您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 钳工基础知识培训资料
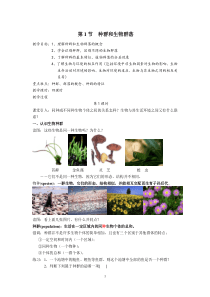
钳工基础知识一、钳工的基本操作•钳工是主要手持工具对夹紧在钳工工作台虎钳上的工件进行切削加工的方法,它是机械制造中的重要工种之一。•因为在加工过程中,大多离不开虎钳对工件的夹持。从而得名,叫钳工。•钳工的基本操作可分为:•1.辅助性操作:即划线,它是根据图样在毛坯或半成品工件上划出加工界线的操作。•2.切削性操作:有錾削、锯削、锉削、攻螺纹、套螺纹。钻孔(扩孔、铰孔)、刮削和研磨等多种操作。•3.装配性操作:即装配,将零件或部件按图样技术要求组装成机器的工艺过程。•4.维修性操作:即维修,对在役机械、设备进行维修、检查、修理的操作。钳工的分类•普通钳工;工件的划线、钳修、制作、装配等一般工作。•工、量、具钳工;使用工具、量具、模具的制作,维修等工作。•装配钳工;将零件或部件按图样技术要求组装成机器的工艺过程。•修理钳工;将零件或部件按图样技术要求组装成机器的工艺过程二、钳工工作的范围•普通钳工工作范围•(1)加工前的准备工作,如清理毛坯,毛坯或半成品工件上的划线等;•(2)单件零件的修配性加工;•(3)零件装配时的钻孔、铰孔、攻螺纹和套螺纹等;•(4)加工精密零件,如刮削或研磨机器、量具和工具的配合面、夹具与模具的精加工等。•(5)零件装配时的配合修整;•(6)机器的组装、试车、调整和维修等。三、钳工在机械制造和维修中的作用•钳工是一种比较复杂、细微、工艺要求较高的工作。目前虽然有各种先进的加工方法,但钳工所用工具简单,加工多样灵活、操作方便,适应面广等特点,故有很多工作仍需要由钳工来完成。如前面所讲的钳工应用范围的工作。因此钳工在机械制造及机械维修中有着特殊的、不可取代的作用。但钳工操作的劳动强度大、生产效率低、对工人技术水平要求较高。四、钳工工作台和虎钳•1.钳工工作台•简称钳台,常用硬质木板或钢材制成,要求坚实、平稳、台面高度约800~900mm,台面上装虎钳和防护网。•2.虎钳•虎钳是用来夹持工件,其规格以钳口的宽度来表示,常用的有100、125、150mm三种,使用虎钳时应注意:•(1)工件尽量夹在钳口中部,以使钳口受力均匀;•(2)夹紧后的工件应稳定可靠,便于加工,并不产生变形;•(3)夹紧工件时,一般只允许依靠手的力量来扳动手柄,不能用手锤敲击手柄或随意套上长管子来扳手柄,以免丝杠、螺母或钳身损坏。•(4)不要在活动钳身的光滑表面进行敲击作业,以免降低配合性能;•(5)加工时用力方向最好是朝向固定钳身。1.钳工工作台2.虎钳内藏式油压虎钳双向油压虎钳1.划线•一、划线的作用及种类•划线是根据图样的尺寸要求,用划针工具在毛坯或半成品上划出待加工部位的轮廊线(或称加工界限)或作为基准的点、线的一种操作方法。划线的精度一般为0.25~0.5mm。•1.划线的作用•(1)所划的轮廊线即为毛坯或半成品的加工界限和依据,所划的基准点或线是工件安装时的标记或校正线。•(2)在单件或小批量生产中,用划线来检查毛坯或半成品的形状和尺寸,合理地分配各加工表面的余量,及早发现不合格品,避免造成后续加工工时的浪费。•(3)在板料上划线下料,可做到正确排料,使材料合理作用。•※划线是一项复杂、细致的重要工作,如果将划线划错,就会造成加工工件的报废。所以划线直接关系到产品的质量。•※对划线的要求是:尺寸准确、位置正确、线条清晰、冲眼均匀。•2.划线的种类•(1)平面划线—即在工件的一个平面上划线后即能明确表示加工界限,它与平面作图法类似。•(2)立体划线—是平面划线的复台,是在工件的几相互成不同角度的表面(通常是相互垂直的表面)上都划线,即在长、宽、高三个方向上划线。•二、划线的工具及其用法•按用途不同划线工具分为基准工具、支承装夹工具、直接绘划工具和量具等。•1.基准工具—划线平板•划线平板由铸铁制成,基个平面是划线的基准平面,要求非常平直和光洁。使用时要注意:•(1)安放时要平稳牢固、上平面应保持水平;•(2)平板不准碰撞和用锤敲击,以免使其精度降低;•(3)长期不用时,应涂油防锈,并加盖保护罩。