您好,欢迎访问三七文档
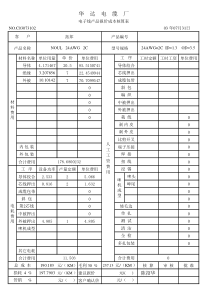
品质管理(QC)七大手法之六直方图请深思小故事:只要站起来的次数比倒下去的次数多一次就是成功第一章数据与查检表查检集数据第二章柏拉图柏拉抓重点第三章特性要因图鱼骨追原因第四章散布图散布看相关第五章图表与管制图管制找异常第六章直方图直方显分布第七章层别法层别作解析讲解的内容第六章直方图一.何谓直方图?直方图就是将所收集的数据.特性或结果值,用一定的范围在横轴上加以区分成几个相等的区间,将各区间内的测定值所出现的次数累积起来的面积用柱形画出的图形.第六章直方图二.直方图的制作步骤:1..2.找出数据中的最大值与最小值.3.计算全距.4.决定组数与组距.5.决定各组的上组界与下组界.6.决定组的中心点.7.制作次数分配表.8.制作直方图.三.直方图的应用:3.1测知制程能力直方图的集中与分散情形即表示制程的好坏,直方图的重心为平均数u所在,经修匀后之分配若为常态分配,则自拐点引一横轴之并行线与平均数之垂直轴相交,可求得表现差异性的标准差σ,良好的制程,平均数接近规格中心,标准差愈小愈佳.3.2计算产品不合格率品质改善前后的不合格率,可直接由次数分配表或直方图计算出来.3.3调查是否混入两个以上不同群体:双峰或多峰3.4测知有无假数据:峭壁型3.5测知分配形态:由直方图的形状能知道制程异常与否3.6藉以订定规格界限3.7与规格或标准值比较3.7.1合适制程能力3.7.2制程能力较规格好很多3.7.3中心偏左或偏右制程能力,平均位置的偏差3.7.4分散度过大制程能力,标准偏差太大3.8设计管制界限可否用于管制制程计量值管制图如X-R管制图,当σ未知,以X作为中心线,X±A2R作为管制上下限,以为设计的管制界限直方图在应用上必须注意事项1.异常值应除去后再分组;2.直方图可根据由山形图案分布形状来观察制品工程是否正常,即对于从样本测定值推测群体形态,直方图是最简单有效的方法.3.产品规格分布图案可与目标标准规格作比较,有多大的差异.4.是否必要再进一步层别化.直方图运用方法1.求全距2.决定组数组数过少,虽可得到相当简单的表格,但却失去次数分配的本质;组数过多,虽然表列详尽,但无法达到简化的目的.(异常值应先除去再分组).分组不宜过多,也不宜过少,一般用数学家史特吉斯提出的公式计算组数,其公式如下:K=1+3.32LgN一般对数据之分组可参考下表:10~20250个以上6~1050~1007~12100~250组数数据数3.组距组距=全距/组数组距一般取5,10或2的倍数4.决定各组之上下组界最小一组的下组界=最小值-测定值之最小位数/2测定值的最小位数确定方法:如数据为整数,取1;如数据为小数,取小数所精确到的最后一位(0.1;0.01;0.001……)最小一组的上组界=下组界+组距第二组的下组界=最小一组的上组界其余以此类推5.计算各组的组中点各组的组中点=下组界+组距/26.作次数分配表将所有数据依其数值大小划记号于各组之组界内,并计算出其次数.7.以横轴表示各组的组中点,从轴表示次数,绘出直方图如何由图形的分布状态判断1.标准型如图中显示中间高,两边低,有集中的趋势,表示规格.重量等计量值的相关特性都处于安全的状态之下,制品工程状况良好.如下图所示:02468102.缺齿形如图中显示缺齿形图案,图形的柱形高低不一呈现缺齿状态,这种情形一般就来大都是制作直方图的方法或数据收集方法不正确所产生.如下图所示:01234567893.偏态型如图所示为高处偏向一边,另外一边拖着尾巴,这种偏态型在理论上是规格值无法取得某一数值以下所产生之故,在质量特性上并没有问题,但是应检讨尾巴拖长在技术上是否可接受;例治工具的松动或磨损也会出现拖尾巴的情形.如下图所示:0123456789104.双峰型有两种分配相混合,例如两台机器或两种不同原料间有差异时,会出现此利情形,因测定值受不同的原因影响,应予层别后再作直方图.02468105.离散型测定有错误,工程调节错误或使用不同原材所引起,一定有异常原存在,只要去除,即可制造出合规格的制品02468106.高原型不同平均值的分配混合在一起,应层别之后再作直方图012345678910与规格值或标准值作比较1.符合规格A.理想型:制品良好,能力足够.制程能力在规格界限内,且平均值与规格中心一致,平均值加减4倍标准偏差为规格界限,制程稍有变大或变小都不会超过规格值是一种最理想的直方图.02468B.一侧无余裕:制品偏向一边,而另一边有余裕很多,若制程再变大(或变小),很可能会有不良发生,必须设法使制程中心值与规格中心值吻合才好.01234567C.两侧无余裕:制品的最小值均在规格内,但都在规格上下两端也表增其中心值与规格中心值吻合,虽没有不良发生,但若制程稍有变动,就会有不良品发生之危险,要设法提高制程的精度才好.01234567892.