您好,欢迎访问三七文档
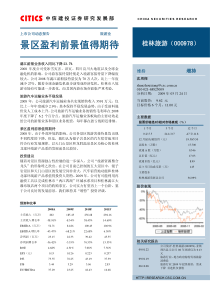
印制电路板用化学镀镍金工艺探讨(一)[摘要]本文在简单介绍印制板化学镀镍金工艺原理的基础上,对化学镍金之工艺流程、化学镍金之工艺控制、化学镍金之可焊性控制及工序常见问题分析进行了较为详细的论述。[关键词]印制电路板,化学镍金,工艺1前言在一个印制电路板的制造工艺流程中,产品最终之表面可焊性处理,对最终产品的装配和使用起着至关重要的作用。综观当今国内外,针对印制电路板最终表面可焊性涂覆表面处理的方式,主要包括以下几种:ElectrolessNickelandImmersionGold(1)热风整平;(2)有机可焊性保护剂;(3)化学沉镍浸金;(4)化学镀银;(5)化学浸锡;(6)锡/铅再流化处理;(7)电镀镍金;(8)化学沉钯。其中,热风整平是自阻焊膜于裸铜板上进行制作之制造工艺(SMOBC)采用以来,迄今为止使用最为广泛的成品印制电路板最终表面可焊性涂覆处理方式。对一个装配者来说,也许最重要的是容易进行元器件的集成。任何新印制电路板表面可焊性处理方式应当能担当N次插拔之重任。除了集成容易之外,装配者对待处理印制电路板的表面平坦性也非常敏感。与热风整平制程所加工焊垫之较恶劣平坦度有关的漏印数量,是改变此种表面可焊性涂覆处理方式的原因之一。镀镍/金早在70年代就应用在印制板上。电镀镍/金特别是闪镀金、镀厚金、插头镀耐磨的Au-Co、Au-Ni等合金至今仍一直在带按键通讯设备、压焊的印制板上应用着。但它需要“工艺导线”达到互连,受高密度印制板SMT安装限制。90年代,由于化学镀镍/金技术的突破,加上印制板要求导线微细化、小孔径化等,而化学镀镍/金,它具有镀层平坦、接触电阻低、可焊性好,且有一定耐磨等优点,特别适合打线(WireBonding)工艺的印制板,成为不可缺少的镀层。但化学镀镍/金有工序多、返工困难、生产效率低、成本高、废液难处理等缺点。铜面有机防氧化膜处理技术,是采用一种铜面有机保焊剂在印制板表面形成之涂层与表面金属铜产生络合反应,形成有机物-金属键,使铜面生成耐热、可焊、抗氧化之保护层。目前,其在印制板表面涂层也占有一席之地,但此保护膜薄易划伤,又不导电,且存在下道测试检验困难等缺点。目前,随着环境保护意识的增强,印制板也朝着三无产品(无铅、无溴、无氯)的方向迈进,今后采用化学浸锡表面涂覆技术的厂家会越来越多,因其具有优良的多重焊接性、很高的表面平整度、较低的热应力、简易的制程、较好的操作安全性和较低的维护费。但其所形成之锡表面的耐低温性(-55℃)尚待进一步证实。随着SMT技术之迅速发展,对印制板表面平整度的要求会越来越高,化学镀镍/金、铜面有机防氧化膜处理技术、化学浸锡技术的采用,今后所占比例将逐年提高。本文将着重介绍化学镀镍金技术。2化学镀镍金工艺原理化学镀镍金最早应用于五金电镀的表面处理,后来以次磷酸钠(NaH2PO2)为还原剂的酸性镀液,逐渐运用于印制板业界。我国港台地区起步较早,而大陆则较晚,于1996年前后才开始化学镀镍金的批量生产。2.1化学镀镍金之催化原理作为化学镍的沉积,必须在催化状态下,才能发生选择性沉积。铜原子由于不具备化学镍沉积的催化晶种的特性,所以需通过置换反应,使铜面沉积所需要的催化晶种。(1)钯活化剂Pd2++Cu→Pd+Cu2+(2)钌活化剂Ru2++Cu→Ru+Cu2+2.2化学镀镍原理化学镀镍是借助次磷酸钠(NaH2PO2)在高温下(85~100℃),使Ni2+在催化表面还原为金属,这种新生的Ni成了继续推动反应进行的催化剂,只要溶液中的各种因素得到控制和补充,便可得到任意厚度的镍镀层。完成反应不需外加电源。以次磷酸钠为还原剂的酸性化学镀镍的反应比较复杂,以下列四个反应加以说明:H2PO2—+H2O→H++HPO32—+2HNi2++2H→Ni+2H+H2PO2—+H→H2O+OH—+PH2PO2—+H2O→H++HPO32—+H2由上可见,在催化条件下,化学反应产生镍沉积的同时,不但伴随着磷(P)的析出,而且产生氢气(H2)的逸出。