•2.夹持工具—方箱、千斤顶、V形铁等•(1)方箱:方箱是铸铁制成的空心立方体、各相邻的两个面均互相垂直。方箱用于夹持、支承尺寸较小而加工面较多的工件。通过翻转方箱,便可在工件的表面上划出互相垂直的线条。•(2)千斤顶:千斤顶是在平板上支承较大及不规划工件时使用,其高度可以调整。通常用三个千斤顶支承工件。•(3)V形铁:V形铁用于支承圆柱形工件,使工件轴线与底板平行。•3.直接绘划工具—划针、划规、划卡、划针盘和样冲等•(1)划针是在工件表面划线用的工具,常用的划针用工具钢或弹簧钢制成(有的划针在其尖端部位焊有硬质合金),直径φ3~6mm。•(2)划规是划圆或弧线、等分线段及量取尺寸等用的工具。它的用法与制图的圆规相似。•(3)划卡或称单脚划规,主要用于确定轴和孔的中心位置。•(4)划针盘主要用于立体划线和校正工件的位置。它由底座、立杆、划针和锁紧装置等组成。•(5)样冲用于在工件划线点上打出样冲眼,以备所划线模糊后仍能找到原划线的位置;在划圆和钻孔前了应在其中心打样冲眼,以便定心。•4.量具—钢尺、直角尺、高度尺(普通高度尺和高度游标尺)等•高度游标尺除用来测量工件的高度外,还可用来作半成品划线用,其读数精度一般为0.02mm。它只能用于半成品划线,不允许用于毛坯。•三、划线基准•用划线盘划各种水平线时,应选定某一基准作为依据,并以此来调节每次划针的高度,这个基准称为划线基准。•一般划线基准与设计基准应一致。常选用重要孔的中心线为划线基准,或零件上尺寸标注基准线为划线基准。若工件上个别平面已加工过,则以加工过的平面为划线基准。常见的划线基准有三种类型:•1.以两个相互垂直的平面(或线)为基准;•2.以一个平面与对称平面(和线)为基准;•3.以两个互相垂直的中心平面(或线)为基准。通常选择重要孔的轴线为划线基准,若工件上有的平面已加工,则应选该平面为划线基准平行线的划法垂直线的划法•四、划线操作要点•1.划线前的准备工作•(1)工件准备包括工件的清理、检查和表面涂色;•(2)工具准备按工件图样的要求,选择所需工具,并检查和校验工具。•2.操作时的注意事项•(1)看懂图样,了解零件的作用,分析零件的加工顺序和加工方法;•(2)工件夹持或支承要稳妥,以防滑倒或移动;•(3)在一次支承中应将要划出的平行线全部划全,以免再次支承补划,造成误差;•(4)正确使用划线工具,划出的线条要准确、清晰;•(5)划线完成后,要反复核对尺寸,才能进行机械加工。一、锯割的作用•利用锯条锯断金属材料(或工件)或在工件上进行切槽的操作称为锯割。•虽然当前各种自动化、机械化的切割设备已广泛地使用,但毛锯切割还是常见的,它具有方便、简单和灵活的特点,在单件小批生产、在临时工地以及切割异形工件、开槽、修整等场合应用较广。因此手工锯割是钳工需要掌握的基本操作之一。•锯割工作范围包括:•(1)分割各种材料及半用品;•(2)锯掉工件上多余分;•(3)在工件上锯槽。二、锯割的工具——手锯•手锯由锯弓和锯条两部分组成。•1.锯弓•锯弓是用来夹持和拉紧锯条的工具。有固定式和可调式两种。固定式锯弓的弓架是整体的,只能装一种长度规格的锯条。可调式锯弓的弓架分成前后前段,由于前段在后段套内可以伸宿,因此可以安装几种长度规格的锯条,故目前广泛使用的是可调式。•2.锯条•(1)锯条的材料与结构•锯条是用碳素工具钢(如T10或T12)或合金工具钢,并经热处理制成。•锯条的规格以锯条两端安装孔间的距离来表示(长度有150~400mm)。常用的锯条是长399mm、宽12mm、厚0.8mm。•锯条的切削部分由许多锯齿组成,每个齿相当于一把錾子起切割作用。常用锯条的前角γ为0、后角α为45~50°、楔角β为45~50°。•锯条的锯齿按一定形状左右错开,排列成一定形状称为锯路。锯路有交叉、波浪等不同排列形状。锯路的作用是使锯缩宽度大于锯条背部的厚度,防止锯割时锯条卡在锯缝中,并减少锯条与锯缝的摩擦阻力,使排屑顺利,锯割省力。•锯齿的粗细是按锯条上每25mm长度内齿数表示的。14~18齿为粗齿,24齿为中齿齿为细齿。