您好,欢迎访问三七文档
1、热轧工艺基础热轧工艺基础1.产品介绍2.工艺流程3.板坯、钢卷规格4.轧制过程基本概念5.加热工艺6.粗轧工艺7.精轧工艺8.卷取工艺1.按品质分类热轧工艺基础-产品介绍-产品分类2.按化学成分分类热轧工艺基础-产品介绍-产品分类3.按成型方法分类:(1)锻钢(2)铸钢(3)热轧钢(4)冷轧钢热轧工艺基础-产品介绍-产品分类4.按用途分类热轧工艺基础-产品介绍-产品分类5.按金相组织分类(1)正火状态(2)退火状态(3)无相变或部分发生相变的钢热轧工艺基础-产品介绍-产品分类6.按钢材外形型材板材管材金属制品热轧工艺基础-产品介绍-产品分类7.综合分类(1)普通钢a.碳素结构钢:Q195;Q215(A、B);Q235(A、B、C);Q255(A、B);b.低合金结构钢c.特定用途的普通结构钢(2)优质钢(包括高级优质钢)a.结构钢:(a)优质碳素结构钢;(b)合金结构钢;(c)弹簧钢;(d)易切钢;(e)轴承钢;(f)特殊用途优质结构钢。b.工具钢:(a)碳素工具钢;(b)合金工具钢;(c)高速工具钢。c.特殊性能钢。
2、:(a)不锈耐酸钢;(b)耐热钢;(c)电热合金钢;(d)电工用钢;(e)高锰耐磨钢。热轧工艺基础-产品介绍-产品分类碳素钢:钢中只含有铁、碳、硅、锰、硫、磷,没有其它合金元素,而且硅含量不超过0.4%,锰含量不超过0.8%的钢叫碳素钢。碳是碳素钢中影响性能的主要元素。热轧工艺基础-产品介绍-常见钢种介绍合金钢:在钢中除含有铁、碳和少量不可避免的硅、锰、磷、硫元素以外,还含有一种或多种适量的合金元素,因而具有较好或特殊性能的钢即为合金钢。根据含合金总量的多少,合金钢又分低合金钢(合金总量≤5%);中合金钢(合金总量5.0~10.0%)。高合金钢(合金总量≥10%)。按用途可把合金钢分为八大类,它们是合金结构钢、弹簧钢、轴承钢、合金工具钢、高速工具钢、不锈耐酸钢、耐热不起皮钢、电工用硅钢。热轧工艺基础-产品介绍-常见钢种介绍结构钢:制造金属结构、机器设备的碳钢和合金钢,总称为结构钢。一般强度高而韧性好,具有良好的加工性。又分为工程结构钢(用于建筑、桥梁、造船等工程及铁路、车辆、锅炉等方面)和机器用钢。热轧工艺基础-产品介绍-常见钢种介绍优质碳素结构钢:是含碳小于0.8%的碳素钢。
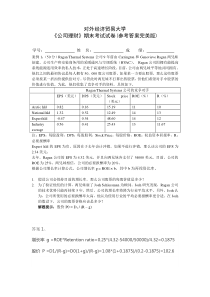
3、,这种钢中所含的硫、磷及非金属夹杂物比碳素结构钢少,机械性能较为优良。热轧工艺基础-产品介绍-常见钢种介绍(一)各牌号碳素结构钢的主要用途:1.牌号Q195,含碳量低,强度不高,塑性、韧性、加工性能和焊接性能好。用于轧制薄板和盘条。冷、热轧薄钢板及以其为原板制成的镀锌、镀锡及塑料复合薄钢板大量用于屋面板、装饰板、通用除尘管道、包装容器、铁桶、仪表壳、开关箱、防护罩、火车车厢等。盘条则多冷拔成低碳钢丝或经镀锌制成镀锌低碳钢丝,用于捆绑、张拉固定或用作钢丝网、铆钉等。2.牌号Q215,强度稍高于Q195钢,用途与Q195大体相同。此外,还大量用作焊接钢管、镀锌焊管、炉撑、地脚螺钉、螺栓、圆钉、木螺钉、冲制铁铰链等五金零件。3.牌号Q235,含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。常轧制成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量用于建筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。C、D级钢还可作某些专业用钢使用。4.牌号Q255,性能与Q235差不多。
