您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 精益人力资源管理-素质模型培训
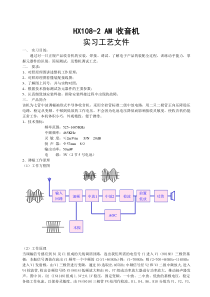
HX108-2AM收音机实习工艺文件一、实习目的:通过对一只正规产品收音机的安装、焊接、调试、了解电子产品的装配全过程,训练动手能力,掌握元器件的识别,简易测试,及整机调试工艺。二、要求:1、对照原理图讲述整机工作原理;2、对照原理图看懂装配接线图;3、了解图上符号,并与实物对照;4、根据技术指标测试各元器件的主要参数;5、认真细致地安装焊接,排除安装焊接过程中出现的故障。三、产品简介该机为七管中波调幅袖珍式半导体收音机,采用全硅管标准二级中放电路,用二只二极管正向压降稳压电路,稳定从变频、中频到低放的工作电压,不会因为电池电压降低而影响接收灵敏度,使收音机仍能正常工作,本机体积小巧,外观精致,便于携带。1、技术指标:频率范围:525~1605KHz中频频率:465KHz灵敏度:≤2mV/mS/N20dB扬声器:Ф57mm8Ω输出功率:50mW电源:3V(2节5号电池)2、调幅工作原理(1)工作方框图(2)工作原理当调幅信号感应到B1及C1组成的天线调谐回路,选出我们所需的电信号f1进入V1(9018H)三极管基极;本振信号调谐在高出f1频率一个中频的f2(f1+465KHz)例:f1=700KHz则f2=700+465KHz=1165KHz进入V1发射极,由V1三极管进行变频,通过B3选取出465KHz中频信号经V2和V3二级中频放大,进入V4检波管,检出音频信号经V5(9014)低频放大和由V6、V7组成功率放大器进行功率放大,推动扬声器发声。图中D1、D2(IN4148)组成1.3V±0.1V稳压,固定变频,一中放、二中放、低放的基极电压,稳定各级工作电流,以保持灵敏度。由V4(9018)三极管PN结用作检波。R1、R4、R6、R10分别为V1、V2、V3、输入回路混频中放1中放2检波前置低放功放AGC本振V5的工作点调整电阻,R11为V6、V7功放级的工作点调整电阻,R8为中放的AGC电阻,B3、B4、B5为中周(内置谐振电容),既是放大器的交流负载又是中频选频器,该机的灵敏度,选择性等指标靠中频放大器保证。B6、B7为音频变压器,起交流负载及阻抗匹配的作用。四、装配前的准备工作及元器件初步测1、按元件清单清点零件,分类放好。2、用万用表初步检测元器件好坏,见表1表1五、焊接装配工作中,焊接技术很重要。收音机元件的安装,主要利用锡焊,它不但能固定零件,而且能保证可靠的电流通路,焊接质量的好坏,将直接影响收音机质量。1、烙铁是焊接的主要工具之一,焊接收音机应选用30W-35W电烙铁。新烙铁使用前应用锉刀把烙铁头两边修改成如(图1-1)所示形状。并将烙铁头部倒角磨光,以防焊接时毛刺将印刷电路板焊盘损坏。如采用长命烙铁头(图1-2)则无须加工。烙铁头上沾附一层光亮的锡,烙铁就可以使用了。图1-1图1-22、烙铁温度和焊接时间要适当焊接时应让烙铁头加热到温度高于焊锡溶点,并掌握正确的焊接时间。一般不超过3秒钟。时间过长会使印刷电路板铜铂跷起,损坏电路板及电子元器件。3、焊接方法一般采用直径1.2-1.5mm的焊锡。焊接时左手拿锡丝,右后拿烙铁。在烙铁接触焊点的同时送上焊锡,焊锡的量要适量。太多易引起搭焊短路,太少元件又不牢固。(图1-3)类别电阻R电容C三极管hfe中周输入变压器(兰色)输出变压器(红色)测量内容二极管电阻值电容绝缘电阻晶体管放大倍数9018H(97-146)9014C(200-600)、9013H(144-202)正、反向电阻红2Ω黄4Ω0.3Ω0.4Ω1.8Ω3.8Ω0.4Ω白4Ω0.3Ω2Ω4.5Ω1Ω黑初次级为无穷大90Ω220Ω90Ω90Ω0.4Ω90Ω1Ω0.4Ω自耦变压器无初次级万用表量程×10、×100、×1K×10Khfe×1K×1×1×1普通烙铁头修改后长命烙铁头图1-3图1-4焊接时不可将烙铁头在焊点上来回移动或用力下压,要想焊得焊得快,应加大烙铁和焊点的接触面。