您好,欢迎访问三七文档
1、精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料热处理通用工艺范围本守则规定了热处理的工艺规则,适用于本公司的热处理。2准备工作2.1根据加工路线单核对工件数量,检查材料是否符合要求,并根据图样了解热处理的种类。2.2检查工件是否有碰撞伤痕、裂纹等缺陷。2.3检查炉子及炉温仪表使用情况是否正常2.4严禁带电进出炉操作,工件离电热体不宜太远,以防局部过热。一般工件离炉壁应大于100mm,离炉顶大于200mm。2.5对形状复杂或细长轴等工件,在堆放时要按有关操作要求装入炉内。3设备3.1X45箱式电阻炉。3.20-1100°热电偶电子电位差计。3.3布洛氏硬度计。4退火4.145、40Cr钢分别加热到800℃-840℃,830℃-850℃,保温2-3h,然后以小于100℃/h的速度缓慢冷却至500℃-600℃出炉空冷。4.2T7-T9,T10-T12钢分别加热到740℃-760℃,750℃-770℃保温2-4h,然后以小于200℃/h的速度缓慢冷却至500℃-600℃出炉空冷。4.3对于合金钢等特殊材料,按有关技术资料的要求操作。4.4一般件可不。
2、预热低温进炉,也可高温进炉,但对形状复杂、大件或高合金工具钢退火时,应低温进炉。入炉后,当温度升至500℃-650℃时,应保温1-2小时再继续升温。精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料4.5出炉时对于形状复杂或细长的工件,宜用钳子或其它夹具垂直或水平放在适当地方。5正火5.1通常用于正火的材料为含碳量不超过0.5%的碳素钢、低合金钢的锻件、铸钢件、粗加工等。5.2Q023、20钢、Q345等材料加热到880℃-93℃,保温1-3h后出炉空冷。5.345、40Cr钢分别加热到830℃-880℃,850℃-890℃,保温1-3h后出炉空冷。5.4保温时间根据工件的有效厚度决定,具体见表有效厚度(mm)≤2525-2050-7575-100100-125保温时间(min60901201501805.5正火规范相同的零件,可在同炉处理,但截面有效厚度必须相近。5.6不同尺寸的零件在同炉处理中,若同时出炉时,其保温时间就按晨大截面所需的保温时间计算,但允许小件到达其本身尺寸所需保温时间后单独出炉。5.7多件装炉时工件断面尺寸小于100mm者,。
3、其间隙应大于50mm。技术要求较高的零件严禁小件外面套大件。5.8对细长零件,在易变形部位加支承(垫铁)。5.9保温结束后,应迅速把零件出炉,在空气中冷却,零件必须分散,不能成堆集中。6淬火6.145钢加热到830℃-870℃,保温0.3-1.2h,然后出炉在自来水(盐水)中急速冷却。6.240Cr钢加热到840℃-880℃,保温0.3-1.2h,然后出炉在油(柴油)中急速冷却。6.3高碳工具钢加热到760℃-820℃,保温0.3-1.2h,然后出炉在自来水(盐不)中急速冷却。6.4淬火时,工件要平衡迅速地进入冷却介质中,并上、下移动,同时将工件绕圈行走,直到没有汽泡出现或水声微弱停止。精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料6.5根据工件的几何形状、尺寸大小、直径及长度,选择正确的方法浸入冷却剂,以确保工件最小的变形量。6.5.1长方形、扁平和长柱表的工件应垂直浸入冷却剂。6.5.2筒状的工件,应由轴心方向垂直浸入冷却剂。6.5.3有空心凹面,不穿通孔的工件,应使孔口朝上浸入冷却介质,以免空气或冷却剂气泡堵在凹面处不能跑出,阻碍冷却的。
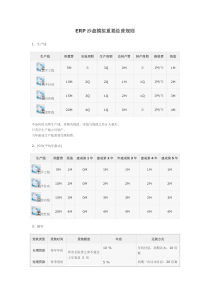
4、正常进行。6.5.4厚度不均匀的工件应尽可能将厚的部分先浸入冷却剂。6.6工件淬火后应尽快进行回火,停留时间不得超过24小时。6.7截面大小不同的零件装入一炉时,大件放在炉膛里面,小件放在前面,以便小件先出炉。6.8冷却介质自来水(盐水)、柴油使用温度分别为小于30℃、80℃。6.9一般淬火件不做金相检验,但如工艺有规定,检验人员对本批淬火件质量发生怀疑、成批产品变更工艺、新钢材、新工艺、新技术试验以及分析废品原因等等,应进行金相组织检验。7回火7.1将淬火后的工件,根据其技术要求加热到一定的温度,保温1-2h,出炉在空气中冷却。7.2回火的温度主要根据零件的材料、要求硬度以及淬火后的硬度而定。一般要求硬度高的工件,回火温度低一些;反之,回火温度高一些。7.3一般回火温度对照表牌号热处理淬火后的硬度技术要求硬度回火温度45调质调质HRC58-60HEC58-60HB200-250HB250-300560-600℃500-540℃淬火″HRC40-45350-370℃精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料淬火″HRC45-50260-2。
5、80℃40Cr调质调质HRC53以上HEC58-60HB200-250HB250-300600-650℃580-600℃淬火″HRC40-45350-370℃淬火″HRC45-50260-280℃淬火″HRC50-55180-200℃T10调质HRC63-66HB200-230600-640℃保温6-10小时淬火HRC63-66HRC58-64220-240℃7.4回火保温时间应根据零件的大小和一次装炉量等情况而定,较大的零件或一次装炉量较多,则保温时间要长一些。反之,要短一些,以符合图样所要求的硬度为原则。7.5回火的目的是消除淬火后的脆性和内应力、提高塑性、稳定工件尺寸、满足硬度要求,经获得需要的组织和性能,因此,要严格遵守各项操作要领,确保产品质量。8火焰淬火8.1将工件置于强烈的火焰中进行加热,使其表面温度迅速达到淬火温度(目测),急速用冷却剂(自来水)进行冷却,以获得要求的表面硬度及硬化层深度。8.2火焰淬火后的工件应及时回火,以免产生裂纹。8.3火焰淬火使用的乙炔压力为0.03-0.1MPa,氧气压力为0.1-0.8MPa。8.4操作时,工件表面与火焰的距离一般为5-10m。
6、m。根据零件大小而定。烧咀的移动速度为50-300mm/min。烧咀后倾10-30°射向工件。8.5火焰的前进速度要均匀,以免因加热不均而影响质量。8.6熄火时应先关闭一些氧气(不能完全关闭),再关乙炔。8.7调节火焰为中性火焰,以防氧气过少时火焰温度为高,氧气过多时易引起被淬零件的氧精品资料网()25万份精华管理资料,2万多集管理视频讲座精品资料网()专业提供企管培训资料化。在整个淬火过程中,火焰的形状要稳定不变,使淬火表面能均匀受热。8.8火焰淬火后的温度可比常规淬火的温度略高80℃-100℃,温度的控制要根据金属表面温度和色标对照表加以目测来完成。8.9火焰淬火后的回火操作方法按“回火操作工艺指导”操作。9完工后9.1每批工件抽样检查其硬度是否达到要求。9.2工件要按指定的地点以及方式堆放整齐。。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 qq569154388
qq569154388
本文标题:热处理通用工艺
链接地址:https://www.777doc.com/doc-1300523 .html