4、,强度稍有提高,塑性有所降低。应用不如Q235广泛,主要用作铆接与检接结构。5.牌号Q275,强度、硬度较高,耐磨性较好。用于制造轴类、农业机具、耐磨零件、钢轨接头夹板、垫板、车轮、轧辊等。热轧工艺基础-产品介绍-常用钢的牌号、性能和用途(二)各牌号低合金高强度结构钢的主要用途低合金高强度结构钢旧标准称低合金结构钢,又叫普通低合金结构钢。1.牌号Q295钢,钢中只含有极少量的合金元素,强度不高,但有良好的塑性、冷弯、焊接及耐蚀性能。主要用于建筑结构,工业厂房,低压锅炉,低、中压化工容器,油罐,管道,起重机,拖拉机,车辆及对强度要求不高的一般工程结构。2.牌号Q345、Q390钢,综合力学性能好,焊接性能、冷热加工性能和耐蚀性能均好,C、D、E级钢具有良好的低温韧性。主要用于船舶,锅炉,压力容器,石油储罐,桥梁,电站设备,起重运输机械及其他较高载荷的焊接结构件。3.牌号Q420钢,强度高,特别是在正火或正火加回火状态有较高的综合力学性能。主要用于大型船舶,桥梁,电站设备,中、高压锅炉,高压容器,机车车辆,起重机械,矿山机械及其他大型焊接结构件。4.牌号Q460钢,强度最高,在正火,正火加。
5、回火或淬火加回火状态有很高的综合力学性能,全部用铝补充脱氧,质量等级为C、D、E级,可保证钢的良好韧性的备用钢种。用于各种大型工程结构及要求强度高,载荷大的轻型结构。热轧工艺基础-产品介绍-常用钢的牌号、性能和用途IF钢:IF(InterstitialFree)钢,又称无间隙原子钢,是在超低碳钢中加入一定量的Ti、Nb使钢中的C、N原子完全被固定成碳氮化合物,而钢中无间隙原子存在。IF钢的典型性能特点是无时效和具有良好的深冲性能。广泛应用于汽车工业热轧工艺基础-产品介绍-典型品种钢介绍DP钢:双相钢(DualPhase钢或DP钢),由低碳钢或低合金高强度钢经临界区处理或控制轧制而得到的,微观组织主要由铁素体和马氏体两相所构成,DP钢一般用于制造高强度、高抗碰撞吸收、易成型、要求严格的零件,如车轮轮毂、保险杠、悬挂系统和加强件,也可用在汽车的内外板等零件上。热轧工艺基础-产品介绍-典型品种钢介绍TRIP钢:TRIP(TransformationInducedPlasticity)钢又称相变诱导塑性钢,近年来得到钢厂和汽车厂的广泛重视,主要是由于TRIP钢本身所具有的优点决定的,即T。
6、RIP钢在成形过程中残余的奥氏体会逐渐转变为硬的马氏体,由于这种硬化,使得变形很难集中在局部区域,因此可以得到分散而均匀的变形,实现了强度和塑性较好的统一,较好地解决了强度和塑性矛盾,成为汽车用板“减重节能”的较佳的材料。而一般的钢种,当强度提高后伸长率将线性下降,从而造成汽车厂冲压开裂和回弹较大等问题。此外,TRIP钢还具有高的抗冲撞吸收功的特点,在国外新的车型中多被用于安全件。热轧工艺基础-产品介绍-典型品种钢介绍超细晶粒钢:晶粒细化是提高钢铁材料强度和韧性的最有效方法之一。80年代后期,发现通过应变诱导相变和铁素体动态再结晶获得超细铁素体组织的新的工艺方法,可生产出1μm以下的细晶粒。超细晶钢优点:强度高、疲劳强度高、韧性好、韧-脆转变温度低,适合对强度要求高的低温环境。缺点:屈强比太高、深冲性能差,不适合做汽车覆盖件等零件。热轧工艺基础-产品介绍-典型品种钢介绍烘烤硬化汽车板BH(bake-hardeningsheetforautomobiles)是一种将冲压用钢的深冲性能与合金元素P(Mn)的固溶强化机制相结合,并通过烘烤硬化的应变硬化机制而获得高强度、深冲性与良好抗。
7、凹性等综合性能优异的冷轧钢板。良好的抗凹性必须要求钢板具有较高的屈服强度,但汽车冲压时除要求高塑性应变比(r值)、高延伸率(δ值)、高应变硬化指数(n值)外,还要求板料较软以提高成型裕度,以致回弹,因而提高钢板成型性与抗凹性构成了一对矛盾。BH较好的解决了这一问题。热轧工艺基础-产品介绍-典型品种钢介绍耐候钢:添加特殊元素(P、Cu、C等),具有良好的耐腐蚀性和耐大气腐蚀性,用于集装箱、特种车辆的生产,也用于建筑结构物。热轧工艺基础-产品介绍-典型品种钢介绍热轧工艺基础-产品介绍-2250热轧产品目录热轧工艺基础-产品介绍-2250热轧产品目录热轧工艺基础1.产品介绍2.工艺流程3.板坯、钢卷规格4.轧制过程基本概念5.加热工艺6.粗轧工艺7.精轧工艺8.卷取工艺工艺流程为:检验合格板坯称重热坯存放冷坯存放加热炉高压水粗除鳞板坯减宽粗轧精轧飞剪高压水精除鳞层流冷却卷取打捆检查称重喷印商品卷平整和分卷供冷轧卷入库直接热装热轧工艺基础-工艺流程热轧工艺基础1.产品介绍2.工艺流程3.板坯、钢卷规格4.轧制过程基本概念5.加热工艺6.粗轧工艺7.精轧工艺。
