您好,欢迎访问三七文档
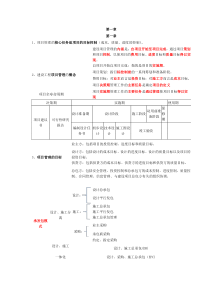
注塑工艺员进阶培训讲师:蒋大春对象:具有对注塑生产、工艺有基础的人员第一节工艺员的意识形态职业道德•爱岗敬业•遵守纪律•团队协作•为人正直•积极主动•乐观向上心态成就价值解决问题的成就同事认可的成就领导认可的成就为家庭创造的价值为公司创造的价值为社会创造的价值回顾人生,再无遗憾职责岗位职责事项结果&工具权重工艺质量工作的开展1、根据生产计划实施换型、依据作业文件调整生产工艺;2、负责对区域产品质量巡查和员工工艺纪律执行的监督,对过程产出品的质量负责;3、负责工艺优化、效率的提升、使不良率降到最低;4、带头和督导员工做好现场6S工作;5、督导员工实施作业记录和对员工实施技能培训;换模换料记录持续改进单培训记录50%过程仿法监控1、负责生产过程工艺参数核对、提报修订工艺文件;2、负责指导员工对物料的正确使用;3、负责督导员工对设备的正常操作使用与维护;4、执行生产过程工装状况的监控。工艺参数卡35%协调管理1、协调处理过程异常质量问题;2、主动参与质量问题解决方案分析;3、做好员工与企业各级的关系调和。15%素养1、一个优秀的注塑工艺员在生产活动中不但发挥技术实力,还要具备一定思维。管理者生产管理三大原则安全质量成本安全质量成本人员设备模具产品IPPMCPKQRQC节约质量过剩TPMVAVE意识人机料环法1、日常生产中,工艺员不光是生产制造的角色,同时也承担着的角色。质量监督2、思考题:合格产品是生产出来的,还是检验出来的?答:合格产品是通过标准流程制造出来的。制造如何保证生产合格的零件?人•技能培训–利用作业指导书/缺陷警示卡•行为监督–工艺纪律/劳动纪律•身心健康–关心互助,健康状态与情绪波动对操作的影响机•熟悉–正确操作流程、熟悉各种设备性能•判断–具有判断设备状态的能力•维护–日常点检维护(设备、模具),拒绝带病作业料•辨识–牌号、颜色•可追溯–批次、使用建立记录•异常隔离–不明、受污染迅速标识并隔离法•可操作–满足人机工程•标准化–不要把作业员当天才,按流程执行•持续优化–记录在案,不断优化•首件\末件–有依据、有证据环•工位布置-不良品处置、左右件的区分、料头/胶屑•6S-干净整洁、规划标识、整齐有序、归类摆放•光照、扬尘实例讨论•接生产计划,立即实施换模,在库位刚找到模具后发现行车每开过来,从车间一端将行车开过来用了8分钟;•吊模后开始装模,发现没有这个型号的定位圈,到处找定位圈用时10分钟;•开始装模,压板用时10分钟;•装好模具后上冷却水,发现水嘴损坏一处,来回换水嘴和连接水路花去15分钟•开始调试才发现模具热流道温控箱没有打开,等待热流道升温花去20分钟•清理上个零件储料筒内剩余的材料花去15分钟;•清理完开始调试,根据自己经验调试零件花去20分钟。某工艺员换模调工作用时记录:这个工艺员前后换模共计用时:98分钟打有准备的仗•第一步:接换模任务时,在上套模具即将生产结束前20分钟找到模具并点检模具外部配件是否完好,提前准备工具、找到定位圈、模温机、温控箱、水管等•第二步:换模前提前清洗料筒,花去15分钟,并开始料筒升温或降温准备。•第三步:吊模到机台5分钟•第四步:装模、打压板15分钟并同时打开热流道问题升温•第五步:连接冷却水管5分钟;•第六步:清理模具表面油污到注塑机电脑中调出保存的参数调试出合格零件话费5分钟按照有效流程操作共计用时:45分钟经验教训总结换模作业中注意每个工序的条理性,需要分清楚和。任何作业前需要按进行。开展任何作业时,备好所需工具或物资,避免中途寻找浪费的时间。线内作业提前标准化流程线外作业首末件的意义•员工对于零件质量识别主要是靠的方式。首件•调试完毕后立即通知工人生产?()ו首件每均需要更新。A、月B、天C、班D、状态D•末件检查管理的意义是:答:1、确保每批零件、模具状态是存在变异2、预防批量质量问题的流出处理异常的三大忌讳阻碍你通往真正高手的道路随意性-标准化以为这样-数据说话迷信工艺-思维广阔,多方面分析工艺高手出招之六大步骤了解问题分析原因制定措施验证实施跟踪改进分享总结123456望闻问切,清楚问题表象找准根源再现问题,避免盲动针对病根对症下药方案全面,齐头并进标识分明,记录祥实,优剩劣汰善于发掘,举一反三持续优化改善的方法PDCA环目标达成检查C执行D计划P跟进A注塑成型周期分解锁模注射保压预塑冷却开模脱模循环生产注塑成型周期注塑成型周期是由和经过成本分析取舍后确定;出模时间工序时间2、注塑成型周期定义原则:工序时间出模时间1、名词解释:•出模时间:注塑机在最优成型工艺条件下,最短时间内制造出合格零件的循环时间。