您好,欢迎访问三七文档
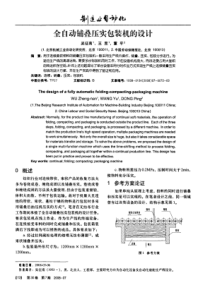
工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-02共页产品名称长半径弯头零(部)件名称第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø57×4每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将所下钢管放在砂轮切割机的钳口内,并保持平行,调整好砂轮切割机限位挡板断料砂轮切割机钢直尺、游标卡尺(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:220±2.0(4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-03共页产品名称长半径弯头零(部)件名称第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø76×4.5每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将所下钢管放在切割机的钳口内,并保持平行,调整好限位挡板断料砂轮切割机钢直尺、游标卡尺(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:350±2.0(4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-04共页产品名称长半径弯头零(部)件名称90E(L)Ø114×5第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø76×5每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板断料砂轮切割机钢直尺、游标卡尺(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:370±2.0(4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-05共页产品名称长半径弯头零(部)件名称90E(L)Ø133×5第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø89×5每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板断料砂轮切割机钢直尺、游标卡尺(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:440±2.0(4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-06共页产品名称长半径弯头零(部)件名称90E(L)Ø140×6第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø101.6×6.3每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板断料砂轮切割机钢直尺、游标卡尺(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:440±2.0(4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-07共页产品名称长半径弯头零(部)件名称90E(L)Ø159×6第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø114.3×6.3每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板断料砂轮切割机钢直尺、游标卡尺(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:520±2.5(4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-08共页产品名称长半径弯头零(部)件名称90E(L)Ø168×7第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø114.3×7.1每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板下料砂轮切割机钢直尺、游标卡尺(2)将砂轮安装并紧固在切割机主轴上(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:530±2.5(4)当切割到下死点时,松开按钮,回到上死点,完成一次切割过程(5)经检验合格后转下道工序钢直尺、游标卡尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-09共页产品名称长半径弯头零(部)件名称90E(L)Ø219×8第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø159×8每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将气割机吸附在钢管上,使两对永磁行走车轮同时接触管壁,接好电源、气源,转动电位器旋钮。断料磁轮切割机直尺(2)选择行车速度、行走方向,并将倒顺开关置于相应的位置,调节割距的位置和角度,拧紧锁紧手柄,使割距固定。(3)点燃预热火焰,打开气割氧开关,使被割钢管穿透后立即打开机相反方向行走,绕钢管一周。(4)气割完毕后,一手握住机柄,一手抓住滑动轴,用强力扭动,取下气割机,完成一次切割,并保证下料尺寸:660±3.0(5)经检验合格后转下道工序钢直尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-10共页产品名称长半径弯头零(部)件名称90E(L)Ø273×8第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø194×8每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件1下料(1)将气割机吸附在钢管上,使两对永磁行走车轮同时接触管壁,接好电源、气源,转动电位器旋钮。断料磁轮切割机直尺(2)选择行车速度、行走方向,并将倒顺开关置于相应的位置,调节割距的位置和角度,拧紧锁紧手柄,使割距固定。(3)点燃预热火焰,打开气割氧开关,使被割钢管穿透后立即打开机相反方向行走,绕钢管一周。(4)气割完毕后,一手握住机柄,一手抓住滑动轴,用强力扭动,取下气割机,完成一次切割,并保证下料尺寸:880±3.0(5)经检验合格后转下道工序钢直尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)零(部)件图号2101-11共页产品名称长半径弯头零(部)件名称90E(L)Ø325×10第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø245×10每毛坏可制件数每台件数备注工序号工序名称工序内容工段车间设备工艺装备工时准终单件1下料(1)将气哥机吸附在钢管上,使两对永磁行走车轮同时接触管壁,接好电源、气源,转动电位器旋钮。断料磁轮切割机直尺(2)选择行车速度、行走方向,并将倒顺开关置于相应的位置,调节割距的位置和角度,拧紧锁紧手柄,使割距固定。(3)点燃预热火焰,打开气割氧开关,使被割钢管穿透后立即打开机相反方向行走,绕钢管一周。(4)气割完毕后,一手握住机柄,一手抓住滑动轴,用强力扭动,取下气割机,完成一次切割,并保证下料尺寸:1000±4.0(5)经检验合格后转下道工序钢直尺编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)45E(L)零(部)件图号2170-1共页产品名称长半径弯头零(部)件名称第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø25—Ø425每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件04修整(1)用塞铁将是失圆的弯头端部外径整圆并使其端部外径偏差在公差范围内(详见附表)整形支架、塞铁、元头锤、游标卡尺(2)用砂轮机清除弯头表面缺陷,修磨后的壁厚不小于公称壁厚的87.5%砂轮机游标卡尺、超声波测厚仪(3)深于1.6典型不连续点的机械伤痕用补焊方法并用砂轮机修磨平整交流电焊机(4)经检验合格后转下道工序游标卡尺、测厚仪、直角尺、角度规、平板编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号90E(L)45E(L)零(部)件图号2170-3共页产品名称长半径弯头零(部)件名称第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø25—Ø273每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件05抛丸(1)将待抛丸处理的弯头放入滚筒里,关好门整形抛丸清理机(2)调定抛丸时间:8---12min(3)按操作规程进行操作(4)经检验合格后(无伤痕、锈斑)入成品库进行防锈处理06标识(1)用钢印进行标识,其钢印深度应小于0.3㎜包装标识钢印、元头锤(2)标识内容:①材质②规格型号、种类③压力等级④标准号⑤商标⑥可追溯性标识07防锈(1)将经抛丸处理后的弯头涂上一层防锈油(上海帕兴卡产)包装防锈铁桶、毛刷08包装(1)木箱包装并用碎纸屑充填,饱满度不小于80%包装元头锤、木质包装箱、钢带、元钉编制(日期)审核(日期)会签(日期)会签(日期)标准化(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺过程卡片XXX管件有限公司产品型号E(L)R(C)T(S)零(部)件图号2178-1共页产品名称弯头、三通、大小头零(部)件名称第页材料牌号20#钢毛坯种类钢管毛坯外形尺寸Ø25—Ø426每毛坏可制件数每台件数备注工序号工序名称工序内容车工间段设备工艺装备工时准终单件05防锈(1)清除成品管件表面杂包装油漆空气压缩机钢丝刷(2)将黑色酚醛沥青油漆用松香水按5:2进行稀释并装入喷枪喷枪、量杯、铁桶(3)接通电源、气源,调整好喷漆量,对准管件表面进行喷涂,并保证漆层均匀,颜色一致(4)将管件放在架在上晾干工
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 shiwei565
shiwei565
本文标题:工艺过程卡片
链接地址:https://www.777doc.com/doc-1297884 .html