您好,欢迎访问三七文档
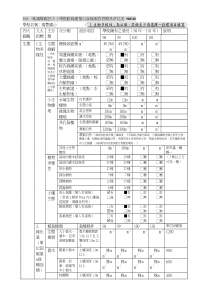
2013届毕业设计第1页共36页目录1设计纱线的原料选择.....................................................21.1原棉选配..........................................................21.2化纤选配..........................................................22纱线的生产工艺流程及主要设备特点.......................................42.1流程的选择原则....................................................42.2设备选择原则......................................................42.3工艺流程选择......................................................42.4主要设备特点介绍..................................................53纱线的生产工艺设计.....................................................53.1选择各工序工艺参数................................................53.2细纱工艺设计......................................................53.3粗纱工艺设计.......................................................73.4混并工艺设计.......................................................83.5涤预并工艺设计...................................................123.6精梳工艺设计.....................................................133.7并卷工艺设计.....................................................153.8条卷工艺设计.....................................................163.9梳棉工艺设计.....................................................173.10开清棉工艺设计..................................................193.11络筒工艺设计....................................................203.12捻度计算........................................................214纺部各工序理论产量及定额产量计算......................................224.1清棉机的理论产量..................................................224.2梳棉机的理论产量..................................................234.3条卷机的理论产量..................................................234.4并卷机的理论产量..................................................244.5精梳机的理论产量..................................................244.6粗纱机的理论产量..................................................254.7细纱机的理论产量..................................................254.8络筒机的理论产量..................................................255纺部各工序总产量计算..................................................265.1消耗率和计划停台率的选择..........................................265.2总产量和配台计算..................................................266结论..................................................................347致谢..................................................................352013届毕业设计第2页共36页1设计纱线的原料选择织物品质与构成织物的纱线品质密切有关。纱线品质又取决于原料性质。纱线种类和用途不同,选用原料又是选择纺纱工艺流程、机型和工艺参数的主要依据。1.1原棉选配1.1.1按纱线特数选配原棉细号纱线:细号纱线都用于高档织物或股线,成纱质量要求较高。应选择色泽洁白、品级较高(1.5~2.8),成熟度适中,纤维特数和强力较高,纤维较长(30~29mm),整齐度较好和杂质疵点较少的原棉。1.1.2按纱线用途和加工工艺选配原棉(1)精梳棉纱:精梳棉纱多用于高档产品,要求纱线条干均匀,棉结杂质少。因此,应选择色泽乳白、品级高纤维成熟度适中,纤维特数和强力较高、纤维较长、棉结杂质较少的原棉。