当前位置:首页 > 商业/管理/HR > 管理学资料 > 第8讲__JIT、QR与供应链管理
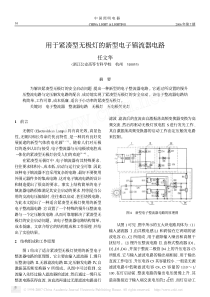
第8讲JIT、QR与SCMJIT-背景•20世纪后半期,整个汽车市场进入了一个市场需求多样化的新阶段,而且对质量的要求也越来越高,随之给制造业提出的新课题即是,如何有效地组织多品种小批量生产,否则的话,生产过剩所引起的只是设备、人员、库存费用等一系列的浪费,从而影响到企业的竞争能力以至于生存。•在这种历史背景下,1953年,丰田的副总裁大野耐一综合了单件生产和批量生产的特点和优点,创造了一种在多品种小批量混合生产条件下高质量、低消耗的生产方式即准时生产(JustInTime,简称JIT)。•1960年代开始,以丰田为代表的日本汽车制造业通过实施JIT生产模式,以低成本、高质量的突出优势迅速占领美国汽车市场,引发了美日之间长达十年的汽车贸易战。•JIT——因其经营效率极限化被美国学者赞誉为“精益生产”,并对人类的生产革命产生了长远影响。JIT的基本思想是:只在需要的时候、按需要的量、生产所需的产品,故又被称为准时制生产、适时生产方式、看板生产方式。JIT的核心是:零库存和快速应对市场变化。精益生产不断消除所有不增加产品价值的工作,所以,精益是一种减少浪费的经营哲学。JustInTime适品·适量·适时JIT-内涵JIT-生产方式三要素全面质量消除浪费人员素质缺乏整体性过多生产质量缺陷等候时间库存运送工艺流程不完善消除浪费管理的实质0-1+1增加价值提高产品和服务的附加价值消除浪费最大限度地减少不增值劳动创造性的管理活动封闭性的管理活动JIT-生产方式三要素工厂常见的等待浪费搬运浪费不良浪费动作浪费加工浪费库存浪费制造过多(过早)浪费8大浪费缺货损失企业每生产一件产品就在制造一份浪费。伴随企业运营中各业务环节不被察觉或不被重视的浪费,日本企业管理界将之形象地比喻为“地下工厂”。地下工厂JIT-八大浪费等浪费待等待不创造价值常见的等待现象:☆物料供应或前工序能力不足造成待料☆监视设备作业造成员工作业停顿☆设备故障造成生产停滞☆质量问题造成停工☆型号切换造成生产停顿造成等待的常见原因:☆线能力不平衡☆计划不合理☆设备维护不到位☆物料供应不及时搬浪移动费时费力搬运过程中的放置、堆积、移动、整理等都造成浪费。费运空间、时间、人力和工具浪费浪费不良造成额外成本常见的等待现象:☆材料损失☆设备折旧☆人工损失☆能源损失☆价格损失☆订单损失☆信誉损失浪费多余动作增加强度降低效率常见的12种浪费动作:①两手空闲②单手空闲③作业动作停止④动作幅度过大⑤左右手交换⑥步行多动作⑦转身角度大⑧移动中变换动作⑨未掌握作业技巧⑩伸背动作⑾弯腰动作⑿重复/不必要动作过剩的加工造成浪费常见的加工浪费:☆加工余量☆过高的精度☆不必要的加工过剩加工造成的浪费:☆设备折旧☆人工损失☆辅助材料损失☆能源消耗浪费加工浪费库存造成额外成本常见的库存:☆原材料、零部件☆半成品☆成品☆在制品☆辅助材料☆在途品库存库存的危害:☆额外的搬运储存成本☆造成空间浪费☆资金占用(利息及回报损失)☆物料价值衰减☆造成呆料废料☆造成先进先出作业困难☆掩盖问题,造成假象库存掩盖所有问题交货问题质量问题效率问题维修问题库存水平通过降库存暴露问题交货问题质量问题效率问题维修问题库存水平通过降库存暴露问题交货问题质量问题效率问题维修问题库存水平浪费违背JIT原则制造过多/过早制造过多/过早造成浪费:☆造成在库☆计划外/提早消耗☆有变成滞留在库的风险☆降低应对变化的能力损失缺货造成机会损失由于各种浪费消耗了企业资源,降低了经营效率,反过来制约企业的订单履行,造成缺货损失:☆紧急订单造成额外成本☆延迟订单造成额外成本☆订单取消造成利润损失☆客户流失造成市场机会损失货缺假效率与真效率10个人1天生产100件产品10个人1天生产120件产品8个人1天生产100件产品例:市场需求100件/天假效率真效率假效率真效率固定的人员生产出仅需的产品生产出更多的产品最少的人员能力提升是效率的基础。