您好,欢迎访问三七文档
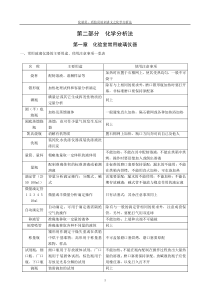
镀锌概述氰化物镀锌碱性锌酸盐镀锌浸镀锌锌镀层的钝化处理氯化钾镀锌一.概述1.Zn的性质及Zn镀层的防护作用(1)物理性质:灰白色金属,密排六方晶系。熔点:419.5℃密度:7.133g/cm3纯锌质软,室温下较脆,机械强度不高,不适合作工程材料(2)化学和电化学性质:易溶于酸、碱,属于典型两性金属。常温大气条件下比较稳定,在潮湿空气中有如下反应:Zn+O2+CO2+H2O→3Zn(OH)2·ZnCO3(具有防护能力)φoZn2+/Zn=-0.76V,对Fe基体而言,属于阳极镀层,电化学保护,保护半径为几个毫米。Zn在含Cl-介质中不稳定,在海水中易受腐蚀。在高温、高湿或有机酸气氛中,易生细长丝状单晶(亦称“白毛”),丧失或降低其防护作用在热水(>70℃)中电极电势变正,对黑色金属起不到防护目前常用的电镀锌溶液及其特点镀液名称优点缺点氰化物镀液工艺成熟,镀液分散能力好,温度范围宽,废水处理简单;结晶细致,镀层柔软,二次加工性能好电流效率低(70%~75%),毒性大,易分解,对操作系统安全性严格。废水处理费用高。碱性锌酸盐镀液结晶细致,抗蚀性好,废水处理简单,不腐蚀设备。电流效率低(65%~75%),沉积速度慢,对杂质敏感,工作时碱雾逸出,镀层较厚时有脆性。弱酸性氯化钾镀液镀液稳定,分散能力好,结晶细致,槽压低,电流效率高(接近100%),沉积速度快,成本低廉应力大,对光亮剂要求较高,对设备腐蚀较严重,镀层柔软性小,二次加工性能较差。目前常用的电镀锌溶液及其特点二.氰化物镀锌(CyanideZincPlating)1典型配方组成(g/L)及工艺高氰溶液中氰溶液低氰溶液微氰溶液Zn含量35~37.518~237~11.37~9.5NaCN75~10545~5510~152~3NaOH75~9075~8575~90100~120Na2S0.5~2T(℃)室温室温室温室温jk/A·dm-21.5~31.5~2.51.5~21~22.镀液设计原理Zn属于ⅡB族,最外层电子结构为3d104s2,其化合价为+1、+2,最常见的为+2。此类金属次外层轨道电子已充满,对价电子的束缚力较弱,io相对较大。因此,要获得结晶细致镀层,不能采用简单盐溶液,而应当采用配合物体系镀液选择配位剂时,应考虑对主盐的络合能力及稳定性等因素–络合能力太强,则络离子放电所需活化能很高,电流效率低,甚至可能得不到镀层;–络合能力太弱,则镀液不稳定,所得镀层结晶可能要粗糙pH形成锌络合物时稳定常数的对数值lgαZn(L)xEDTA的K稳很大,Zn难以电沉积,在碱性溶液中CN-、OH-、二乙撑三胺的K稳较为适宜,但二乙撑三胺不稳定(易分解生成NH3),因此,氰化物和氢氧化钠为常用配位剂由氰化物镀锌典型配方中可知,镀液中除氰化物以外,还有大量的氢氧化物,CN-及OH-对Zn2+配位能力接近,可推测Zn2+在溶液中存在形式可能主要以Na2[Zn(OH)4]和Na2[Zn(CN)4]两种配合物形式存在。–若不加氰化物,镀层粗糙、发暗,甚至呈海绵状;–若无氢氧化钠,则电流效率很低(20%左右),甚至得不到镀层;氢氧化钠含量增加,电流效率增加在实际生产中,应控制氰化钠与锌的比值:–NaCN/Zn=2.0~3.1,最适宜的比值是2.7;–也可控制NaOH/Zn=2.0~2.5。•3电极反应在氰化物镀锌液中,在配位剂NaCN和NaOH过量下,Zn2+能与CN-或OH-形成配位数为4的络阴离子不管Zn2+以什么形式存在,放电前总有转化过程(交换配位体或配位数降低),即转化为容易放电的表面络合物—Zn(OH)2,而后参加电极反应。