(2)机织用纱:经纱在准备和织造过程中,要经受反复摩檫和较大张力。因此,对其强力要求应高于纬纱,特别是细特纱,高经纬密的单纱织物或纬密较高的织物,对纱线强力要求更高。所以应选配成熟度适中,纤维特数小和强力较高,纤维长度较长的原棉。为了在保证质量的前提下降低成本,提高产品竞争力,我们设计了一下方案:配棉:由于近年来市场上131棉花较少且细度偏粗,因此,配棉时搭用部分细度、长度较适中的新疆229棉花,这样,不仅可以降低配棉成本,还可以增加纱线光泽。配棉方案表见表1-11.2化纤选配化学纤维可纯纺,也可与天然纤维或其他化学纤维混纺。化学纤维选配目的在于改善纤维纺纱性能、提高织物服用性能、降低产品成本,提高产品质量、增加产品品种。纤维性能选配时,棉型化纤长度一般为35~38mm,细度1.2~1.5旦.为了提2013届毕业设计第3页共36页高成纱强力,特种高强纱线可选用1.1旦,高特纱选用1.2~1.3旦,细特纱选用1.4旦,中特纱选用1.5旦左右。即纱特数愈小,选配化纤应愈细。纤维长度长,成纱中纤维强力利用率高,成纱强力好。化纤愈细,同特纱截面内纤维根数愈多,强力愈大,成纱条干愈均匀,但细度过细易产生棉结,影响织物风格。化纤粗,刚性增加,织秀毛型感较好。与棉混纺时,化纤细度与棉纤维接近。涤纶纤维性能指标见表1-2。表1-1配棉方案表对数唛头产地主体长度mm品质长度mm短绒率%成熟度细度强力含杂率%混用量%1129湖北28.331.314.21.6161433.841.15152131新疆29.5633.28.931.9854634.31.65103231江苏28.83220.21.4459803.671.75254229富平27.831.316.81.661622.781.57255331江苏29.231.714.11.6559703.521.19156329山东28.831.814.71.558042.781.7110品级分布混比%加权平均数主体长度28.7平均等级=1×(0.15+0.1)+2×(0.25+0.25)+3×(0.15+0.1)=2符合平均品级范围1.5~2.01级25品质长度31.92级50短绒率14.83级25成熟度1.63平均品级1.9细度5920长度分布混比%实际控制范围锯齿棉85%平均长度=31×(0.25+0.1+0.15)+29×(0.25+0.1+0.15)=30(mm)符合平均长度范围30±1270品级差异22950长度差异23150支数差异699平均长度30含杂差异0.62013届毕业设计第4页共36页表1-2涤纶纤维性能指标产地规格纤度dtex平均长度/mm含油率%回潮率%强力/CN仪征1.2D×38mm1.1838.140.230.45.542工艺流程和设备的选择及主要设备特点2.1流程选择原则(1)根据纺织工艺原理和生产实际情况,应选用既先进,又成熟定型的工艺流程和高效能的机台。(2)在保证成纱质量前提下尽量缩短工艺流程以减少设备的数量,节约设备资源。(3)工艺流程应有一定灵活性,应能在一定范围适应不同产品的加工要求。(4)应能改善劳动条件,减轻劳动强度。2.2设备选择原则在新厂设计时,首先要深入实际熟悉设备的使用性能,掌握设备供应情况,对新型机台必须了解有关鉴定资料,以便所选择的设备在技术上是可行的,经济上是合理的,而供应上又是有保证的,在选择设备时,除了要掌握组织工艺过程的必要依据外,还必须注意下列各点。(1)设备选择,应能适应产品加工的技术要求,并且有一定的灵活性,并注意标准化,通用化,系列化。(2)选择高产,优质,有利于提高劳动生产率的高效能机台。(3)设备结构要求简单,耐用,噪声低,震动小,便于看管和维修。(4)设备占地面积要小,有利于节约厂房面积和基建投资。(5)新型设备必须是技术上成熟,且经过鉴定定型的。2.3工艺流程的选择棉:FA002环式抓棉机→FA103型双轴流开棉机→FA028型六仓混棉机→FA141成卷机→FA221B型梳棉机→FA334型条卷机→FA344型并卷机→FA266型2013届毕业设计第5页共36页精梳机涤:FA002环型式抓棉机→FA028型六仓混棉机→FA141成卷机→FA221B型梳棉机→FA306型预并条机涤/棉:FA306型并卷机→FA458A粗纱机→FA506型细纱机→GA105型络筒机2.4主要设备特点FA002环式抓棉机适用于加工棉、棉型化纤和长化纤纤维。FA221B型梳棉机消化吸收DK760型梳棉机的优点,机架、锡林筒体、道夫筒体等机件均采用钢板焊接结构、质量轻、刚性好、精度高。锡林底部设计罩板与吸口,取代了大漏底,提高了棉网质量,刺辊底部设除尘刀,预分梳板,落棉量调节板,吸口,倾斜式三罗拉剥棉机构,有利于棉网转移和高速生产。FA344型并卷机采用高架喂入式,能够适应梳棉大卷装,该机采用双速电动机,慢速启动后转入高速运转,启动平稳,减小了冲击力。FA458A型粗纱机,主要轴传动采用耐磨性优越的同步和斜齿轮,动力传动平稳、噪声小。采用新型封闭式锭翼,在高速条件下断头极少。采用PLC可编程序控制和变频器控制,慢速启动。采用满纱自动控制,实现定长、定位、定向停车,液晶显示。FA506型细纱机,主传动采用双速电动机或变频调速,采用同步齿形带,能有效降低噪声。升降凸轮转子的位置可调,适应钢领板升降短动程改变。采用未叉机构,实现导纱板变程升降。采用可编程序控制纺纱过程。3纱线的生产工艺设计3.1选择各工序工艺设计根据参考指导书选择纱线线密度的范围及根据经验,将以下各工序的线密度列为下表3-1:3.2细纱工艺设计3.2.1细纱工艺设计原则细纱机的牵伸能力和细纱机的捻度关系到设备利用率和劳动生产率等方面。因此应根据重加压、强控制、前紧后大的握持距、合理的后区部署、优选捻系数2013届毕业设计第6页共36页的工艺处理原则,
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 dchxtt309787749
dchxtt309787749
本文标题:棉纺工艺设计
链接地址:https://www.777doc.com/doc-1299799 .html