您好,欢迎访问三七文档
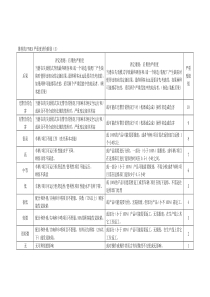
端子壓著技術與檢驗規范文件編號:E-5-003-002版本:1.0頁次:1.目的:為提供可接受的終端壓著提供通常的規則。在端子壓著中,沖壓模安裝是保證壓著品質的關鍵因素。壓著過程中,壓著高度、導體刷、喇叭口、衝料尾、剝皮長度和絕緣體位置等屬性必需得到確認。這其中任何一個或多個屬性變化都將降低拉力標準。因為各種屬性互相影響所以要建立各自的可接受變化范圍會很困難。因此有必要對機器作多次的調整直到安裝到最佳狀態,並在端子壓著制程中使用SPC製程統計手段降低不良率。2.端子壓著技術簡述:2.1.作為一種取代線材終端焊接的發展趨勢,壓著技術在端子與線材連結之間提供了一種相對低能損耗的高品質連結方式。無論是使用全手工還是全自動作業方式,沖壓模具的設計與安裝是提高壓著品質的最主要的關鍵因素。2.2.目前,許多OEM公司運用制程統計管制手法來持續提高其壓著品質。終端加工是一個復雜的過程,要保證連結品質就必須清楚這門技術所包含因素之間的互相的關聯與可變化性,沒有完全的了解的結果是達不到預期品質。在壓著制程中最關鍵的三個因素是︰端子,線材與沖壓模具,而此三者的每一種特性的變化都可能影響壓著品質。1端子壓著技術與檢驗規范文件編號:E-5-003-002版本:1.0頁次:3.端子壓著定義:(端子壓著模型)3.1.定義:(參照端子壓著模型)3.1.1.喇叭口︰在端子壓著導體部邊緣為芯線形成的一種錐狀突起,這種突起降低了芯線被端子鋒利的邊緣切斷及壓傷的可能。一般規定導體壓著部喇叭口為端子材質厚度的1~2倍。3.1.2.彎曲測試︰一種通過彎曲線材數次來觀察絕緣體與芯線是否相對端子存在位移來檢驗絕緣體壓著的方法。通常規定,絕緣體壓著能經受得起10次以內線材向任何方向的60~90度彎曲。當檢驗AWG24及更小的線材時請注意彎曲時不要讓絕緣體壓著部切斷或傷及線材。3.1.3.導體刷︰導體刷指線材芯線通過導體壓著部向端子連結方延伸部份。它有助于保證整個導體壓著部均存在機械壓著。導體刷不能延伸到端子連結區。3.3.4.導體壓著部:導體壓著部指端子包覆芯線部。它為連結建立了一種低能耗高電流的通常途徑。(如右圖示)端子壓著部斷面要求卷曲對稱,擠壓緊密。3.3.5.導體壓著部高度︰導體壓著高度的測量是從成形的壓著雙圓弧最頂面到壓著的底部圓弧面最高點,但不包括端子沖壓毛邊。測量壓著高度是一種快速,無損的保證端子壓著芯線部品質並可用于制程控制的一種優良屬性。壓著高度規格是一種能在電氣與機械特性間建立平衡的獨特性質。沖壓毛邊導体壓著部導體壓著高度絕緣體位置沖料尾絕緣体壓著部喇叭口導體刷端子壓著技術與檢驗規范文件編號:E-5-003-002版本:1.0頁次:3.3.6.衝料尾:端子從料帶上切落後保留在端子上的端子與料帶連結部份金屬。它有助于保持端子與線材處于同一直線上,能提高端子壓著的機械特性。通常要求衝料尾端長度最大不超過端子材質厚度的1.5倍。3.3.7.沖壓毛邊:端子導體壓著部底面的細微凸起,由于上沖模與底模的微小間隙而產生;由于沖子和底模沒有對齊,或送料裝置沒有調好,或送料力太大,或送料力不夠而產生﹒3.3.8.絕緣體壓著部分:絕緣體壓著部分使得端子插入塑殼后不會擺動和變形,端子必須盡可能的包住線材,並且要求端子沒有刺穿絕緣皮而傷及芯線,絕緣體部分壓著好壞主要取決于沖壓模結構尺寸﹒在實際生產應用中通常用彎曲測試來決定絕緣體壓著部是否可以接受﹒3.3.9.絕緣體壓著高度:3.3.9.1.一般不定義絕緣体壓著高度范圍的原因是由于絕緣體厚度,材質與導線變化范圍都很寬,而很多端子都設計成可以配合許多種線材規格,在端子適應范圍內,絕緣體捲曲可能不能完全包住線材﹒而在大多數實際制程這種情況下仍為可接受絕緣體壓著。a.線材外徑較AWG22(含AWG22)大的線材絕緣體壓著必須緊貼線材面積致少88%以上。b.線材外徑較AWG22小的線材壓著後絕緣體與卷曲相貼至少50%以上。3.3.9.2.確認端子絕緣體捲曲底部和線材平貼,一旦沖壓模具被調整到最佳狀態了,定義絕緣體壓著高度就很重要了。