您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 管路加工工艺培训教材
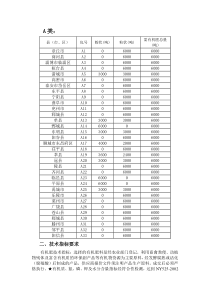
1、管路分厂培训教材管路加工工艺培训教材管路分厂技术科2009-8-21请关闭手机或改为震动请把心带来请充分讨论与分享培训内容一、工艺的定义二、管路加工工艺流程三、弯管版块加工工艺四、焊接版块加工工艺1、工艺:劳动者利用生产工具对各种原材料,半成品进行加工和处理,改变它们的几何形状,外形尺寸,表面状态,内部组织,物理和化学性能以及相互关系,最后使之成为预期产品的方法及过程。2、工艺技术:人类在劳动中逐渐积累起来并经过总结的操作技术经验,它是应用科学,生产实践及劳动技能的总和。一、工艺的定义管路一厂加工工序主要包括管路件加工和管路组件焊接加工两大版块,其中管路件加工包含下料、管端成型、弯管等工序;焊接包含四通阀组件焊接、毛细管组件焊接、分液头组件及集气管组件焊接等,所生产物料供两器氦检线及总装厂装配。二、管路加工工艺流程弯管版块包含以下工序:三、弯管版块加工工艺下料是管路加工的第一道工序,采用无屑切割的方式,目前主要有四管下料机和单管下料机两种下料设备。★铜管拆包检查管的铭牌、规格尺寸(φ6×0.5、φ7×0.6、φ8×0.65、φ9.52×0.71、φ12×0.8、φ12×1、φ16×1。
2、、φ19×1),重量,有无其它缺陷。★不得使用喷墨段铜管。★表面不得有明显划伤、压痕、拉伤、氧化。★操作是注意要轻拿轻放,避免打伤。★尺寸长短误差±1mm。★单边毛刺MAX0.075mm。★管径的椭圆度=(铜管长边-铜管短边)/规定外径≤2.5%。1、下料工序管端成型指扩口、缩口、冲定位环、打定位凸点、打定位凹点、扩喇叭口、夹口。管端成型的目的是两段铜管间对接定位。★检验上道工序是否存在问题(管路件长度、划伤、氧化、喷墨、毛刺等)。★是否有斜口、拉伤、起皱、裂痕等现象。★操作时注意要轻拿轻放,避免碰伤铜管。★待处理及不合格品要及时处理到位。★尺寸公差L:±0.5,OD:–0.1~0(或ID0~0.1);定位环环径:Φ环径±0.52、管端成型工序表3.1附图:扩喇叭口扩口冲定位环缩口环径适用条件:三个及三个以上的弯管一般应采有自动折弯。★试弯制前检验上道下料工序是否存在问题。★定位尺寸要控牢。★用芯棒时要加油润滑。★弯制时要注意轻拿轻放,避免碰伤。★待处理及不合格品要及时处理到位。★铜管经过弯制后,弯管出的横截面会由弯前的圆形,变成椭圆形,椭圆形的长径a与短径b之比即为铜管的弯扁率e,弯。
3、扁率e<1.185。3、自动弯管工序适用条件:三个弯以下的弯管一般应采有手动折弯。★试弯制前检验上道下料工序是否存在问题。★弯制的管件是否符合图纸要求(尺寸、扁平率、管口圆度、划伤等)及时送检合格后批量生产,加强抽查的力度,控制异常情况发生。★待处理及不合格品要及时处理到位。★弯制时要注意轻拿轻放,避免碰伤。★弯扁率e<1.185。4、手动弯管工序滑模夹模圆模定位块★孔位规格:Φ5.8×1、Φ6.2×1、Φ7.2×1、Φ8.2×1、Φ9.7×1.5,公差为0mm~+0.1mm★检验上道下料工序是否存在问题。★选定好钻头,并磨好,要使钻出的孔圆、毛刺要少。★将去过毛刺的管路件用(8—15公斤压力)的中压空气吹尽管内杂质,对每个管口的吹气停留时间为2—3秒。★是否符合图纸要求,及时送检,合格后批量生产。★加强抽查的力度,控制异常情况发生。5、钻孔、去毛剌★孔翻边设备:卧式拉边机、台式钻床以及数控冲孔翻边机。★翻边孔位规格推荐:Φ5.8×1、Φ6.2×1、Φ7.2×1、Φ8.2×1、Φ9.7×1.5,公差为0mm~+0.1mm。★所有铜管壁厚在2.0mm以下的管孔,都要求翻边。★拉出的管径是。
