您好,欢迎访问三七文档
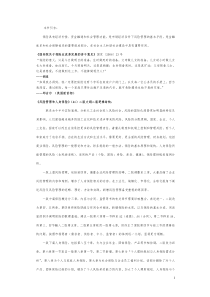
步骤细节客户供商StepActivityComerSupplier1Prototype/Pilotlaunch原型2PPAPrequest要求3Productionparts&PPAPrealization产品生产和PPAP实现4PPAPtransmissionforsubmissionPPAP提交5PPAPevaluation&resulttransmissiontosupplierPPAP评审和结果发给供商6aPPAPapproved:partsdeliveryPPAP通过,交样6bCorrectionofdeviation&returntostep3纠正措施和返回步骤3Customerpartnumber客户零件号Rif.记录信息栏Requirements要求Prototype特性Pilot标准1DesignRecords设计记录x2EngineeringChangeDocuments工程更改文件x3CustomerEngineeringApproval客户工程通过x4DesignFMEA设计FMEAx5ProcessFlowDiagrams过程图x6ProcessFMEA过程FMEAx7ControlPlan控制计划x8MeasurementSistemAnalysisStudies测量系统分析x9ISIR-DimensionalResults样件通过,尺寸结果xNumberofpartstocheckX(6partsminimum):检测样件批次号(最少6件)Numberofpartstocheck:检测样件批次号10Material,PerformanceTestResults材质,外观检测结果xNumberofpartstocheck:检测样件批次号11InitialProcessCapabilityStudy内部过程能力学习x12Qualifiedlaboratorydocumentation合格实验室数据x13AppearanceApprovalReport(AAR)外观合格报告x14SampleProduct样件x15MasterSample主要样件x16CheckingAids检测方法x17RecordsofCompliance记录合规x18PartSubmissionWarrant(PSW)零件提交保证书xSubmittoComerforOktoShipprototypes/pilotproduction提交COMER合格样件Other:其他xAtleastoverclassifiedcharacteristics至少在分类特征内xOveralltoleratedcharacteristics超出了所有特性Notes备注Purchaseorder订单号Model(year)年Customer客户Code#:型号Original(Date)原始日期Programm项目Customercontact客户联系方式Description:描述Revision(Date)#:版本Supplier供商Plant地址Document#:文件Revision#:版本Phase项目Process过程Product产品Process过程#Description描述characteristic特性characteristic特性ProcessFlowDiagramINTERNAL内部SUBSUPPLIER子供商ProcessFlow过程流程PROCESS&INSPECTION过程与检测PROCESS过程NOINSPECTIONSTOCK库存INSPECTION检测5毛坯检验checktheroughcasting碰伤,数量brusting,quantity影响外观affectthesurface3下道工序余量增加Headroomincreasenextworkingprocedure410粗车外圆roughturningoutercircle尺寸超差sizeouttolerance反则面加工不出Antithendon'tsurfaceprocess5工序号ID过程功能要求processfunctionandrequirment潜在的失效模式failuremode潜在的失效后果failurepotential严重度(S)severity核心小组:coregroup:车型年度/程序:Modelsannual/procedures关键日期:importantday有限公司过程潜在的失效模式及后果分析FailuremodeandprocesspotentialconsequencesanalysisPFMEA编号:page:total4页码:共4页项目:ITERM过程责任:Processresponsibility下道工序余量增加Headroomincreasenextworkingprocedure4下道工序余量增加Headroomincreasenextworkingprocedure4下道工序余量增加Headroomincreasenextworkingprocedure4粗车内孔roughturninginnerhole尺寸超差sizeouttolerance反则面加工不出Antithendon'tsurfaceprocess520粗车端面roughturningface尺寸超差sizeouttolerance反则面加工不出Antithendon'tsurfaceprocess5粗车外圆roughturningoutercircle尺寸超差sizeouttolerance反则面加工不出Antithendon'tsurfaceprocess510下道工序余量增加Headroomincreasenextworkingprocedure4下道工序余量增加Headroomincreasenextworkingprocedure4影响装配influteassembly4影响装配influteassembly4与相配合件配合太松,影响配合效果combinedtoolooseinflutecoordinateeffact5粗车内孔roughturninginnerhole尺寸超差sizeouttolerance反则面加工不出Antithendon'tsurfaceprocess530精车端面fineturningface厚度尺寸超差thicknessouttolerance精车内孔、切槽fineturninginnerhole,cutthechamfer直径超差diameterouttorlerance粗车外圆roughturningoutercircle尺寸超差sizeouttolerance反则面加工不出Antithendon'tsurfaceprocess520与相配合件配合太松,影响配合效果combinedtoolooseinflutecoordinateeffact6车R弧latheRarcR弧度超差Rarcouttolerance影响使用性能influteuseablity4去毛刺dropburrs影响装配influteassembly与配合件装配后有间隙Withaassemblygapissue5影响装配influteassembly4影响装配influteassembly4粗超度超差roughnessouttolerance影响配合效果和使用寿命influtecoordinateanduselife440精车端面fineturningface厚度尺寸超差thicknessouttolerance30精车内孔、切槽fineturninginnerhole,cutthechamfer直径超差diameterouttorlerance与相配合件配合太松,影响配合效果combinedtoolooseinflutecoordinateeffact5与相配合件配合太松,影响配合效果combinedtoolooseinflutecoordinateeffact6与相配合件配合太松,影响配合效果combinedtoolooseinflutecoordinateeffact5与相配合件配合太松,影响配合效果combinedtoolooseinflutecoordinateeffact6影响配合效果和使用寿命influtecoordinateanduselife4精车内孔fineturninginnerhole直径超差diameterouttorlerance40精车外圆fineturningoutcircle直径超差diameterouttorlerance粗超度超差roughnessouttolerance车R弧latheRarcR弧度超差Rarcouttolerance影响使用性能influteuseablity4去毛刺dropburrs影响装配influteassembly与配合件装配后有间隙Withaassemblygapissue544350钻孔、倒角、攻丝drilling,chamfering,tapping孔粗糙度差holeroughnessouttolerance影响装配influteassembly止通规goandnogogauge影响装配influteassembly精车内孔fineturninginnerhole粗超度超差roughnessouttolerance影响配合效果和使用寿命influtecoordinateanduselife4403去毛刺dropburrs影响装配influteassembly与配合件装配后有间隙Withaassemblygapissue5443560钻孔、倒角、攻丝drilling,chamfering,tapping孔粗糙度差holeroughnessouttolerance影响装配influteassembly止规通goandnogogauge影响装配influteassembly50钻孔、倒角、攻丝drilling,chamfering,tapping止通规goandnogogauge影响装配influteassembly止通规goandnogogauge影响装配influteassembly3去毛刺dropburrs影响装配influteassembly与配合件装配后有间隙Withaassemblygapissue570成品检验finishedpartinspection资料不全,转序过程中碰伤infonotcomplete,turnsequenceprocessinthecollision影响客户使用effectcustomeruse3清洗程度不够cleaningnotcomplited影响装配整机清洁度及外观effectwholemachineassemblyandsurface3防锈留死角antirustnotclear局部生锈antirustnotenough380清洗机清洗、防锈水防锈cleaningmachineclean,andantirustunrustwater60钻孔、倒角、攻丝drilling,chamfering,tapping止规通goandnogogauge影响装配influteassembly通规止goandnogogauge影响装配influteassembly590包装package包装时碰伤bruisinginpackaging影响外观有时影响装配effectsurface,sometimeseffecttheassmebly4100成品入库finishedpartstock运输碰伤bruisingindeliverying影响外观有时影响装配effectsurface,sometimeseffecttheassmebly4110出厂检验inspectoutfactory出厂资料不齐全,包装破损out-factoryinfosnotenough,packagebroken影响客户使用e
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 iron7810
iron7810
本文标题:PPAP文件表格
链接地址:https://www.777doc.com/doc-1228921 .html