之后,作為安裝流程的一部分操作者就可對此壓著高度進行檢驗了。3.3.10.絕緣體位置:就是絕緣體在導體壓著部與絕緣體壓著部的過渡區域的位置。在過渡區應能見到同樣長的導體芯線與絕緣體.絕緣體位置保証絕緣體在整個絕緣體卷曲壓著下,而沒有出現導體壓著部壓著絕緣體現象。絕緣體的位置取決于擋線裝置和適用于端子的線材剝去絕緣體長度。全自動制程中,實際絕緣體位置決定于輸入/輸出的壓床的調整。3.3.11.剝離長度:當絕緣體被剝去后,暴露的導體芯線長度。剝離長度決定了絕緣體壓著位置在正中間時導體刷的長度。3.3.12.制程:指壓著終端作業中人,機,材料,制造方式和所有步驟的組合。制程控制用于規定整個時期的產品特性來幫助查明制程中的變化。當制程變化發生的時候以避免出現成千上萬的不良壓著.3端子壓著技術與檢驗規范文件編號:E-5-003-002版本:1.0頁次:3.3.13.引張強度測試:3.3.13.1.引張強度測試是一種快速,破壞性的方法來評估壓著終端機械特性的方法,當壓著時必須有足夠的壓力來擠壓掉可能在被剝去絕緣體的線材導體上產生的氧化層和導體捲曲內壁的鍍錫層而提供必要的金屬與金屬的連結。如果沒有這樣,接觸阻抗就會增大。壓著後一個壓著終端將降低導體圓面積及阻抗。3.3.13.2.引張強度測試是一種發現制程中問題的很好指示物,在剝去絕緣體作業時切斷或傷及芯線,喇叭口或導體刷缺乏或缺少,不正確的壓著高度或沖壓模具都將降低引張強度。線材特性或芯線以及端子的設計也能增大或降低拉力水準。3.3.14.沖壓高度:從壓床底部停止中心到沖壓模具上升最高基準面,沖壓模具於壓床上的定位孔移動的距離。3.3.15.端子位置:端子被安置到對齊成型衝模和底模,及穿過切料模塊的位置。沖壓模具安裝決定了導體部喇叭口,衝料尾長度和端子毛邊。4.檢測工具:4.1.游標卡尺:用于測量直線屬性(例對角尺寸,壓著寬度)。4.2.放大鏡:用于目視檢測端子壓著的工具,放大倍數為10X或更大。4.3.千分尺:用于測量壓著高度。4.4.直尺:用于測量喇叭口,衝料尾,導體刷,線材位置和剝皮長度,建議最大測量精度為0.5mm。4.5.拉力計:用于以一定的速度測試端子的引張強度來決定終端的機械特性。4.6.顯微鏡:用于仔細的目視評估及對喇叭口,衝料尾,導體刷,線材位置和線材剝去絕緣體長度作可靠的測量。4端子壓著技術與檢驗規范文件編號:E-5-003-002版本:1.0頁次:5千分尺(Micrometer)游標卡尺(Caliper)數顯式力量強度計與電動升降台(DigitalForceGaugeAutomaticup/DownSet)金相顯微鏡(Microscope)端子壓著技術與檢驗規范文件編號:E-5-003-002版本:1.0頁次:5.測量:5.1.引張強度測試:5.1.1.剪下線材長度約152mm長5.1.2.一端剝去絕緣體13mm或足夠長以便端子壓著后沒有壓到絕緣體或絕緣體壓著部沒有扣住線材。5.1.3.目視檢查端子壓著后的喇叭口,導體刷及導體捲曲。5.1.4.設定引張強度測量計速度為25mm/minute,在實際測試中,如果速度太大則對拉力的變化影響不會明顯。速度較低能使導線可在一特定力量時突然斷裂。5.1.5.如果線材絕緣体部份太滑就有必要在線材沒有壓著端子的一端打一個活結。5.1.6注意引張強度測量計的規格,所有線材和壓著終端都必須確保夾持住(注意:應夾住端子連結部,不要夾到導體壓著部)。5.1.7.開始進行引張強度測試。5.1.8.記彔引張強度數值,每次調機后至少確認5個引張強度測量值,至少記彔25個值來確認制程能力。5.1.9.以最小的引張強度測值与引張強度規格最小值做比較。5.1.9.1.注意:在雙線並打時通常有比較大的變化性与較低的CPK值,這種變化度是正常的,緣于導體刷,導體喇叭口与更多的芯線數比一根線材的壓著率大得多。並打線材被認為不比最小的線材更好壓著。如果所有線材都緊密擠壓且是強制拉出則拉力實測值會較大,如單獨拉個別線材則引張強度值會很低,如所有線材都是同樣的線號,則放在上面的線材引張強度會小于壓在底部的線材。