4、否能同相应的管路对接,有无变形,孔口是否开裂,凸台高度是否符合图纸要求。6、孔翻边弯管常见缺陷1、焊接的种类★焊接焊接是通过加热或加压,或两者并用,再加入或不加入填充材料,使两焊件达到原子和分子间结合从而形成一个整体的工艺过程。★焊接分类按采用的能源、工艺方法和焊接金属所处的不同状态,把焊接分为熔焊(焊接过程中将焊接接头加热至熔化状态,不加压力完成的焊接方法)、压力焊(焊接过程中、无论加热与否,都必须对焊件施加压力,来完成的一种焊接方法)、钎焊三大类。★钎焊焊接中焊件不溶化,而只是加热使熔点低于母材的钎料熔化后流入接头间隙与母材相互扩散完成的焊接方法。四、焊接版块加工工艺2、火焰钎焊工艺(1)火焰钎焊原理火焰钎焊就是将母材金属加热到钎焊温度后,加入钎剂钎料,熔化的钎剂、钎料是靠毛细作用在钎缝间隙内流动,利用液态钎料的润湿性,填充接头间隙并与母材金属相互扩散实现连接焊件的—种方法。(2)钎料①对钎料的基本要求★具有适当的熔点,钎料的熔点比母材的熔点至少低几十度。★具有良好的润湿性,能在母材表面润湿铺展并充分填满钎缝间隙。★能与母材发生溶解、扩散等相互作用,并形成牢固的冶金结合。★应具有稳。
5、定和均匀的成分。★得到的钎焊接头应能满足使用要求。②钎料分类★通常按熔化温度来划分钎料,熔化温度低于450℃的称为软钎料,高于450℃的称为硬钎料,高于950℃的称为高温钎料。★硬钎料根据组成钎料的主要元素不同,分为铝基、铜基、银基等。用于火焰钎焊的硬钎料主要是银基钎料和铜基钎料等。其中铜基钎料包括铜锌钎料和自钎剂的铜磷钎料两大类★在管路系统焊接生产过程中,普遍选用的钎料是Bcu93P、Bcu91PAg(2B),Bcu89PAg(5B)主要是基于这种钎料在钎焊温度下有很好的流动性,能有效地填满接头间隙,同时它能根据工艺要求加工成条状、线状、环状和其他形状来预置在接头中,可实现自动生产。★对于小于等于Ф6的管路组件焊接必须使用2B铜银焊条,其他管径管路焊接使用铜磷焊条。严禁使用“双焊条”焊接,否则作辞退处理。(3)钎剂和保护气氛①钎剂的作用:★钎剂的主要作用是去除钎焊金属和液态钎料表面氧化膜,改善钎料对基体金属表面的润湿性,促使钎料填缝并流布,钎剂的熔点及最低活性温度稍低于钎料的熔化温度。钎焊时,当钎剂熔化后应及时使钎料熔化,并填充接头间隙形成优良的钎缝。如果钎剂用量过多,钎料不及时熔化。
6、,则钎缝易形成夹渣、针孔,甚至泄漏。②钎剂的基本要求:★钎剂的熔点和最低活性温度比钎料低,有足够的流动性。★有良好的热稳定性,使钎剂在加热过程中保持成分和作用稳定不变。★能很好的溶解或破坏被钎焊金属和钎料表面的氧化膜。★熔融钎剂及清除氧化膜后的生成物密度应较小,有利于上浮排出。★熔融钎剂残渣不应对钎焊金属和钎缝有强烈的腐蚀作用。③保护气氛:★通过保护气氛,可以防止在钎焊过程中产生氧化物或其他不应该出现的氧化物,可以产生出优质的钎焊接头。★我们常用氮气作为保护气体,它是一种惰性气体,一般不与其他元素发生反应,不会产生燃烧和安全问题。空调焊接生产中充氮主要有两种方式,一是从工装集中充氮,像毛细管组件中叉型过漏器焊接时,是将几个叉型过滤器一端放在工装定位孔内,从工装一端集中充气保护。第二种充氮是直接从管的一端充气,如冷凝器部件焊接分气管和集液管时便是这种方式。(4)格力焊接气体压力参数★氮气压力0.01~0.15MPa;★氧气压力0.4~0.7MPa;★液化气压力0.06~0.10MPa;(5)钎焊接头设计①钎焊接头★钎焊接头基本形式有对接、搭接/套接等,搭接/套接的强度最好,对接最差。★管。
7、路系统主要是采取两管插入式(套接),管路一端扩口,或一端缩口,这种接头有两个关键因素:插入长度和装配间隙。管路插入长度一般取6~14mm即可保证接头与母材强度相当。★接头装配间隙的大小也是影响钎缝致密性和接头强度的关键因素之一。接头间隙越小,强度越高,但间隙过小,会防碍钎料的流动,导致钎缝内产生未钎焊透,使接头强度降低,间隙过大,破坏了钎料的毛细管作用,使钎料不能填满接头间隙。★不同的铜管规格接头间隙也有所不同,紫铜管装配间隙的最佳值为0.05mm~0.20mm。配合管路推荐间隙(单边)毛细管0.1~0.20Φ5~Φ9.52(Φ12)0.05~0.15Φ12~Φ190.1~0.20Φ22~Φ280.15~0.20Φ28以上0.15~0.20注:Φ12的管与Φ12以上的管配合使用时,推荐间隙为0.05~0.15;Φ12的管与Φ12以下的管配合使用时,推荐间隙为0.1~0.20。(6)钎焊接头质量检验①钎焊接头缺陷及防止:定或加热不均匀分退火降低钎焊温度;避免钎焊面有划痕;焊前充钎焊金属中裂纹钎焊后冷却太快;钎料和母材膨胀系数相差大;接头不合理钎焊前焊件中存在较大的应力;焊件刚性固剂钎料成。
