电弧动态伏安特性,简称为电弧动特性。可用下列函数表示:)(ffifua)电压—电流波形b)动特性曲线XXYYZZ二、弧焊电源的基本特性基本电气特性包括以下三方面:1.弧焊电源的外特性2.弧焊电源的调节特性3.弧焊电源的动态特性弧焊工艺对电源的基本要求:1.保证引弧容易2.保证电弧稳定3.保证焊接工艺参数稳定4.具有足够宽的焊接参数调节范围1.弧焊电源的基础知识工业电网与焊接电源的要求三相四线制380V/220V/50Hz空载电压:20~80V输出电流:30~1500A焊接特点:低电压、大电流通过降压变压是弧焊电源必须的。降压变压器是基本部件,也是最简单的弧焊电源弧焊电源中的变压器有两种基本形式:工频变压器:普通电源中频变压器:逆变电源交流,直流,逆变电子控制技术2弧焊电源的外特性弧焊电源的外特性是指在规定范围内,弧焊电源稳态输出电压Uy与输出电流Iy的关系,即在电源内部参数一定的条件下,改变负载,电源输出的电压稳定值Uy与输出的电流稳定值Iy之间的关系。一般采用Uy=f(Iy)来表示。又称为电源的静特性。0rIEUyy外特性一般表达式:r00时,下降特性r0=0时,平特性两者的外特性曲线如下图所示:2.1电源外特性的基本概念Er0IyUyEr0IyUy电源负载UyIyr0=0r000工作过程中可调参数只有两个:E和r0调节E和r0使Uy和Iy发生变化,适应电弧负载变化的要求。因此,从本质上讲,弧焊电源甚至电源分为两类:调节r0的-----如弧焊变压器,多数机械调节式弧焊电源调节E的-----如弧焊逆变器,部分弧焊整流器,电子控制式弧焊电源调节r0的方法UyIyR0=0R000Uy=f(Iy)UyIy0直线型椭圆型介于上两者之间调节E的方法改变变压器的变比调节输出占空比两者皆有方波正弦波控制输出的外特性不受弧焊电源结构的影响,理论上可以是任意形状机械式调节UIA0U00IwdUIU00平特性平缓特性UIU00IwdUIU00IwdUIU00Iwd常用的弧焊电源的外特性曲线2.2电源外特性曲线的确定电源的外特性曲线形状除了影响“电源一电弧”系统的稳定性之外,还关联着焊接工艺参数的稳定。焊接工艺参数:焊接电流、电弧电压、焊接速度、线能量等选择电源的外特性不仅要考虑系统的稳定性,而且要结合具体弧焊工艺特点,考虑焊接工艺参数的稳定性以及引弧性能、熔滴过渡过程和使用安全性等。当弧长(弧压)容易控制时,电源要控制电流(下降特性),否则电源要控制弧长(弧压)外特性曲线的三部分:工作区段:反映了外特性曲线的具体形状空载点:决定了电源的空载电压短路区段:反映了曲线形状和短路电流值1.弧焊电源外特性工作区段形状的选择(1)焊条电弧焊工艺特点:弧长容易波动(焊工手抖动)电弧处在水平段要求:弧——源系统稳定;电弧有弹性;容易引弧;反映在电源外特性上分别是:弧——源系统稳定下降外特性电弧有弹性下降的陡度要大,最好是垂降(恒流)特性容易引弧要有较高的短路电流和较大的空载电压UIA0A1A3A2I1I2I3l1l2123Iwd3Iwd2Iwd1U00图3-6弧长变化引起的电流偏差以恒流为主,加上短路外拖理想特性(2)熔化极电弧焊工艺特点:使用连续送进的焊丝,有自动送丝机构(无人为因素影响)。考虑因素:电源外特曲线性形状;送丝方式;二者的配合问题。1)等速送丝方式主要方法:熔化极氩弧焊、CO2气体保护焊与含有活性气体的混合气体保护焊或细丝(焊丝直径φ≤3mm)的直流埋弧自动焊。电弧工作在上升段。