5.1.9.2.引張強度標準僅有最小規格值,為進行CPK值計算,平均讀數被假定為平均值而來確定最大值以使CP與CPK值相等。5.2.壓著高度測量:5.2.1.完成沖壓模具安裝程序。5.2.2.壓著至少5個樣本。5.2.3.將端子平放,讓千分尺固定測砧通過導體壓著部雙圓弧頂(不要讓測量儀靠近喇叭口)。5.2.4.轉動千分尺測微旋扭直到測砧接觸到端子壓著底部圓弧的最頂面。如果使用游標卡尺則測量包括到毛邊的高度。5.2.5.記彔壓著高度測量值,每次調機后至少確認5個壓著高度值,至少記彔25個值來確認制程能力。5.2.6.機器運轉中,每壓著250~500pcs檢驗一次壓著高度。5.2.6.1因壓著高度是一種無損的測量方式,並可評介電氣與機械特性的可靠性的主要獨特性質而常用于畫管制圖。畫管制圖三個主要目的是:a.調機時壓著高度通常在規格範圍的下限。6端子壓著技術與檢驗規范文件編號:E-5-003-002版本:1.0頁次:b.一旦製程發生特殊的不規則及不可預測的異常時就有必要馬上找出其問題點而來阻止發生更多的壓著不良。c.最重要的一點:這些數據有必要用于評估及提升壓著製程品質。6.流程:6.1.沖壓模具安裝:(參考流程圖)6.1.1.檢查沖壓模具是否潔淨且無磨損。如有必要清潔并更換破損沖壓模具。6.1.2.關掉衝壓機電源,打開離合器。6.1.3.把合用的沖壓模具裝進衝壓機。6.1.4.固定端子料帶入沖壓模具,以便第一個端子正好位於底模正上方。6.1.5.手動沖壓機運轉一週以確保完全無干擾。如不行,移動沖壓模具檢查沖壓高度,重複步驟6.1.3。6.1.6.檢查沖壓模具是否已經對齊了,檢查端子曲卷底部印跡是否由於下模而形成的。檢查毛邊和壓著成形是否在中間。如不是,對齊沖壓模具重複步驟6.1.5。6.1.7.檢查送料裝置是否使下一個端子定位於底模中心的正上方。如沒有,調整送料爪重複步驟6.1.5。6.1.8.重複確定已打開離合器(在安裝沖壓模具其中間),遵從了所有在手動壓著和裝模時所應注意的安全要求。(特定機器)6.1.9在電動下壓著樣品端子。6.1.10.估計衝料尾長度和導體壓著部喇叭口。如需進行調整,關掉電源,打開離合器,調整導料裝置。手動一週壓機并檢查送料位置重到步驟6.1.7。6.1.11.評估導體刷。如需調整,關掉沖壓電源,打開離合器,調整擋料板,或自動壓著裝備的沖壓位置,重複到步驟6.1.8。6.1.12.評估絕緣體位置,如有必要調整剝去絕緣體長度,壓著新樣本,開始步驟6.1.10。6.1.13.放鬆絕緣體部壓著高度。6.1.14.壓著樣品端子。6.1.15.測量導體壓著高度並與規格作比較。如果有必要,切斷電源並打開離合器。調整導體壓著高度,接上電源﹐重複到步驟6.1.14。6.1.16.進行引張強度測試。如失敗﹐參考調機規則。6.1.17.調整絕緣體壓著。6.1.18.壓著樣品端子。6.1.19.評估絕緣體壓著。如有必要﹐關掉電源並打開離合器﹐調整絕緣體壓著高度﹐接上電源﹐重複到步驟6.1.18。1.1.20.測量壓著高度并與規格比較﹐如有必要則切斷電源并打開離合器﹐調整導體壓著高度﹐接上電源﹐重複到步驟6.1.18。6.1.21.記錄測量值。7端子壓著技術與檢驗規范文件編號:E-5-003-002版本:1.0頁次:開始切斷電源打開必要的保險裝置評估沖料尾長和嗽叭口端子送料位置端子是否位于底模正中上方完成一次沖壓評估沖壓模具以保証其潔凈無損更換沖壓模具/清潔關閉電源開啟離合器壓著樣本接上電源鎖定端子入沖壓模具將沖壓模具裝入壓床從壓床上取下沖壓模具設定壓床沖壓高度調整端子送料或送料爪手動壓床一周手動壓床一周調整導料位置AB沖壓模具是否對齊對齊沖壓模具YesYesYesYesGoodNoGoodNONONONO8端子壓著技術與檢驗
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 huang188154238
huang188154238
本文标题:端子压着技术及规范
链接地址:https://www.777doc.com/doc-1298901 .html