8、的气体;钎焊金属析出的气体钎料流失钎缝中裂纹钎焊温度太高或保温时间过长;钎剂反应生减慢冷却速度;选择合适的钎料,改善接头设计采用合适钎剂;保证钎料用量;合适的间隙;清除毛刺钎剂活性差,熔点不合适;钎料不够;毛刺钎焊温度过高;钎焊时间过长;钎料与母材卷起,防碍钎料填充降低钎焊温度,缩短保温时间,采用合适钎发生化学反应部分间隙未填满缺 陷产 生 原 因防 止 方 法清除焊件表面氧化膜气孔降低钎焊温度,缩短保温时间;钎料除气,夹气夹渣填缝速度不均匀;加热不均匀;间隙尺寸不正确采用合适的间隙;钎料钎剂匹配;钎料从一端加入②钎焊接头的质量检验方法:钎焊接头质量的检验分为破坏性检验和无损检验。破坏性检验可按照有关实验标准来进行钎焊接头强度实验和弯曲实验。无损检验常用的方法有外观检验、致密性实验、磁粉检验、着色和渗透检验、X射线检验、超声波检验等。致密性实验常用的方法是压力实验,其具体方法是封闭试件的所有开口,在钎焊接头部位表面上涂一层肥皂水,然后充气加压,观察是否有气泡产生。着色和渗透实验主要是用来检验接头的表面缺陷,X射线和超声波主要用来检测接头的内部缺陷。(7)管路件的火焰钎焊①燃烧特性:★火。
9、焰钎焊完成钎料熔化和流动所需要的热量是靠燃气火焰来实现的,燃气与氧或空气燃烧形成火焰,直接加热工件。燃气包括乙炔气、氢气、丙烷气和液化气等。随着氧气与燃气的比例不同,火焰的特性也不同,常用的火焰状态是还原焰和中性焰。②焊接火焰:★焊接火焰是用来加热、熔化工件或焊料进行焊接的热源,焊接火焰直接影响焊接质量和生产效率。★气体火焰有氧-乙炔焰、氢氧焰及液化石油气燃烧的火焰。焊接火焰根据可燃气体与氧气的混合比例不同燃烧的火焰不同,可分为氧化焰、中性焰和碳化焰。★中性焰:当氧气与可燃气体的混合比例达到刚好完全反应时,也就是燃烧后的气体中既无过剩的氧气也无过剩的可燃气体和分离出的碳,这种火焰就是中性焰。中性焰热量集中,温度可达2300~2550℃,火焰结构分为焰心、内焰、外焰三部分,内焰温度最高。★碳化焰:当氧气与可燃气体的混合完全反应后,会有碳素微粒产生,也就是燃烧后的气体中既无过剩的氧气,但有分离出的碳,这种火焰就是碳化焰。碳化焰温度可达2000~2250℃。★氧化焰:当氧气与可燃气体的混合完全反应后,会有大量的氧气剩余,也就是燃烧后的气体中有大量过剩的氧气,这种火焰就是氧化焰。氧化焰温度可达。
10、2600~2850℃。③火焰钎焊的操作要求:★实际生产中,要按照管路规格选好焊矩规格和喷嘴大小,从点火开始逐步调节火焰,火焰应调节成中性火焰或微还原性火焰,加热时一般是先加热管口处的插入管部分。它将膨胀与套管紧密配合,再加热外层套管。加热位置不当,容易造成过烧和氧化严重,对于异种材料,正确的加热是偏向高导热性的接头组件,如厚重件和传热快的件,同时注意火焰的焰心不能直接紧密接触套管口,不得定点加热,摆动火焰保持均匀加热,保证在结合面上温度均匀一致以免过烧。★铜管钎焊温度约在800℃,钎料的送进必须从火焰加热方向的背面添加(如图所示),焊料是由铜管表明烫熔,自然流开并填满焊缝。焊接过程中对于组件的薄弱部分应该采取保护措施,如四通阀组件的焊接是将四通阀放在设有冷却水的工装中,空调的高低压开关则采用湿布保护焊接。④焊接残余应力:★当焊接两个工件周围环境不同或两个工件为不同材料时,钎焊连接在一起时,因为两个工件的冷却有先后顺序时间差或两种材料膨胀系数的差别,导致接头的两个工件收缩速度不同,在最终组件中会形成很大的残余应力。★退火(俗称回火):焊后必须回火,工件焊完后,待温度降至200℃~300℃(。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 笨冰冰
笨冰冰
本文标题:管路加工工艺培训教材
链接地址:https://www.777doc.com/doc-984829 .html