其阴阳极反应如下:–阴极反应:主要是Zn(OH)2的还原过程主反应Zn(OH)2+2e-→Zn+2OH-副反应2H2O+2e-→H2↑+2OH-–阳极反应:其阳极反应为锌溶解反应主反应Zn-2e-+4CN-↔[Zn(CN)4]2-副反应4OH--4e-→O2↑+2H2O4.镀液各成分及工艺条件的影响(1)ZnO主盐,镀液中锌来源,含量应与配位剂含量相适应。当配位剂含量不变,Zn2+含量增加时,阴极极化↓,镀液分散能力↓镀层粗糙发暗;反之,当Zn2+减少时,阴极极化↑,阴极析氢量↑,阴极电流效率↓,沉积速度↓,阴极电流密度上限↓。此外,Zn(OH)2或Zn(CN)2也可作溶液中锌的来源。–若Zn(OH)2配制,其反应为:ZnSO4+2NaOH=Zn(OH)2↓+Na2SO4–将沉淀下来的Zn(OH)2多次清洗之后,用络合剂络合:2Zn(OH)2+4NaCN=Na2[Zn(CN)4]+Na2[Zn(OH)4](2)NaCN,[Zn2+]的络合剂。[CN-]↑,阴极电流效率↓,析氢量↑镀层产生针孔、麻点、起泡和剥皮;[CN-]↓,[Zn(CN)4]2-不稳定,阴极极化、分散能力及覆盖能力均降低,使镀层结晶变粗,锌阳极钝化。高氰溶液中,[Zn2+]/[CN-](摩尔比)基本保持1:4;而在低氰溶液中为1.5~2.0。–可见,在低氰溶液中,Zn2+不可能完全被CN-所络合(3)NaOH,作用有:①络合剂②改善阴极电流效率③提高电解液的导电性④防止氰化物水解(水解成羧酸根和氨气)⑤有助于阳极溶解(4)添加剂(Additive),0.5~2.0g/LNa2S–可除重金属杂质(如Cu2++S2-=CuS↓),提高锌镀层纯度;–又能和Zn2+生成分散胶体ZnS,使镀层光亮(在低氰溶液中起不到增光作用)。–可加入少量甘油(3~5g/L)、骨胶等,以提高阴极极化近年还开发出多种有机添加剂,如明胶、聚乙烯醇、聚乙烯亚胺、芳香醛和杂环化合物等,最近还开发了植酸盐添加剂目前多采用组合型光亮剂,一般通过多种化合物加成或缩聚获得。电镀时,多组组合起来使用,可产生协同效应–多数添加剂使镀层发脆,或增加应力,故添加量不宜过多(5)jk,1-3A/dm2jk↑,电流效率↓,分散能力↑但jk偏高,镀层结晶粗糙,零件边缘,尖端容易烧焦jk太小,沉速↓,生产效率↓jk/A·dm-2电流密度与电流效率及温度的关系电流效率/%(7)杂质氰化物镀液中常含有Cu、Fe、Pb等杂质,这些杂质对镀层外观影响不大,但会降低锌镀层耐蚀性能。有机杂质常使镀层发脆、粗糙和产生麻点等缺陷。如何去除?–Fe杂质用Na2S去除,–Cu杂质用锌粉来去除,–一些重金属杂质可用小电流电解法去除,–有机杂质可用活性炭处理。三.碱性锌酸盐镀锌组成(g/L)及工艺DE型镀液DPE-Ⅲ型镀液94#型镀液KR-7ZB-80ZnO8~128~128~128~12NaOH100~120100~120100~120100~120DE-95B/ml·L-4~8DPE-Ⅲ/ml·L-4.54~65KR-7/ml·L-1.5ZB-80/ml·L-2~494#/ml·L-6~8T/℃10~4010~4010~4010~40jk/A·dm-21~2.51~40.5~41~41.镀液组成及工艺条件3电极反应(1)阴极反应:配离子的主要形式ZnO+2OH-+H2O→[Zn(OH)4]2-转化步骤:[Zn(OH)4]2--2OH-=Zn(OH)2放电步骤:Zn(OH)2+2e-→Zn+2OH-也有人提出:转化步骤:[Zn(OH)4]2-→[Zn(OH)3]-+OH-[Zn(OH)3]-+e-→[Zn(OH)2]-+OH-[Zn(OH)2]-→Zn(OH)+OH-放电步骤Zn(OH)+e-→Zn+OH-另外阴极上还放出氢气2H2O+2e-=H2↑+2OH-(2)阳极反应主要是锌阳极的电化学溶解Zn+4OH--2e=Zn(OH)42-在电流密度较高时,阳极电位变得较正,或发生钝化,此时,OH-放电析出氧气4OH--4e=O2↑+2H2O4.