但效率建立在有效需求的基础上,以【是否创造利润】为标准;如果不创造效益甚至造成在库,则此种效率是假效率。假效率真效率【效率建立在有效需求的基础上】能力提升是效率提升的基础。但有时能力提升会造成效率提升的假象。管理者的责任就是在能力提升的基础上,将假效率转化成真效率。所以,“省人化”是效率的关键。省人化的两种形式:☆正式工+季节工/临时工(变动用工)☆固定人员+公用人员(弹性作业人员)能力提升个别效率与整体效率项目工序1工序2工序3工序4能力100件/H125件/H80件/H100件/H达成率100%125%80%80%奖金标准产量奖金125%奖金00效率个别效率合格个别效率高个别效率低个别效率低能力需求:100件/H例个别效率≠整体效率所以,有必要将奖励个别效率的企业行为转变为奖励整体效率,如:计件工资以完成品(而非半成品)为标准,实行团队计件。还应该以提高整体效率为目标,改善生产线的布局,如:将水平布置和离岛式布置调整为流线式布置,这样有利于团队协作。专业化作业有利于提高个别效率,不少企业因此实行计件工资。但是,效率追求的重点应该是关注【整体效率】,这对企业才有创造利润的实际意义。JIT-看板•JIT生产中最重要的管理工具是看板(Kanban),看板是用来控制生产现场的生产排程工具。具体而言,是一张卡片,卡片的形式随不同的企业而有差别。看板上的信息通常包括:零件号码、产品名称、制造编号、容器形式、容器容量、看板编号、移送地点和零件外观等。看板管理是一种生产运作现场物流控制系统,是实现准时生产的管理工具和手段。总装物流方向补充信号客户看板工作指令零部件加工物料超市•(1)生产以及运送的工作指令•看板中记载着生产量、时间、方法、顺序以及运送量、运送时间、运送目的地、放置场所、搬运工具等信息,从装配工序逐次向前工序追溯,在装配线将所使用的零部件上所带的看板取下,以此再去前工序领取。“后工序领取”以及“JIT生产”就是这样通过看板来实现的。•(2)防止过量生产和过量运送•看板必须按照既定的运用规则来使用。其中一条规则是:“没有看板不能生产,也不能运送。”根据这一规则,看板数量减少,则生产量也相应减少。由于看板所表示的只是必要的量,因此通过看板的运用能够做到自动防止过量生产以及适量运送。•(3)进行“目视管理”的工具•看板的另一条运用规则是:“看板必须在实物上存放”,“前工序按照看板取下的顺序进行生产”。根据这一规则,作业现场的管理人员对生产的优先顺序能够一目了然,易于管理。通过看板就可知道后工序的作业进展情况、库存情况等等。•(4)改善的工具•在JIT生产方式中,通过不断减少看板数量来减少在制品的中间储存。在一般情况下,如果在制品库存较高、即使设备出现故障、不良品数目增加也不会影响到后道工序的生产,所以容易把这些问题掩盖起来。而且即使有人员过剩,也不易察觉。根据看板的运用规则之一不能把不良品送往后工序,后工序所需得不到满足,就会造成全线停工,由此可立即使问题暴露,从而必须立即采取改善措施来解决问题。这样通过改善活动不仅使问题得到了解决。也使生产线的体质不断增强,带来了生产率的提高。JIT生产方式的目标是要最终实现无储存生产系统,而看板提供了一个朝着这个方向迈进的工具。看板功能•后工序只有在必要的时候,才向前工序领取必要数量的零部件:需要彻底改变现有流程和方法。•前工序应该只生产足够的数量,以补充被后工序领取的零件:在前两条原则下,生产系统自然结合为输送带式系统,生产时间达到平衡。•不良品不送往后工序:后工序没有库存,后工序一旦发现次品必须停止生产,找到此品送回前工序。•看板的使用数目应该尽量减小:看板的数量,代表零件的最大库存量。•应该使用看板以适应小幅度需求变动:计划的变更经由市场的需求和生产的紧急状况,依照看板取下的数目自然产生。看板管理五大原则JIT-SCM中的运用•降低物流成本•准时生产•SCM的计划与控制JIT-SCM中的运用JIT思想在SCM中运用的条件第一,核心企业必须有足够的生产能力和较高的柔性;第二,每个企业都必须具有快速生成各种生产和作业计划的工具;第三,供应链中各企业必须通过网络连成一个整体;第四,各个配送中心的运作规则必须在供应商与销售商之间协调一致;第五,成立跨企业的协调工作小组。