您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > PLC在气动机械手中的应用
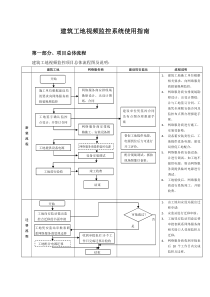
前言目前气动控制技术在工业控制中用得越来越普遍。气动执行器特点是:紧凑的双活塞齿条式结构,啮合精确,效率高,输出扭矩恒定。铝制缸体、活塞及端盖,与同规格结构的执行器相比重量最轻。缸体为挤压铝合金,经硬质阳极氧化处理,内表面质地坚硬,强度,硬度高。采用低摩擦材料制成的滑动轴承,避免了金属间的相互直接接触,摩擦系数低,转动灵活,使用寿命长。气动执行器与阀门连接符合ISO5211标准气源孔符合NAMUR标准。气动执行器底部轴装配孔(符合ISO5211标准)成双四方形,便于带方杆的阀线性或45°转角安装。输出轴的顶部和顶部的孔符合NAMUR标准。两端的调整螺钉可调整阀门的开启角度。相同规格的有双作用式、单作用式(弹簧复位)。可根据阀门需要选择方向,顺时针或逆时针旋转。根据用户需要安装电磁阀、定位器(开度指示)、回信器、各种限位开关及手动操作装置。本文就讨论一下气动执行器的一个重要部分:气动机械手,以及PLC对它的控制。气动机械手的任务大多数是搬运物品或器件,动作快速准确。例如将传送带A上的物品搬至传送带B上,或把某元件(电阻电容等)取来送至印刷线路板上,用PLC对其按指定的动作和规律来进行控制是比较方便的。目录一:工艺过程和控制要求-------------------------------------5二:动作过程方框图------------------------------------------6三:输入输出地址表-------------------------------------------7四:I/O电气接口图--------------------------------------------7五:控制梯形图程序-------------------------------------------8六:指令表-------------------------------------------------------10PLC在气动机械手中的应用一.工艺过程和控制要求某气动机械手搬运物品工作示意图如下所示。传送带A为步进式传送,每当机械手从传送带A上取走一个物品时,该传送带向前步进一段距离,将使机械手在下一个工作循环取走物品。二.动作过程方框图如下:气动机械手工作流程图(一)图中传送带A,B分别由电动机M1M2驱动,机械手的回转运动由气动阀Y1,Y2控制,机械手的上下运动由气动阀Y3Y4控制,机械手的夹紧与放松由气动阀Y5控制。有关到位信号分别是:由旋到位行程开关(状态开关)为SQ1,左旋到位形成开关为SQ2,手臂上升到位行程开关为SQ3,下降到位形成开关为SQ用PLC控制后,气动机械手的动作要求如下:1机械手在原始位置时(右旋到位),SQ1动作,按下启动按钮,机械手松开,传送带B开始运动,机械手臂开始上升2机械手上升到上限位置,状态开关SQ3动作,上升动作结束,机械手开始左旋3机械手左旋位置状态开关SQ动作,左旋动作结束,机械手开始下降4机械手下降到下限位置,状态开关SQ4动作,下降动作结束,传送带A启动5传送带A向机械手方向前进一个物品的距离停止,机械手开始抓物6机械手抓物,延时1S左右时间开始上升7上升到上限位置,状态开关SQ3动作,上升动作结束,机械手开始右旋8到右限位置,状态开关SQ1动作,右旋动作结束,机械手开始下降9下降到下限位置,状态开关SQ4动作,机械手松开,放下物品10放下物品经过适当延时,一个工作循环过程完毕11机械手工作方式为:单步/循环三.输入输出地址表根据气动机械手的控制要求,PLC输入输出地址表如下表所示:输入输出器件代号地址号功能说明器件代号地址号功能说明SQ1X0回转缸磁性开关YV1Y1汽缸右旋SQ2X1YV2Y2汽缸左旋SQ3X2手臂上/下气缸磁性开关YV3Y3手臂上升SQ4X3YV4Y4手臂下降开关0X4单步YV5Y5夹紧与放松开关1X5循环M1(KA1)Y0传送带A开关2X6手动启动M2(KA2)Y6传送带B开关3X7手动复位开关4X8手动到原点开关5X9紧急停止四.I/O电气接口图如下:气动机械手的PLCI/O电气接口图如下。SQ1--SQ2为4个磁性开关,开关0—5分别接PLC的X0—X7,X10,X1110个输入,输出Y1—Y5分别接电磁阀的YV1—YV5。PLC选用FX系列一型号PLC均可以。气动控制回路使用时注意如下几点:A.先将气泵启动,带压力到整定值后,可以分别在气阀的两头家上24V电压,观察上下气B.缸机械手爪气缸及回路气缸动作是否正确,如不正确,说明气阀或气缸有问题。C.个部分没有问题,按接口电路图连线,并检查接线是否正确。D.输入程序,检查无误后,开启24V电源运行。五.控制梯形图程序编写程序如下。由于机械手的动作过程是顺序动作,每一步工艺均是在前一步动作完成的基础上,再进行下一步的操作,所以控制程序采用了步进顺控指令方法编程。此外,气动机械手的启动必须在原位状态下才能启动故必须使Y3Y1Y4先断电,使气缸均回到原点状态。程序中使用了RSTY1,RSTY3,RSTY4等指令使Y1Y3Y4复位。六.对应指令表如下:LDM8002SETS0STLS0LDX0ANDX6SETS20STLS20SETY6RSTY5LDIX2OUTY3LDX2OUTT0K10LDT0SETS21STLS21LDIX1ANIY1OUTY2LDX1OUTT1K10LDT1SETS22STLS22LDIX3ANIY3OUTY4LDX3SETT2K10LDT2SETS23STLS23OUTY0OUTT3K20LDT3SETS24STLS24SETY5OUTY4K10LDT4SETS25STLS25LDIX2ANIX4OUTY3LDX2OUTT5K10LDT5SETS26STLS26LDIXOANIY2OUTY1LDXOOUTT6K10LDT6SETS27STLS27LDIX3ANIY3OUTY4LDX3OUTT7K10RSTY6LDT7SETS28STLS28RSTY5OUTT8K20LDT8ANDX5OUTS20RETRND
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 kukinileung
kukinileung
本文标题:PLC在气动机械手中的应用
链接地址:https://www.777doc.com/doc-115601 .html