锯齿的粗细也可按齿距t的大小来划分:粗齿的齿距t=1.6mm,中齿的齿距t=1.2mm,细齿的齿距t=0.8mm。•(2)锯条粗细的选择•锯条的粗细应根据加工材料的硬度、厚薄来选择。•锯割软的材料(如铜、铝合金等)或厚材料时,应选用粗齿锯条,因为锯屑较多,要求较大的容屑空间。•锯割硬材料(如合金钢等)或薄板、薄管时、应选用细齿锯条,因为材料硬,锯齿不易切人,锯屑量少,不需要大的容屑空间;锯薄材料时,锯齿易被工件勾住而崩断,需要同时工作的齿数多,使锯齿承受的力量减少。•锯割中等硬度材料(如普通钢、铸铁等)和中等硬度的工件时,一般选用中齿锯条。•3.锯条的安装•手锯是向前推时进行切割,在向后返回时不起切削作用,因此安装锯条时应锯齿向前;锯条的松紧要适当,太紧失去了应有的弹性,锯条容易崩断;太松会使锯条扭曲,锯缝歪斜,锯条也容易崩断。三、锯割的操作•1.工件的夹持•工件的夹持要牢固,不可有抖动,以防锯割时工件移动而使锯条折断。同时也要防止夹坏已加工表面和工件变形。•工件尽可能夹持在虎钳的左面,以方便操作;锯割线应与钳口垂直,以防锯斜;锯割线离钳口不应太远,以防锯割时产生抖动。•2.起锯•起锯的方式有远边起锯和近边起锯两种,一般情况采用远边起锯。因为此时锯齿是逐步切入材料,不易卡住,起锯比较方便。起锯角α以15°左右为宜。为了起锯的位置正确和平稳,可用左手大母指挡住锯条来定位。起锯时压力要小,往返行程要短,速度要慢,这样可使起锯平稳。•3.正常锯割•锯割时,手握锯弓要舒展自然,右手握住手柄向前施加压力,左手轻扶在弓架前端,稍加压力。人体重量均布在两腿上。锯割时速度不宜过快,以每分钟30~60次为宜,并应用锯条全长的三分之二工作,以免锯条中间部分迅速磨钝。•推锯时锯弓运动方式有两种:一种是直线运动,适用于锯缝底面要求平直的槽和薄壁工件的锯割;另一种锯弓上下摆动,这样操作自然,两手不易疲劳。•锯割到材料快断时,用力要轻,以防碰伤手臂或拆断锯条。•4.锯割示例•锯割圆钢时,为了得到整齐的锯缝,应从起锯开始以一个方向锯以结束。如果对断面要求不高,可逐渐变更起锯方向,以减少抗力,便于切入。•锯割圆管时,一般把圆管水平地夹持在虎钳内,对于薄管或精加工过的管子,应夹在木垫之间。锯割管子不宜从一个方向锯到底,应该锯到管子内壁时停止,然后把管子向推锯方向旋转一些,仍按原有锯缝锯下去,这样不断转据,到锯断为止。•锯割薄板时,为了防止工件产生振动和变形,可用木板夹住薄板两侧进行锯割。四、锯割操作注意事项•1.锯割前要检查锯条的装夹方向和松紧程度;•2.锯割时压力不可过大,速度不宜过快,以免锯条折断伤人;•3.锯割将完成时,用力不可太大,并需用左手扶住被锯下的部分,以免该部分落下时砸脚。•常用的角螺纹工件,其螺纹除采用机械加工外,还可以用钳加工方法中的攻螺纹和套螺纹来获得。攻螺纹(亦称攻丝)是用丝锥在工件内圆柱面上加工出内螺纹;套螺纹(或称套丝、套扣)是用板牙在圆柱杆上加工外螺纹。一、攻螺纹•1.丝锥及铰扛•(1)丝锥•丝锥是用来加工较小直径内螺纹的成形刀具,一般选用合金工具钢9SiGr制成,并经热处理制成。通常M6~M24的丝锥一套为两支,称头锥、二锥;M6以下及M24以上一套有三支、即头锥、二锥和三锥。•每个丝锥都有工作部分和柄部组成。工作部分是由切削部分和校准部分组成。轴向有几条(一般是三条或四条)容屑槽,相应地形成几瓣刀刃(切削刃)和前角。切削部分(即不完整的牙齿部分)是切削螺纹的重要部分,常磨成圆锥形,以便使切削负荷分配在几个刀齿上。•头锥的锥角小些,有5~7个牙;二锥的锥角大些,有3~4个牙。校准部分具有完整的牙齿,用于修光螺纹和引导丝锥沿轴向运动。柄部有方头,其作用是与铰扛相配合并传递扭矩。•(2)铰杠•铰杠是用来夹持丝锥的工具,常用的是可调式铰杠。旋转手柄即可调节方孔的大小,以便夹持不同尺寸的丝锥。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 beepjf
beepjf
本文标题:钳工基础知识培训资料
链接地址:https://www.777doc.com/doc-989243 .html