增大传热面积焊接也快。别需要注意的是温度过低烙铁与焊接点接触时间太短,热量供应不足,焊点锡面不光滑,结晶粗脆,象豆腐渣一样,那就不牢固,形成虚焊和假焊。反之焊锡易流散,使焊点锡量不足,也容易不牢,还可能出现烫坏电子元件及印刷电路板。总之焊锡量要适中,即将焊点零件脚全部浸没,其轮廓又隐约可见。(图1-4)焊点焊好后,拿开烙铁,焊锡还不会立即凝固,应稍停片刻等焊锡凝固,如未凝固前移动焊接件,焊锡会凝成砂状,造成附着不牢固而引起假焊。焊接结束后,首先检查一下有没有漏焊,搭焊及虚焊等现象。虚焊是比较难以发现的毛病。造成虚焊的因素很多,检查时可用尖头钳或镊子将每个元件轻轻的拉一下,看看是否摇动,发现摇动应重新焊接。六、元器件准备将所有元器件引脚上的漆膜、氧化膜清除干净,然后进行搪锡(如元件引脚未氧化则省去此项),根据示图1、2要求,将电阻、二极管弯脚。七、组合件准备1、将电位器拔盘装在K4-5K电位器上,用M1.7×4螺钉固定。2、将磁棒按图3套入天线线圈及磁棒支架。图3焊锡丝印刷电路板铜箔电烙铁焊锡不足焊锡适量焊锡过多2mm2mm图1图2磁棒天线线圈支架1234八、插件焊接1、按照装配图正确插入元件,其高低、极向应符合图纸规定。2、焊点要光滑,大小最好不要超出焊盘,不能有虚焊、搭焊、漏焊。3、注意:二极管、三极管的极性。如图44、输入(绿、兰色),输出(黄色)变压器不能调换位置。5、红中周B2插件外壳应弯脚焊牢,否则会造成卡调谐盘。6、中周外壳均应用锡焊牢,特别是B3黄中周外壳一定要焊牢。元件焊接步骤1、电阻、二极管2、元片电容3、晶体三极管4、中周、输入输出变压器5、电位器、电解电容6、双联、天线线圈7、电池夹引线、喇叭引线特别提示:每次焊接完一部分无了件,均应检查一遍焊接质量及是否有错焊、漏焊,发现问题及时纠正。这样可保证焊接收音机的一次成功而进入下道工序。九、装大件1、将双联CBM-223P安装在印刷电路板正面,将天线组合件上的支架入在印刷电路板反面双联上,然后用2只M2.5×5螺钉固定,并将双联引脚超出电路板部分,弯脚后焊牢,并剪去多余部分。2、天线线圈1焊接于双联CA-1端2焊接于双联中点地3焊接于V1基极(b)4焊接于R1,C2公共点3、将电位器组合件焊接在电路板指定位置。十、开口检查与试听收音机装配焊接完成后,请检查元件有无装错位置,焊点有否脱焊、虚焊、漏焊。所焊元件有无短路或损坏。发现问题要及时修理,更正。用万用表进行整机工作点,工作电流测量,如果检查都满足要求,即可进行收台试听。Ic1=0.18-0.22mAIc2=0.4-0.8mAIc3=1-2mAIc5=2-5mAIc6,7=4-10mAC9018H331ebcIN4148ebc图4十一、前框准备1、将负极弹簧,正极片安装在塑壳上。如图5,焊好连接点及黑色,红色引线。2、将周率板反面双面胶保护纸去掉,然后帖于前框,注意要贴装到位,并撕去周率板正面保护膜。3、将YD57喇叭安装于前框,用一字小螺丝批靠带钩因定脚左侧,种用突出的喇叭定位圆弧的内侧为支点,将其导入带钩压脚,再用烙热铆三只固定脚。4、将拎带套在前框内。5、将调节器谐盘装在双联轴上,如图7用M2.5×4螺钉固定,注意调谐盘指示方向。6、按图纸要求分别将二根白色或黄色导线焊接在喇叭与线路板上。7、按图纸要求将正极(红)负极(黑)电源分别焊在线路板的指定位置。8、将组装完毕的机芯照图8装入前框,一定要到位。焊牢图5向下压向前撬指示标记图6图7图8十二、调试说明1、仪器设备(1)稳压电源(3V/200mA,或2节5号电池);(2)XFG-7高频信号发生器;(3)示波器(4)毫伏表GB-9(或同类仪器);(5)园环天线(调AM用);(6)无感应螺丝刀。2、仪器连接方框图图93、调试步骤(1)在元器件装配焊接无误及机壳装配好后,将机器接通电源,应在AM能收到本地电台后,即可进行调试工作。(2)中频调试(仪器连接见方框图、如图9所示)首先将双联旋一最低频率点,XFG-7信号发一器置于465KHz频率处,输出场强为10mV/M,调制频率1000Hz,调幅度30%,收到信号后,示波器有1000Hz波形,用无感应螺丝刀依次调节黑-白-黄三个中周,且反复调节,使其输出最大,465KHz中频即调好。