供应链关系管理ERP及电子商务平台制造采购分销供应商最终用户生产能力、信息、核心竞争力、资本、人力资源等约束制造网络供应网络分销网络JIT采购JIT配送到工位JIT分拨物流信息流图JIT与供应链管理体系JIT-SCM中的运用QR-背景•从70年代后期开始,美国纺织服装的进口急剧增加,到80年代初期,进口商品大约占到纺织服装行业总销信量的40%。针对这种情况,美国纺织服装企业一方面要求政府和国会采取措施阻止纺织品的大量进口;另一方面进行设备投资来提高企业的生产率。但是,即使这样,价廉进口纺织品的市场占有率仍在不断上升,而本地生产的纺织品市场占有率却在连续下降。为此,一些主要的经销商成立了“用国货为荣委员会”。一方面通过媒体宣传国产纺织品的优点,采取共同的销售促进活动;另一方面,委托零售业咨询公司Kurtsalmon从事提高竞争力的调查1985~1986年,KurtSalmon咨询公司进行了分析,结果发现,尽管系统的各个部分具有高运作效率,但整个系统的效率却十分低。整个服装供应链,从原材料到消费者购买,总时间为66周:有11周时间在制造车间40周在仓库或转运15周在商店各种费用非常大,更重要的是,基于不精确需求预测的生产和分销,因生产数量过多或过少造成的损失更大。整个服装供应链系统的总损失每年可达25亿美元,其中2/3的损失来自于零售商或制造商对服装的降价处理以及在零售时的缺货。调查发现,消费者离开商店而不购买的主要原因是找不到合适尺寸和颜色的商品。要对顾客的要求作出快速的反应指在供应链中,为了实现共同的目标,至少在两个环节之间进行的紧密合作。目的是减少原材料到销售点的时间和整个供应链上的库存,最大限度地提高供应链的运作效率。快速反应是零售商及供应商密切合作的策略,应用这种策略,零售商和供应商通过共享POS系统信息、联合预测未来需求、发现新产品营销机会等对消费者的需求做出快速的反应。要对顾客的要求作出快速的反应•1985年以后,QR概念开始在纺织服装等行业广泛应用。其中,沃尔玛是最早推行QR的先驱,在纤维纺织品领域公司与休闲服生产商塞米诺尔和面料生产商米尼肯公司结成了供应链管理体系。通过多年努力,沃尔玛把零售店商品的进货和库存管理职能转移给供应方(生产厂家),由制造商对沃尔马特的流通库存进行管理和控制。即采用供应商管理的库存方式(VMI)。供应商通过信息管理系统对沃尔马特流通中心存放的本公司商品进行分析,把握商品的销售和库存动向。在此基础上,决定什么时间,把什么类型的商品,以什么方式向什么店铺发货。并采用连续补充库存方式。从而不仅减少了本企业的库存,还减少了沃尔马特的库存,实现了整个供应链的库存水平最小化。QR的反应机制是指供应链管理者所采取的一系列降低补给货物交货期的措施,其指导思想是尽可能获得时间上的竞争优势,提高系统的反应速度。•QR的基础:准确把握销售动向•QR的目标:一旦用户提出要求时,能以最快的速度抽取要素,及时组装,提供所需服务和产品。•QR的优点:主要指对制造商和零售商QR-内涵QR对厂商的优点1.更好的顾客服务快速反应零售商可为店铺提供更好的服务,最终为顾客提供更好的店内服务水平。由于厂商送来的货物与承诺的货物是相符的,厂商能够很好地协调与零售商间的关系。长期的良好顾客服务会增加市场份额。QR-优点QR对厂商的优点1.更好的顾客服务由于集成了对顾客消费水平的预测和生产规划,就可以提高库存周转速度,需要处理和盘点的库存量减少了,从而降低了流通费用。2.降低了流通费用QR-优点QR对厂商的优点1.更好的顾客服务因为不需要手工输入订单,所以采购订单的准确率提高了。额外发货的减少也降低了管理费用。货物发出之前,仓库对运输标签进行扫描并向零售商发出提前运输通知,这些措施都降低了管理费用。2.降低了流通
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 cc4526670
cc4526670
本文标题:第8讲__JIT、QR与供应链管理
链接地址:https://www.777doc.com/doc-1229905 .html