您好,欢迎访问三七文档
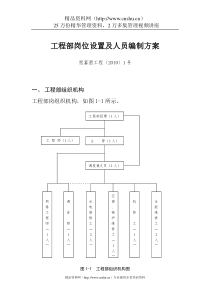
余姚市谷祥电镀有限公司PSL-GY-000-20132013年1月01日修订2013年01月02日实施编制:校对:审核:批准:酸性镀锌加工工艺流程图流动冷水洗强酸洗二道流动热水洗化学除油待镀件检验铬酐除灰流动水洗氢氧化钠中和上挂具冷水浸泡酸性镀锌生产工艺----工序清单PSL-GY-000-2013序号工序名称工序特性页次序号工序名称工序特性页次1待镀件检验B类,重要工序113酸性镀锌A类,关键工序132化学除油A类,关键工序214热水浸洗C类,一般工序14冷水浸泡热水浸洗酸性镀锌二道流动水洗盐酸活化硝酸出光二道流动水洗三价钝化洗二道水洗流动热水洗检验包装洗烘箱干燥热风吹干编制:校核:标准化:批准:32道流动热水清洗B类,重要工序315冷水浸泡C类,一般工序154强酸洗A类,关键工序416硝酸出光B类,重要工序165流动冷水洗C类,一般工序517二道流动水洗C类,一般工序176铬酐除灰(黑灰件)A类,关键工序618三价铬钝化A类,关键工序187流动水洗C类,一般工序719二道水洗C类,一般工序198氢氧化钠中和B类,重要工序820流动热水洗C类,一般工序209上挂具C类,一般工序921热风吹干C类,一般工序2110冷水浸泡C类,一般工序1022烘箱干燥A类,关键工序2211盐酸活化B类,重要工序1123检验包装B类,重要工序2312二道水洗C类,一般工序12余姚市谷祥电镀有限公司工段名称TEAMNAME工序名称PROCESSNAME工序号PROCESSNO页次PAGE文件号ZS-J-1201-2013前处理工段待镀件检验11修订号01声明,任何单位、部门、个人未经书面批准同意,严禁私自变更、转借、拍摄、抄袭、复制、外传、外泄。状态:试行工序简图及技术要求:PROCESSDRAWINGANDTECHNICALREQUIRMENTB类重要工序1外观:工件表面无严重的锈蚀、油污、氧化皮;2数量:根据生产计划确认前处理产品生产流转卡,保证内容、数量一致;部件材料牌号、规格MATERIALOFTHEPART上道工序LASTPROCESS下道工序NEXTPROCESSFe/化学除油工装与设备TOOLSANDMACHINES编号(NO.)周转筐除油筐过程质量检验规程INSPECTIONRULESOFPROCESS项目TEM检验工具、仪器INSPECTTOOLS、INSTRUMENT检验规则INSPECTRULES外观目测全检尺寸千分尺首检、抽检工步STEP过程方法及要求THEPROCESSANDREQUIRMENT异常现象ANOMALY原因REASON解决对策SOLUTIONS1、计划交接接受确认计划数量,保证产品外观质量符合要求;表面严重锈蚀、油污、氧化皮,主机厂加工过程失控退主机厂2、装筐体积较重的片状小零件装载量不得超过除油筐的三分之一;外螺纹件、易变形和磕碰伤现象。流转、防护失效退主机厂或整形变形的工件装载量不得超过除油筐的二分之一;所有零件装载量不得超过返工件、急件过程失效,计划追加按评审单和计划单执行除油筐的三分之二。除油筐放置在行车指定位置装筐,杜绝异地拖拉。3、过程控制对所有返工或急件产品,无评审单或追加计划单,拒绝放置前处理区域,做好过程数量记录和质量监控4、整理下班整理现场,保证干净整洁。更改CHANGE编制EDITOR审核CHECK制图DRAWN标准化STANDARDIZE内容CONTENT标记MARK更改CHANGE校对PROOFREADER批准APPROVED过程加工PROCESSCARD余姚市谷祥电镀有限公司工段名称TEAMNAME工序名称PROCESSNAME工序号PROCESSNO页次PAGE文件号ZS-J-1201-2013前处理工段化学除油22修订号01声明,任何单位、部门、个人未经书面批准同意,严禁私自变更、转借、拍摄、抄袭、复制、外传、外泄。