您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 皮带胶接工艺培训资料
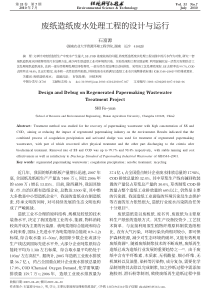
皮带胶接工艺培训资料一、前述皮带的连接方法有机械连接法和胶接法,胶接法又分冷接法和热接法。机械连接法是用机械扣子将运输皮带的两个头扣接起来的方法;冷接法是用“黄时得”等液体胶水粘接的方法,热接法是用电热胶带系列硫化机升温加压硫化的方法。对比之下热接法不仅接头光滑,并几乎与原带无异,能减少对滚筒的磨损和延长运输机及运输带的使用寿命,大大增加了原胶带的拉力强度;故此主讲热接法的DRJL系列电热胶带硫化法。二、胶带接口工艺1、多层带接口参数N-------帆布层数N-1-----为台阶数(我们通常定为6个台阶数)l--------每层台阶长度(mm)(根据硫化机有效宽度而定,我们通常取100)LlBa图2-1在胶粘剂选定后,层间粘合强度一定,l长度主要取决于单层带芯帆布的强度,强度越高l越长。通常取在100-400mm之间(见表)帆布强度(N/mm)406380125200台阶长度l(mm)100150200250300B--------胶带宽度(mm)a--------斜角角度,一般tga=0.3-0.5大有利于应力分布均匀,但加工胶带损耗大。据有关资料介绍,德国取tga=0.3(a=16°42′);英国取tga=0.5(a=26°)日本取a=22°;我国有取30°,经综合分析我们取硫化机隔热板两个相邻边的锐角。2、接口加工步骤2.1下部接口台阶加工加工前准备胶带两端互相搭接时要使上部胶带与运行方向一致,并标出上部胶带和下部胶带的记号。在胶带端部划垂直于运行方向的的直线,用硫化机隔热板划出与胶带边缘呈与硫化机隔热板相同的锐角的斜线。加工要点:a、根据我矿硫化机(DRJL-1200)或(DRJL-1000)的加热盘宽度,确定L=600mm(即6台阶,每台阶长l=100mm);b、根据胶带的帆布层数合理匀分每台阶帆布层数;c、剥层及修边,若是钢丝皮带剥层走向应与钢丝走向一致;2.2上部接口台阶加工胶带两端与边胶定位线为准互相叠放,下部胶带的最上层帆布承接上部胶带的斜块段,加工方法如下部胶带加工,其基本止标是始终准备地保证帆布层台阶的尺寸。2.3检验与注意事项接口剥好后,将胶带接口部两端相叠,并检验其接头及帆布层各台阶是否互相精确配合,否则进行修配并不允许损坏台阶内的帆布层。2.4表面处理2.4.1打毛并清除表面毛屑;2.4.2用有机溶剂如:甲笨、丁酮、三氯乙烯、丙酮等清洗掉待粘表面的油污物;2.5配胶和抹胶2.5.1按所用胶比例,准确称量,混合均匀,一般能完全溶解就行。2.5.2抹胶时要两个头同时进行,用毛刷要沿一个方向凃胶,不要来回刷以免产生气泡,要注意胶层均匀并要求凃抹2遍。三、DRJL系列硫化机使用1、技术参数规范a、使用电压:380V或660V;b、硫化温度:0-200℃c、升温时间:常温到硫化温度不大于50分钟;d、硫化压力:1.8Mpa;e、硫化保温时间:按胶带厚度调节,(650、800、1000的新胶带一般为30分钟就行)f、硫化胶带接头长度可按需要单台或多台任意拼接。(接头放一薄铁、铜或钢片,防止胶液渗出)2、硫化机结构DRJL系列电热式胶带硫化机主要组成部份有:机架、水压板、上下加热板装置、水压加压系统、电气控制箱等.(如图3-1)(图3-1)1----机架2----夹紧装置3----垫块(自备)4----螺栓5----螺母6----垫圈7----上下加热板8----水压板9----隔热板(图3-1)1----机架2----夹紧装置3----垫块(自备)4----螺栓5----螺母6----垫圈7----上下加热板8----水压板9----隔热板机架a、机架:机架安装分上、下各五件,其结构形式为箱型、完全对称,使用时便于上、下互换.它采用特殊规格的铝合金型材,轻便灵活、便于操作.b、水压板:水压板是DRJL系列硫化机在硫化过程中,主要施加硫化压力的装置.其结构特征是:在和电加热盘平面尺寸大小相同的尼龙橡胶板上,铺上与平面尺寸相同的尼龙橡胶板,四周用框形压板,螺栓,螺母压紧,形成一密闭容器胶囊袋,一端留有进水孔,使介质为廉价而无污染的清洁高压水注入水压板胶袋中.根椐压强原理、压力均匀传到运输带硫化胶接的接头上形成硫化压力。c、电加热装置:电加热装置分上、下二系统装置,它们是运输带接头硫化胶接时硫化温度的热量来源.其结构特征是:在铝合金平板上,加工有一定深度的沟槽,沟槽内装置不同功率系统的电热材料,各电热材料以并联连接式或串联型式连接在绝缘套管内,由于直接加热铝合金材料,传递热量快,温度均匀.d、隔热垫板:斜角与加热板相同的木制板(厚度3-5mm可自做)e、水压加压系统:水压加压系统是专为水压板注水用的,它的系统组成有:水箱、过滤器、电动泵(手动泵)、高压水管、快速管接头、压力表等。f、电气控制箱:电气控制箱是硫化机实施硫化工艺的整个电气控制部份,它的系统组成有:输出口、输入口、电流表、时间设置显示等。3、设备的安装安装硫化机的基础应整成平面周围留有操作硫化机的余地(不论是将硫化机安装在输送机机架上或地面上)a、将下机架五件垂直于运输带接头方向,按水压板面积摆平,每件机架之间间隙要均匀;图3-3放置水压板图3-2下机架放置示意图b、将水压板放在机架上;c、将下加热板放置在水压板隔热板上,加热盘盖板向下,加热盘工作面向上;图3-4放置下加热盘d、将已剥好的胶带接头放置在加热盘工作面上,安装垫块(与皮带等厚度)图3-5放置胶带及垫块f、安置上电加热盘,工作面向下;图3-6安置上加热盘f、安置上电加热盘,工作面向下;图3-7安置隔热板g、在上加热板上安置隔热板;图3-8安置上机架h、在隔热板上安置上机架,上下要架要对齐;j、按总图将水压加压系统、水泵、电控箱接好输出(Ⅰ和Ⅱ)输入,即可启动硫化。四、组织管理1、人员组织除了掌握上述胶接过程和工艺技术以外,人员组织与安排同等重要;在补接胶带前,要对现场进行勘察,了解所须人力,根据所须人力再进行详细的人员分工;2、准备工作根据现场勘察的情况,提前准备好工器具和临时用料;比如:检查硫化机套装是否齐全、是否还有面胶溶液、接口面胶、就位皮带的钢丝绳、钢铁棒、架子等;i、在上下机架的两端穿上螺栓并漩上螺母紧固;图3-9上下机架两端穿上螺栓3、作业过程连续不断在整个过程中,要学会应用统筹方法,能同步进行安排和作业的务必同时开工。2005年4月
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![人民币汇率变动与中美贸易失衡研究[1]](/doc-1175928.png)
 cym0307
cym0307
本文标题:皮带胶接工艺培训资料
链接地址:https://www.777doc.com/doc-983483 .html