不符合规格A.平均值偏左(或偏右)如果平均值偏向规格下限并伸展至规格下限左边,或偏向规格上限伸展到规格上限的右边,但制程呈常态分配,此即表示平均位置的偏差,应对固定的设备,机器,原因等方向去追查.012345678上限下限B.分散度过大:实际制程的最大值与最小值均超过规格值,有不良品发生(斜线规格),表示标准偏差太大,制程能力不足,应针对人员,方法等方向去追查,要设法使产品的变异缩小,,或是规格订的太严,应放宽规格.012345678下限上限C.表示制程之生产完全没有依照规格去考虑,或规格订得不合理,根本无法达到规格.01234567下限上限实例1某电缆厂有两台生产设备,最近,经常有不符合规格值(135~210g)异常产品发生,今就A,B两台设备分别测定50批产品,请解析并回答下列回题:1.作全距数据的直方图.2.作A,B两台设备之层别图3.叙述由直方图所得的情报收集数据如下:146158163151160167162171173154156152160155177188184172174167155148169142153170155176169165162157144166150179166167177173173164165158157176178194169187175180186170165183160182188179170119162150148153169137172161163176163157157132163185179162139170161150177169123136150167172184168161152165156183168175B设备A设备解:1.全体数据之最大值为194,最小值为119根据经验值取组数为10组距=(194-119)/10=7.5取8最小一组的下组界=最小值-测定值之最小位数/2=119-1/2=118.5最小一组的上组界=下组界+组距=118.5+8=126.5作次数分配表次数次数次数99186.5182.5~190.5913821162.5158.5~166.5615217154.5150.5~158.55718146.5142.5~150.5444138.5134.5~142.535050100合计11194.5190.5~198.51011314178.5174.5~182.5871623170.5166.5~174.5711130.5126.5~134.5222122.5118.5~126.51B设备A设备全体组中点组界序号2.全体数据之直方图2148172123149100051015202530122.5130.5138.5146.5154.5162.5170.5178.5186.5194.5202.5210.5組中點次數SL=135SU=2102.作A设备之层别直方图00012816139100024681012141618122.5130.5138.5146.5154.5162.5170.5178.5186.5194.5202.5210.5組中點次數SL=135SU=2103.作B设备之层别直方图214715137102468101214161820122.5130.5138.5146.5154.5162.5170.5178.5186.5194.5202.5210.5組中點次數SU=210SL=135B设备可能发生超出规格下限的可能,因此,有必要加以改善,使数据平均值右移到规格中心.A设备若能使CP值再小,则将更好.稍偏左正常稍偏左形状分布中心与规格中心值相比较,稍为偏左,若变动大,则有超出规格下限的可能B设备分布中心与规格中心值相比较,稍为偏左,若变动大,则有超出规格下限全体全部在规格界限内,没有不良品出现A设备项目4.结论直方图实例31111213010113次数168.25165~171.58161.75158.5~1657148.75145.5~1525142.25139~145.54135.75132.5~1393129.25126~132.52122.75119.5~1261152~158.5组界155.256组中心点NO3111030211111305101520253035119.5~126126~132.5132.5~139139~145.5145.5~152152~158.5158.5~165165~171.5下限SL130上限SL180分组演练请运用以下数据小组内讨论并设计出一份直方图。谢谢聆听期望对您有所帮助Q&A
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 jorphy
jorphy
本文标题:直方图培训材料
链接地址:https://www.777doc.com/doc-983568 .html