状态:试行工序简图及技术要求:PROCESSDRAWINGANDTECHNICALREQUIRMENTA类,关键工序一、化学除油配方:1、氢氧化钠:50克/升;2、碳酸钠:50克/升;3、磷酸三钠:50克/升;4、OP-10乳化剂:5毫升/升5、105洗涤剂:30毫升/升*除油时应利用行车不断的摇动除油筐,避免零件因叠合而影响除油效果,保证除油工件水洗后水膜连续30秒不裂开。部件材料牌号、规格MATERIALOFTHEPART上道工序LASTPROCESS下道工序NEXTPROCESSFe待镀件检验2道热水清洗工装与设备TOOLSANDMACHINES编号(NO.)0.5T行车除油筐过程质量检验规程INSPECTIONRULESOFPROCESS项目TEM检验工具、仪器INSPECTTOOLS、INSTRUMENT检验规则INSPECTRULES温度温度计2h/次PHPH计游离碱度滴定试验外观目测首检、抽检工步STEP过程方法及要求THEPROCESSANDREQUIRMENT异常现象ANOMALY原因REASON解决对策SOLUTIONS1、防护明确安全防护意识,戴好劳动保护用品;工件表面损坏或氧化膜氢氧化钠配液超高调整至标准2、检查打开电源总开关,检查排气设备、行车运行情况和各工作槽液情况是否正常,清洗不到位工件叠合有清洗死角做好工件入槽前分拆,增除油筐的吊丝应安全牢固。每天生产前先将浮在槽液表面的油脂打捞干净,加槽液流动,3、除油将装有适量工件的除油筐用行车吊起进入化学除油槽中进行不低于30min的完全浸泡,4、槽液维护整理随着槽液的连续使用游离碱度会降低,每降低一个点加氢氧化钠?Kg;翻槽周期暂定为2周。更改CHANGE编制EDITOR审核CHECK制图DRAWN标准化STANDARDIZE内容CONTENT标记MARK更改CHANGE校对PROOFREADER批准APPROVED过程加工PROCESSCARD二、技术要求:1.温度:80~90℃;2.PH值:13~143.时间:40~30min4.总碱度:65~80g/L(消耗H2SO4体积数)余姚市谷祥电镀有限公司工段名称TEAMNAME工序名称PROCESSNAME工序号PROCESSNO页次PAGE文件号ZS-J-1201-2013前处理工段2道热水清洗33修订号01声明,任何单位、部门、个人未经书面批准同意,严禁私自变更、转借、拍摄、抄袭、复制、外传、外泄。状态:试行工序简图及技术要求:PROCESSDRAWINGANDTECHNICALREQUIRMENTC类,关键工序部件材料牌号、规格MATERIALOFTHEPART上道工序LASTPROCESS下道工序NEXTPROCESSFe化学除油强酸蚀工装与设备TOOLSANDMACHINES编号(NO.)0.5T行车除油筐过程质量检验规程INSPECTIONRULESOFPROCESS项目TEM检验工具、仪器INSPECTTOOLS、INSTRUMENT检验规则INSPECTRULES温度温度计PHPH计游离碱度滴定试验外观目测首检、抽检工步STEP过程方法及要求THEPROCESSANDREQUIRMENT异常现象ANOMALY原因REASON解决对策SOLUTIONS1、防护明确安全防护意识,戴好劳动保护用品;工件表面损坏或氧化膜氢氧化钠配液超高调整至标准2、检查打开电源总开关,检查排气设备、行车运行情况和各工作槽液情况是否正常,清洗不到位工件叠合有清洗死角做好工件入槽前分拆,增除油筐的吊丝应安全牢固。每天生产前先将浮在槽液表面的油脂打捞干净,加槽液流动,3、除油将装有适量工件的除油筐用行车吊起进入化学除油槽中进行不低于30min的完全浸泡,4、槽液维护整理随着槽液的连续使用游离碱度会降低,每降低一个点加氢氧化钠?Kg;翻槽周期暂定为2周。140℃进行预热30min。更改CHANGE编制EDITOR审核CHECK制图DRAWN标准化STANDARDIZE内容CONTENT标记MARK更改CHANGE校对PROOFREADER批准APPROVED过程加工PROCESSCARD一、技术要求:1.温度:80~90℃;2.PH值:6~73.