另外,化学镀镍层的厚度一般控制在4~5μm,其作用同金手指电镀镍一样,不但对铜面进行有效保护,防止铜的迁移,而且具备一定的硬度和耐磨性能,同时拥有良好的平整度。在镀件浸金保护后,不但可以取代拔插不频繁的金手指用途(如电脑内存条),同时还可以避免金手指附近连接导电线处斜边时所遗留之裸铜切口。2.3浸金原理镍面上浸金是一种置换反应。当镍浸入含Au(CN)2—的溶液中,立即受到溶液的浸蚀抛出2个电子,并立即被Au(CN)2—所捕获而迅速在镍上析出Au:2Au(CN)2—+Ni→2Au+Ni2++4CN—浸金层的厚度一般在0.03~0.1μm之间,但最多不超过0.15μm。其对镍面具有良好的保护作用,而且具备很好的接触导通性能。很多需按键接触的电子器械(如手机、电子字典),都采用化学浸金来保护镍面。另外需指出,化学镀镍/金镀层的焊接性能是由镍层来体现的,金只是为了保护镍的可焊性能而提供的。作为可焊镀层金的厚度不能太高,否则会产生脆性和焊点不牢的故障,但金层太薄防护性能变坏。毛晓丽(南京职业信息技术学院,南京,210013)印制电路板用化学镀镍金工艺探讨(二)3化学镀镍金工艺流程作为化学镀镍金流程,只要具备以下6个工作站就可满足其生产要求:除油(3~7min)→微蚀(1~2min)→预浸(0.5~1.5min)→活化(2~6min)→沉镍(20~30min)→浸金(7~11min)3.1安美特(Atotech)公司的化学镀镍金Aurotech工艺流程Aurotech是安美特公司开发的化学镀镍/金制程的商品名称。适用于制作阻焊膜之后的印制电路板的裸铜区域(一般是焊脚或连接盘的导通孔)进行选择性镀覆的化学法。Aurotech工艺能在裸露的铜表面和金属化孔内沉积均匀的化学镍/金镀层,即使是高厚径比的小孔也如此。Aurotech还特别用于超细线电路,通过边缘和侧壁的最佳覆盖达到完全抗蚀保护,同热风整平相比较,Aurotech没有特别高的温度,印制板基材不会产生热应力变形。此外,热风整平对通孔拐角处的覆盖较差,而化学镀镍/金却很好。与有机可焊涂层相比较,除了熔焊性能之外,Aurotech镀层还具有好的搭接焊、接触导通和散热功能。Aurotech的工艺流程及操作参数见表1。表1Aurotech之工艺流程及操作参数工序号工序名称药品名称配制浓度PH值温度处理时间1酸性清洁剂CupraprosH2SO4(d=1.84)100ml/L10ml/L135~40°C4~6¢3级逆流水洗自来水3~4¢2微蚀Na2S2O8H2SO4(d=1.84)100g/L20ml/L125~35°C2~3¢3级逆流水洗自来水3~4¢3预浸H2SO4(d=1.84)50ml/L122~32°C3~5¢活化Aurotech-activatorH2SO4(d=1.84)200ml/L50ml/L123~25°C1~2¢3级逆流水洗去离子水3~4¢4化学镀镍AurotechCNNMod配制液AurotechCNNA补充剂浓NH3水150ml/L60ml/L15~20ml/L4.8~5.382~90°C20~30¢化学镀镍备用槽3级逆流水洗去离子水3~4¢5化学浸金AurotechSF配制液Aurotech起始液K[Au(CN)2](Au68.3%)238ml/L2ml/L3g/L4.0~5.072~80°C10~15¢回收去离子水1~2¢2级逆流水洗去离子水2~3¢热水洗去离子水0.5~1¢烘干4化学镀镍/金之工艺控制4.1除油槽一般情况下,印制板化学镀镍/金采用酸性除油剂来处理待加工印制板,其作用在于去除铜面之轻度油脂及氧化物,达到铜面清洁及增加润湿效果的目的。它应当具备不伤阻焊膜、低泡型及易水洗的特性。4.2微蚀槽微蚀的目的,在于清洁铜表面之氧化及前工序遗留残渣,保持铜面新鲜及增加化学镀镍层的密着性。常用的微蚀液为酸性过硫酸钠溶液,参见表1。4.3预浸槽预浸槽在制程中没有特别的作用,只是维持活化槽的酸度以及使铜面在新鲜状态下(无氧化物),进入活化槽。4.4活化槽活化的作用,是在铜面析出一层钯,作为化学镀镍起始反应之催化晶核。