电源一电弧”系统稳定要求下降、平、微升特性均可电弧自调节要求平或微升外特性参数稳定要求平或缓降外特性电弧的自身调节作用:当焊接弧长发生变化时,引起焊接电流和焊丝熔化速度的变化,从而可以使弧长自动恢复的作用弧焊电源工件送丝电机及等速控制装置UIl1l2UfA0A1A2I1I2IwdUf1Uf2IfIf2If1123403-7等速送丝熔化极气体保护焊接系统示意图等速送丝方式熔化极电弧焊较好的电源外特性平或缓降外特性2)变速送丝控制系统的熔化极电弧焊主要方法:埋弧焊(焊丝直径φ3mm)和一部分熔化极氩弧焊特点:电弧静特性工作段为平特性段。焊丝直径大,电流密度小,电弧自调节作用弱。弧压反馈变速送丝控制弧长对电源的要求:弧——源稳定下降外特性反馈灵敏陡降外特性参数稳定陡降或恒流外特性弧焊电源工件送丝电机及变速控制装置反馈信号处理电路UIl1l2UfA0A1IIwdUf1IfIf112340U图3-8变速送丝熔化极气体保护焊接系统示意图变速送丝方式熔化极电弧焊较好的电源外特性陡降外特性(3)不熔化极电弧焊特点:电弧静特性工作部分呈平的或略上升的形状;弧长稳定方法:钨极氩弧焊(GTAW),等离子弧焊(PAW)以及不熔化极脉冲弧焊要求:电流稳定弧—源稳定下降外特性参数稳定恒流特性不熔化极电弧焊较好的电源外特性以恒流为主,加上短路内拐特点:一般采用等速送丝;利用电弧自身调节作用来稳定工艺参数;脉冲段和维弧段采用不同的外特性段外特性组合:1)恒压特性与恒压特性配合等速送丝系统;特点:电弧自调节作用强;容易断弧;容易导致参数波动2)恒流特性与恒压特性熔滴过渡均匀;小电流下容易断弧3)恒流特性与恒流特性熔滴过渡均匀;电弧弹性好;自调节作用差4)恒压特性与恒流特性脉冲阶段具有良好的电弧调节作用,但维弧容易短路(4)熔化极脉冲电弧焊UI0A1B1A0B0l1l0a)UI0A1B1A0B0l1l0b)UI0A1B1A0B0l1l0c)UI0A1B1A0B0l1l0d)1)恒压特性与恒压特性拉长易断弧;熔滴受参数波动影响大2)恒流特性与恒压特性熔滴过渡均匀;小电流易断弧;弧长波动大3)恒流特性与恒流特性熔滴过渡均匀;电弧弹性好;自调节作用差,易粘丝(短路),弧长波动大4)恒压特性与恒流特性脉冲阶段具有良好的电弧调节作用,但维弧易粘丝(短路)。UI0A1B1A0B0l1l0A2B2l2双阶梯外特性好的外特性:双阶梯外特性3弧焊电源的调节特性对于一定的弧长的电弧,只有一个稳定工作点。为了获得一定范围所需的焊接电流和电压,弧焊电源的外特性必须可以调节电弧静特性和电源外特性曲线相交的稳定工作点决定了焊接电压和电流4弧焊电源的动态特性4.1基本概念弧焊电源的动特性:电弧负载状态发生瞬态变化时,弧焊电源输出电压与电流的响应特性。它表明了弧焊电源对电弧负载瞬变的适应能力。4.2电弧动态变化的特点及其对弧焊电源动特性的要求熔化极电弧焊中,所采用的工艺方法和焊接工艺参数不同,熔滴过渡形式不同,负载的变化情况各异,因此,对弧焊电源的动特性要求就有所不同。如图3-16a、b所示,在射流过渡或滴状过渡的熔化极电弧焊中,电弧电压和电流基本不变,此时电弧可以看作静态负载,因此对电源的动特性没有什么特殊要求。而对短路过渡的熔化极电弧焊来说,电弧不停地在负载、短路和空载三态之间转换,所以采用短路过渡的熔化极电弧焊对电源的动特性提出了较高的要求1.焊条电弧焊“空载一短路一负载”“负载一短路一负载”t1t2t3t4t5短路引弧燃弧短路引弧空载00U0uiUdUfIsdIwdIfIfdtt1)2)3)4)5)(1)由空载到短路的瞬时短路电流峰值Isd,它主要影响引弧过程。太小不利于引弧阶段的热发射和热电离,使引弧困难;太大则容易
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 convoy
convoy
本文标题:中职教师培训弧焊电源讲义
链接地址:https://www.777doc.com/doc-964457 .html