时间:40~120s余姚市谷祥电镀有限公司工段名称TEAMNAME工序名称PROCESSNAME工序号PROCESSNO页次PAGE文件号ZS-J-1201-2013前处理工段强酸蚀44修订号01声明,任何单位、部门、个人未经书面批准同意,严禁私自变更、转借、拍摄、抄袭、复制、外传、外泄。状态:试行工序简图及技术要求:PROCESSDRAWINGANDTECHNICALREQUIRMENTA类重要工序1外观:工件表面无严重的锈蚀、油污、氧化皮;2数量:根据生产计划确认前处理产品生产流转卡,保证内容、数量一致;部件材料牌号、规格MATERIALOFTHEPART上道工序LASTPROCESS下道工序NEXTPROCESSFe2道热水洗流动水洗工装与设备TOOLSANDMACHINES编号(NO.)周转筐除油筐过程质量检验规程INSPECTIONRULESOFPROCESS项目TEM检验工具、仪器INSPECTTOOLS、INSTRUMENT检验规则INSPECTRULES外观目测全检尺寸千分尺首检、抽检工步STEP过程方法及要求THEPROCESSANDREQUIRMENT异常现象ANOMALY原因REASON解决对策SOLUTIONS1、计划交接接受确认计划数量,保证产品外观质量符合要求;表面严重锈蚀、油污、氧化皮,主机厂加工过程失控退主机厂2、装筐体积较重的片状小零件装载量不得超过除油筐的三分之一;外螺纹件、易变形和磕碰伤现象。流转、防护失效退主机厂或整形变形的工件装载量不得超过除油筐的二分之一;所有零件装载量不得超过返工件、急件过程失效,计划追加按评审单和计划单执行除油筐的三分之二。除油筐放置在行车指定位置装筐,杜绝异地拖拉。3、过程控制对所有返工或急件产品,无评审单或追加计划单,拒绝放置前处理区域,做好过程数量记录和质量监控4、整理下班整理现场,保证干净整洁。更改CHANGE编制EDITOR审核CHECK制图DRAWN标准化STANDARDIZE内容CONTENT标记MARK更改CHANGE校对PROOFREADER批准APPROVED过程加工PROCESSCARD余姚市谷祥电镀有限公司工段名称TEAMNAME工序名称PROCESSNAME工序号PROCESSNO页次PAGE文件号ZS-J-12012013前处理工段流动水洗55修订号01声明,任何单位、部门、个人未经书面批准同意,严禁私自变更、转借、拍摄、抄袭、复制、外传、外泄。状态:试行工序简图及技术要求:PROCESSDRAWINGANDTECHNICALREQUIRMENT部件材料牌号、规格MATERIALOFTHEPART上道工序LASTPROCESS下道工序NEXTPROCESSFe强酸蚀铬酐除灰工装与设备TOOLSANDMACHINES编号(NO.)0.5T行车除油筐过程质量检验规程INSPECTIONRULESOFPROCESS项目TEM检验工具、仪器INSPECTTOOLS、INSTRUMENT检验规则INSPECTRULES温度温度计PHPH计游离碱度滴定试验外观目测首检、抽检工步STEP过程方法及要求THEPROCESSANDREQUIRMENT异常现象ANOMALY原因REASON解决对策SOLUTIONS1、防护明确安全防护意识,戴好劳动保护用品;工件表面损坏或氧化膜氢氧化钠配液超高调整至标准2、检查打开电源总开关,检查排气设备、行车运行情况和各工作槽液情况是否正常,清洗不到位工件叠合有清洗死角做好工件入槽前分拆,增除油筐的吊丝应安全牢固。每天生产前先将浮在槽液表面的油脂打捞干净,加槽液流动,3、除油将装有适量工件的除油筐用行车吊起进入化学除油槽中进行不低于30min的完全浸泡,4、槽液维护整理随着槽液的连续使用游离碱度会降低,每降低一个点加氢氧化钠?Kg;翻槽周期暂定
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 a123698745ac
a123698745ac
本文标题:酸性镀锌加工工艺卡
链接地址:https://www.777doc.com/doc-1302386 .html