•工序时间:注塑作业员在完成零件规定工序时的加工时间。成本意识•假设一台价值50万元的470吨注塑机,其最大功率76KW。•我们生产一个月平均销售量为20000件的零件•材料为价值15000元/每吨PP料•产品重量:100g•生产周期:1出1,40秒实例详解接下来,我们看看我们周期提升1s,产品少做1g,为公司创造的效益每小时大概费用(固定资产):7.13+68.4+6=81.5元+12元=91.5元折旧成本(预期8年)≈500000/(365*8)/24=7.13元能源成本(电费按1.5元/度)≈76*0.9*=68.4管理成本(场地、维护等按8%)≈(68.4+7.13)*0.08=6元工人+技术员成本约(1个人计算):10元成本实例计算年节人工设备费用约:20000件*12个月/3600*91.5元=6100元每年节约材料费用:20000件*12个月/1000*15=3600元合计共约节约:6100+3600=9700元工序合理优化ECRS分析方法•取消(Eliminate)-取消不必要的工序不步骤•合并(Combine)-将关联性的步骤或工序整合成一个工序•调整顺序(Rearrange)-减少移动、等待的浪费•简化(Simplify)-重新制定新的方案最终达到优化周期第三节工艺调试温度压力速度位置时间注塑工艺参数注塑工艺参数的组成从作用上可以分为:开合模、注射、保压、冷却、熔胶等从类型上可以分为:温度、压力、速度、位置、时间等工艺稳定性变差为什么每批次同样注塑机、模具、材料牌号上次的工艺这一次却生产不出来合格的零件?环境模具材料参数设备如何避免?验证允许偏移范围,设置参数公差值模具对工艺的影响•锁模力•分型面配合•排气•型腔光洁度•水口布置•流道布置•进胶口大小•运水合理性锁模力=产品正投影面积*模腔平均填充压力脆化区塑料三态变化及加工性能低高玻璃态高弹态粘流态热分解低于玻璃态,塑料脆化,生产的零件极易不合格玻璃态时可以切削加工高弹态可拉伸、拉丝、热压、吹塑等粘流态时可涂复,滚塑、注塑加工塑料分解,性能受到破坏塑料三态变化料筒温度设定计量段压缩段储料段下料喉射嘴段•一般根据材料供应商物性表推荐温度进行调节;•我们容易忽略的一个温度区域机就是下料喉(喂料区),可能会影响零件的外观品质•不合理的温度可能造成材料的降解、分解、物性改变,造成零件变色、变脆、韧性下降等•有时储料段和下料喉温度设置不合理会导致螺杆打滑、塑化能力下降从而影响工艺的稳定性自烘斗鼓风机应用技巧•工艺点检应注意观察实际的温度值;•风门并非一成不变,根据不同材料适当进行调节;•最佳的烘料效果需要时刻保持满桶;储料设定•储料压力—根据螺杆转速和背压需要调节至合适的传动压力;•储料速度—材料融化部分热量其实来自于螺杆转动剪切发热,因此不同的材料需要不同转速,如双英常用的PP、ABS为550~650mm/s、POM为100~300mm/s、PA6为400~500mm/s;•储料位置—计算公式为S=MS*MG/PG*K,一般垫料位置应大于5~10mm(S:储料位置MS:注塑机最大注射行程MG:注塑机最大注射量PG:产品理论全重K:一般取1.1~1.35)•背压—螺杆预料时,注射油缸受到的阻力。它可以调节材料的密实性,同时预防气体混入熔体内造成银丝、气孔等缺陷,某些时候可以作为一个额外的保压手段。•松退—防止材料从射嘴溢流的措施,过大会造成空气进入料筒,使产品进胶口附近形成气纹料花。背压的合理设定如左侧曲线:根据实验实际证明,不同材料一旦超过临界点,塑化效果会逐渐下降。背压越大越好,背压越大塑化效果越好工艺稳定性检查工艺稳定性检查锁模力通常要稳定一个工艺,锁模力也是比较重要的参数。相同的其他成型工艺参数如果锁模力不同,调试出来的零件也有可能发生改变。锁模力影响•锁紧力不足将导致零件出现披锋、夹线过大;•选用以平均填充压力大作为原材料的零件(如:PC、PC+ABS等),锁紧力过小内部应力大部分将集中在零件的PL线、变截面附近释放而导致产品外观出现压力痕;•太紧导致排气不良;•过量锁模将使模具寿命降低。常见注塑缺陷•缺料•缩水•披锋(毛边)•熔接痕•困气、烧焦•银纹(水花纹、气纹、枕纹、放射纹)•曲翘变形•混色•气泡、气孔•鼓泡、分层剥离•光泽不均谢谢大家!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 sgy04083313
sgy04083313
本文标题:注塑工艺员进阶培训
链接地址:https://www.777doc.com/doc-981209 .html