XFG-7信号发生器收音机3V电源0.48m毫伏表示波器8Ω园环印制电路板机芯安装方向0.5W8Ω(3)复盖及统调调试(a)将XFG-7置于520KHz,输出场强为5mV/M,调制频率1000Hz,调制度30%,双联调至到低端,用无感应螺丝刀调节红中周(振荡线圈),收到信号后,再将双联旋到最高端,XFG-7信号发生器置1620KHz,调节双联振荡联微调CA-2,收到信号后,再重复双联旋至低端,调红中周,高低端反复调整,直至低端频率520KHz高端频率为1620KHz为止。(b)统调:将XGF-7置于600KHz,输出场强为5Mv/M左右,调节收音机调谐旋钮,收到600KHz信号后,调节中波磁棒线圈位置,使输出最大然后将XFG-7旋至1400KHz,调节收音机,直至收到1400KHz信号后,调双联微调电容CA-1,使输出为最大,重复调节600KHz-1400KHz统调点,直至二点均为最大为止。(4)在中频,复盖、统调结束后,机器即可收到高、中、低端电台,且频率与刻度基本相符。十三、后盖装配在完成统调好机器后,放入2节5号电池进行试听,收听到高、中、低端都有台即可将后盖盖好,收音机的装配调整即告成完。十四、没有仪器情况下的调整方法1、调整中频频率本套件所提供的中频变压器(中周),出厂时都已调整在465KHz(一般调整范围在半圈左右),因此调整工作较简单。打开收音机,随便在高端找一个电台,先从B5开始,然后B4、B3用无感螺丝刀(可用塑料、竹条或者不锈钢制成)向前顺序调节,调节到声音响量为止由于自动增益控制作用,人耳对音响变化不易分辨的缘故,收听本地电台当声音已调节器到很响时,往往不易调精确,这时可以改收较弱的外地电台或者转动磁性天线方向以减小输入信号,再调到声音最响为止。按上述方法从后向前的次序反复细调二、三遍至最佳即告完成。2、调整频率范围(对刻度)(1)调低端:在550-700KHz范围内选一下电台。例如中央人民广播电台640KHz,参考调谐盘指针在640KHz的位置,调整振荡线圈B2(红色)的磁芯,便收到这个电台,并调中到声音较大。这样当双联全部旋进容量最大时的接收频率约在525-530KHz附近。低端刻度就对准了。(2)调高端:在1400-1600KHz范围内选一个已知频率的广播电台,例1500KHz,再将调谐盘指针指在周率板刻度1500KHz这个位置,调节振荡回路中双联顶部左上角的微调电容(CA-2、图11),使这个电台在这位置声音最响。这样,当双联全旋出容量最小时,接收频率必定在1620-1640KHz附近,高端就对准了。以上(1)、(2)二步需反复二到三次,频率刻度才能调准。3、统调利用最低端收到的电台,调整天线线圈在磁棒上的位置,使声音最响,以达到低端统调。利用最高端收听到的电台,调节天线输入回路中的微调电容(C1-A、示图11)使声音最响,以达到高端统调。为了检查是否统调好,可以采用电感量测试棒(铜铁棒)来加以鉴别。铜棒绝缘棒磁棒图10调高端刻度C1-BC1-A高端统调图11223P4、测试方法将收音机调到低端电台位置,用测试棒铜端靠近天线线圈(B1),如声音变大,则说明天线线圈电感量偏大,应将线圈向磁棒外侧稍移,用测试棒磁铁端靠近天线线圈,如果声音增大,则说明线圈电感量偏小,应增加电感量,即将线圈往磁棒中心稍加移动。用铜铁棒两端分别靠近天线线圈,如果收音机声音均变小,说明电感量正好,则电路已获得统调。十五、实习组装调整中易出现的问题1、变频部份判断变频级是否起振,用MF47型万用表直流2.5V档正表棒接V1发射级,负表棒接地,然后用手摸双联振荡(即连接B2端),万用表指针应向左摆动,说明电路工作正常,否则说明电路中有故障。变频级工作电流不宜太大,否则噪声大。红色振荡红圈外壳两脚均应折弯焊
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 jrwjs44
jrwjs44
本文标题:精益人力资源管理-素质模型培训
链接地址:https://www.777doc.com/doc-1291940 .html