8、8.卷取工艺板坯规格:厚度230mm宽度900-2150mm长坯长度9000-11000mm短坯长度4500-5300mm最大重量40t钢卷规格:带钢厚度(碳钢)1.2~25.4mm带钢宽度830~2130mm钢卷外径2150mm(max)钢卷内径762mm钢卷重量最大40t单位卷重最大24.0kg/mm热轧工艺基础-板坯、钢卷规格热轧工艺基础1.产品介绍2.工艺流程3.板坯、钢卷规格4.轧制过程基本概念5.加热工艺6.粗轧工艺7.精轧工艺8.卷取工艺咬入角、接触弧长度、相对压下量、绝对压下量热轧工艺基础-轧制过程基本概念宽展:在轧制过程中轧件的高度方向承受轧辊压缩作用,压缩下来的体积,将按照最小阻力法则沿着纵向及横向移动。沿横向移动的体积所引起的轧件宽度的变化称为宽展。在习惯上,通常将轧件在宽度方向线尺寸的变化,即绝对宽展直接称为宽展。热轧工艺基础-轧制过程基本概念-宽展前滑和后滑实践证明,在轧制过程中轧件在高度方向受到压缩的金属,一部分纵向流动,使轧件形成延伸,而另一部分金属横向流动,使轧件形成宽展。轧件的延伸是由于被压下金属向轧辊入口和。
9、出口两个方向流动的结果。在轧制过程中,轧件出口速度大于轧辊在该处的线速度的现象称为前滑现象。而轧件进入轧辊的速度小于轧辊在该处线速度的水平分量的现象称为后滑现象热轧工艺基础-轧制过程基本概念-前滑和后滑热轧工艺基础-轧制过程基本概念-钢的组织变化热轧工艺基础-轧制过程基本概念-钢的组织变化热轧工艺基础-轧制过程基本概念-钢的组织变化热轧工艺基础1.产品介绍2.工艺流程3.板坯、钢卷规格4.轧制过程基本概念5.加热工艺6.粗轧工艺7.精轧工艺8.卷取工艺热轧工艺基础-加热工艺1加热能力加热炉是热连轧生产线非常关键的工艺设备,不仅要满足轧机的生产能力,还要保证板坯的温度均匀性。但是由于加热炉是承上启下的工序,因此需要系统考虑如何发挥出加热炉的能力。加热炉设计部门一般采用一定宽度的标准板坯来计算加热炉的加热能力,开展加热炉的设计工作。但实际生产中加热炉的加热能力受以下因素影响:1)板坯上料和装钢板坯是一块接一块连续装入加热炉加热的,也就是说板坯出一块后,步进梁将炉内的板坯向前移送空出适当的距离,然后再装入一块板坯.当若干座加热炉同时生产时,板坯装钢时会相互干扰,增加板坯在炉后。
10、辊道上输送的时间,装钢相互干扰,必然出钢也会相互干扰。目前一般将热轧厂房与炼钢厂房相接,从连铸机出来的板坯通过辊道方式直接输送到加热炉区,向加热炉供应板坯称之为上料。由于板坯的宽度规格在发生变化,具备装钢条件时,不同宽度规格板坯要求的间隔时间不同,这与装钢板坯宽度规格和出钢板坯宽度规格的衔接有关。例如加热炉出钢为2050mm宽度板坯,而装钢为1250mm宽度板坯时,由于出一块钢需要装两块钢,间隔时间要求60S左右;而若装钢和出钢板坯宽度规格相同或小于300mm时,装钢间隔时间要求120S左右。因此要求板坯的上料节奏必须跟得上装钢的节奏。热轧工艺基础-加热工艺2)轧线能力热连轧机对于不同宽度规格的板带,轧制能力也有不同。薄窄规格时,由于精轧轧制时间长,板坯单重小,因此机时产量低,加热能力大于轧机能力。宽厚规格时,精轧轧制时间短,板坯单重大,因此机时产量高,加热能力小于轧机能力。因此对于加热炉不是瓶颈的规格,应尽可能提高轧制能力,从而就能发挥出加热能力。020040060080010001200小时产量t/h加热小时能力粗轧机时产量精轧机时产量3)在炉时间在炉时间是板坯加热到要求的出炉温度,。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 琉璃小猫
琉璃小猫
本文标题:热轧工艺基础
链接地址:https://www.777doc.com/doc-1300527 .html