您好,欢迎访问三七文档
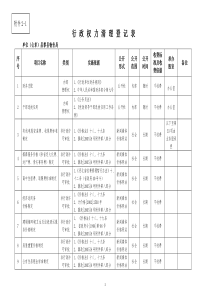
依据实际生产所需及满足工程要求,达到工程预定目标,特制定本工艺文件。一、原材料检验1、根据原材料质保书,检查钢管的钢号和材料的编号印记。2、依据管材相关标准,对全部管材内径、外经、壁厚、圆度、长度逐根进行尺寸检测,并作检测记录。3、表面质量:应无裂纹、重皮、深的划痕和凹坑等局部缺陷。采用目测的方式检查,必要时进行无损检测。4、所有管材配管前,必须进行光谱分析和硬度检测,并作好记录。5、按各类材质、规格结合炉号抽检一根,做金相组织、机械性能、化学成分分析,并作好记录。二、排料根据现场管材实际情况,根据图纸要求进行合理排料,避免材料的浪费。三、下料1、下料前必须有检验中心检验,检验合格后编上编号;剩余料也必须标上材质、规格、长度以便利用。2、下料时,无标记管段应移植原钢管的材料、规格和炉批号等。3、下料后直管长度偏差+2mm-1mm。四、坡口1、同一管道系统的配管焊接口和设备、阀门及管件的接口,对接端应采用统一的机械加工内径。五、对口1、操作人员对口后(对口间距2~3mm),必须有检验人员进行尺寸检验(图纸),检验合格后才能焊前热处理或焊接。2、检验人员要作好尺寸记录。六、焊前预热根据管材的实际情况,管道焊接前应根据相应的工艺进行焊前预热,以达到焊接后管道焊缝的性能满足要求。七、焊接1、配管焊接符合技术协议和DL5007、DL/T752的要求2、焊接工艺除合同另有规定外,焊接应按SD340的要求,对焊接工艺进行评定,作好评定合格的记录。根据焊接工艺评定记录,编制焊接评艺规程。八、焊后热处理1、整体热处理1.1热处理管段、管件装炉前应清理干净、无检验液、粉及任何其它加热时会引起对正在热处理的材料的有害的杂质。管段、管件装炉时,应均匀的分布在炉的底部,用耐高温材料隔开,应防止被加热体直接与火焰接触,并远离烟道,对于薄壁的大口径管,在管端应加支撑。1.2热处理的温度由热电控制,应由一个最少为4线的自动温度记录仪进行记录。热电偶应与被热处理件直接接触的测量装置,应在热处理的操作条件对其进行校准、温度测量仪和记录仪应定期进行校验。2、局部热处理2.1局部热处理的被加热件温度有铠装热电偶控制,通过至少为4线的记录装置进行记录,对于直径大于325mm的管道;至少要使用两只热电偶,一只位于最高点,另一只位于最低点。2.2直径大于或等于325mm管道,可根据厚度选用绳状或履带式电阻加热器。2.3对于大直径管道的受热环形带的宽度应不小于六倍壁厚,且焊缝应位于加热带的中央。隔热材料的宽度必须大于500mm。2.4热处理的范围、热处理温度、恒温时间和升降速度等应符合DL5007和DL/T752的要求。3、对于大口径厚壁P91钢管,焊接完成后必须将材料缓慢冷却至100℃~150℃;壁厚在12.5mm以下时,可以冷却至室温,然后升温进行回火处理。九、无损检测1、硬度1.1按GB/T231检验方法,焊缝最高硬度一般不超过母材布氏硬度HB加100且不超过下列规定:合金含量<3%HB≤270合金含量3%-10%HB≤300合金含量>10%HB≤3501.2材料硬度检验数据材质A335P91A335P22WB36A106B(20G)12Cr1MoVA672B70CL32硬度(HB)176-248130-197150-252106-156123-179无要求2、对接焊缝射线探伤2.1射线探伤依据DL/T5069进行评定,当对焊缝进行射线探伤时,焊缝为应无裂缝不得有根部未焊透缺陷,质量等级应符合表1的要求。2.2超声波探伤依据DL/T5048进行评定、选用规定的设备和方法对管段上对接焊缝作超声波探伤,焊缝不得有裂纹、未熔合等缺陷、质量等级应符合表1的要求。表一各类焊缝的质量级别规定焊缝类别ⅠⅡⅢ锅炉范围内锅炉范围外射线探伤ⅡⅡⅡⅢ超声探伤ⅠⅠⅠⅡ3、目视检查3.1外观检查配管焊缝应无以下缺陷a)表面裂缝;b)深度大于1mm的咬边;c)焊缝余高大于规定值(见表2);d)表面未熔合;e)未焊透f)任何长度大于5mm的线性显示;g)任何圆形显示的小于5mm表面缩孔或间距小于2mm的4个以上圆形显示。过滤嘴则为不合格。表2环向和纵向对接焊缝的余高规定值母材壁厚mm设计温度下的最大余高(mm)>400℃175℃-400℃<175℃>3-5235>5-13245>13-252.5565>25-50366>504774、渗透探伤4.1依据JB4730进行评定,当选用标准镀铬试块并用规定的设备和方法对角焊缝作渗透探伤、焊缝不得出现以下缺陷a)任何裂纹和白点b)任何横向缺陷显示c)任何长度大于1.5㎜白线性缺陷显示d)单个尺寸大于等于4㎜的圆形缺陷显示。十、检验1、检验人员依据图纸进行尺寸检验并作好记录。2、所有管件进行100%无损检测,不允许有超标缺陷。3、如不合格及时报生产部处理。4、内径尺寸公差为+0.25mm,-0.5mm。5、角度偏差为±0.5°。6、外径偏差为+3mm,-0mm。7、接管座中心线相对管道中心线的偏差为:当接管座外径大于50mm时,偏差应不超过1mm;当接管座外径小于等于50mm时,偏差应不超过1.5mm。当有两个以上接管座时,其相邻两支管中心距的偏差为:间距≤260mm时,偏差±1.5mm;间距>260mm~500mm时,偏差±2mm;间距>500mm~1000mm时,偏差±2.5mm;间距>1000mm时,偏差±3mm。8、其余尺寸偏差执行DL/T695-1999标准。十一、清理1、喷砂处理1.1喷砂处理是用压缩空气通过喷射大小合适的砂粒对表面进行清理。2、喷丸处理2.1压缩空气通过喷射完对表面进行清理3、上述方法外,也可采用其它成熟的表面处理方法。十二、标记1、永久性标记1.1应采用钢印—钝头连续点字模、钝头断续点字模,可用“闸头”或“球形”冲头打印,每一个字模不许呈现锐状和危及钢管设计厚度的深坑。1.2永久性标记有:管度号、焊工号、焊口号、标记并用油漆框出。永久性标记打印在焊缝附近或靠近端部位置。与焊缝的距离大于100mm,且避开接管座和管道附件。2、临时标记2.1可用记号笔标记2.2标记、工程代号、图纸号、流向2.3配制后的管道涂防锈油漆,碳钢管道为灰色,合金管道为红色。2.4产品坡口两端部50mm范围内涂不影响焊接的防锈涂料。十三、包装1、包装应满足运输要求和配管技术协议的规定。2、出厂管道组合件两端用橡胶胶圈和塑料盖子包装,以防止损伤和进入杂物。管道工厂化加工配制工艺文件编制:审核:批准:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 jove2xcn
jove2xcn
本文标题:工厂化配置工艺文件
链接地址:https://www.777doc.com/doc-1297241 .html