如前所述,其形成过程为Pd与Cu的化学置换反应。工艺控制需关心的问题有:钯槽稳定性问题、活化槽硝槽处理问题、增加后浸处理问题和活化后水洗问题。4.5化学镀镍槽化学镀镍是通过在Pd的催化作用下,NaH2PO2水解生成原子态H,同时H原子在Pd催化条件下,将Ni2+还原为单质Ni而沉积在裸铜面上的过程。工艺控制需关心的问题有:磷含量问题、溶液PH值控制问题、镍槽寿命控制问题、溶液活性与稳定剂关系问题、溶液负载量(Loadingfactor)问题、镀镍槽的配制问题、程式选择问题和槽内壁镍层之去除问题。4.6化学浸金槽1)金槽之Au络合剂、PH值、SG、温度、浸渍时间要控制好。在一般情况下,浸金槽的浸渍时间设定在7~11分钟,操作温度控制在80~90℃,可以根据客户的要求,通过调节温度来控制金厚。2)沉积速率与浸金厚度问题以励乐公司“RONMERSESMT药水”为例,其沉积速率一般控制在0.05μm/5min,使金层厚度最小为0.03μm,最大为0.12μm,此金层能防止镍底不被氧化。3)使用寿命问题由于化学浸金是一个置换式反应过程,随着金不断在镍底基上沉积,其反应速度逐渐下降,因而需注意浸金液的寿命,对于励乐公司“RONMERSESMT药水”体系,大约在3MTO,超过它要及时进行更换。4)金回收处理问题为了节省成本,金槽后需加装回收水洗,同时还能减轻对环境的污染。5化学镀镍/金可焊性控制5.1金层厚度对可焊性和腐蚀的影响在化学镀镍/金上,不管是施行锡膏熔焊或随后的波峰焊,由于金层很薄,在高温接触的一瞬间,金迅速与锡形成“界面合金共化物”(如AuSn、AuSn2、AuSn3等)而熔入锡中。故所形成的焊点,实际上是着落在镍表面上,并形成良好的Ni-Sn合金共化物Ni3Sn4,而表现固着强度。换言之,焊接是发生在镍面上,金层只是为了保护镍面,防止其钝化(氧化)。因此,若金层太厚,会使进入焊锡的金量增多,一旦超过3%,焊点将变脆性反而降低其粘接强度。据资料报导,当浸镀金层厚度达0.1μm时,没有或很少有选择性腐蚀;金层厚度达0.2μm时,镍层发生腐蚀;当金层厚度超过0.3μm时,镍层里发生强烈的不可控制的腐蚀。5.2镍层中磷含量的影响化学镀镍层的品质决定于磷含量的大小。磷含量较高时,可焊性好,同时其抗蚀性也好,一般可控制在7~9%。当镍面镀金后,因Ni-Au层Au层薄、疏松、孔隙多,在潮湿的空气中,Ni为负极,Au为正极,由于电子迁移产生化学电池式腐蚀,又称焦凡尼式腐蚀,造成镍面氧化生锈。严重时,还会在第二次波峰焊之后发生潜伏在内的黑色镍锈,导致可焊性劣化与焊点强度不足。原因是Au面上的助焊剂或酸类物质通过孔隙渗入镍层。如果此时镍层中磷含量适当(最佳7%),情况会改善。5.3镍槽液老化的影响镍槽反应副产物磷酸钠(根)造成槽液“老化”,污染溶液。镍层中磷含量也随之升高。老化的槽液中,阻焊膜渗出的有机物量增高,沉积速度减慢,镀层可焊性变坏。这就需要更换槽液,一般在金属追加量达4~5MTO时,应更换。5.4PH值的影响过高的PH,使镀层中磷含量下降,镀层抗蚀性不良,焊接性变坏。对于安美特公司之Aurotech(酸性)镀镍/金体系,一般要求PH不超过5.3,必要时可通过稀硫酸降低PH。5.5稳定剂的影响稳定剂可阻止在阻焊Cu焊垫之间的基材上析出镍。但必须注意,太多时不但减低镍的沉积速度,还会危害到镍面的可焊性。5.6不适当加工工艺的影响为了减少Ni/Au所受污染,烘烤型字符印刷应安排在Ni/Au工艺之前。光固型字符油墨不宜稀释,并且也应安排在Ni/Au工艺之前进行。做好Ni/Au之后,不宜返工,也不宜进行任何酸洗,因为这些做法都会使镍层埋伏下氧化的危险,危及可焊性和焊点强度。5.7两次焊接的影响对低档卡板只做一次焊接,一般不会有问题。但如笔记型电脑的主板、手机或PC等高档板,一般需
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 randt
randt
本文标题:工艺指导书(1)
链接地址:https://www.777doc.com/doc-1297476 .html