电解液中各成分的作用(1)ZnO,主盐,ZnO/NaOH(wt比)一般控制在1:10-14ZnO和NaOH作用生成锌酸盐:ZnO+2NaOH=Na2ZnO2+H2O锌酸盐电离并水化为:Na2ZnO2=2Na++ZnO22-ZnO22-+2H2O=[Zn(OH)4]2-NaOH过量,Zn2+主要以[Zn(OH)4]2-形式存在。K不稳较小,溶液中游离的Zn2+量很少。当溶液中[Zn2+],镀层粗糙,光亮性↓,分散能力↓[Zn2+],析氢↑,阴极电流效率↓,沉速↓,同时高电流密度区易出现烧焦(2)NaOH,主要络合剂提高镀液稳定、导电性,提高阴极极化,获得细致结晶浓度过高,易导致阳极溶解太快,造成电解液成分变化,镀层结晶粗糙浓度过低,镀液不稳定,易发生水解反应:ZnO22-+2H2O=Zn(OH)2↓+2OH-生成Zn(OH)2沉淀,也会影响镀层质量。日本学者土肥研究发现锌酸盐组成并不是Na2nZnOn+1所表示那样简单,若假定NaOH浓度为x,ZnO浓度为y,则其组成可以用x=αy3/2通式来表示。并且发现α等于10时,镀层性能最好,现在使用锌酸盐溶液的α值一般都接近于10(3)添加剂DE和DPE等系列添加剂都是环氧氯丙烷和有机胺的缩合物:DE—环氧氯丙烷+二甲胺DPE-Ⅰ—环氧氯丙烷+二甲(基)氨基丙胺DPE-Ⅲ—环氧氯丙烷+二甲(基)氨基丙胺+乙二胺缩合EQD—环氧氯丙烷+四乙烯五胺+乙二胺GT—环氧氯丙烷+多乙烯多胺+乙二胺KR-7—环氧氯丙烷+盐酸羟胺环氧氯丙烷结构式为:根据红外光谱分析,DE添加剂中存在-OH、-CH2-、-N-、CH3、季铵离子(-N-)及Cl-等基团,不存在环氧键均为水溶性表面活性物质,DE和DPE型最为普及添加剂在电镀过程中,能吸附在阴极表面,阻滞锌络离子放电,提高阴极极化,使镀层结晶细致。当阴极电位负到一定数值时,添加剂就会发生脱附。在电镀过程中,吸附与脱附交替进行,贯穿电镀过程始终如果添加剂不发生脱附,它就会大量夹杂在镀层中,使镀层发脆。DE和DPE型添加剂特点优点:吸附电位范围宽,且在锌络离子放电时使添加剂脱附彻底,因而在镀层中夹杂较少,对镀层性能无显著影响缺点:但含量不宜过多,否则阳极溶解较差,脆性增大,甚至镀层起泡(4)光亮剂Brightener为改善镀层光泽,常加入光亮剂,如香草醛、香豆素、三乙醇胺等。EDTA本身不是光亮剂,但同香草醛配合使用,可显著增加光亮效果,延长光亮剂使用寿命。香草醛先溶于酒精,然后加入电解液中。注意:–光亮剂含量应适宜,含量过高,容易夹杂在镀层中,使镀层脆性增大。–因此,添加光亮剂时,应采用少量与多加的方法。–当光亮剂效果不显著时,表明金属杂质超过允许量,应先除去金属杂质,然后补充光亮剂。5.工艺条件及电解液的维护(1)T工作温度范围较宽,一般在10-45℃下,均能得到合格镀层。–温度升高,电流效率增加,使用的电流密度范围上移,沉积速度加快。但电解液分散能力有所下降,锌阳极自溶加速,溶液不稳定,故不宜在过高的温度下工作。(2)jk电流密度范围一般在1-5A/dm2之间。–当其他条件一定时,使用较高电流密度可改善电解液分散能力,提高阴极极化,有利于得到良好镀层。–电流密度过高,镀层结晶粗大,无光泽,镀件边角有“烧焦”的危险(3)杂质的影响和去除方法电解液配制和电镀过程中,可能将各种杂质带入镀槽内阴离子Cl-、NO3-和CrO42-的影响比较明显,Cl-能在阳极上氧化放出氯气。NO3-和CrO42-能在阴极上还原,因而降低阴极电流效率,使低电流密度区镀不上镀层。–去除方法:用小电流密度电解处理。金属离子Fe2+,Cu2+和Pb2+等对镀层的影响也较明显,当其含量达到一定值时,镀层出现条纹、发暗、脆裂、钝化后无光泽,–去除方法:加入锌粉可将这些杂质置换出来,若用CK-77净化剂效果更好。四.氯化钾镀锌氯化物镀锌继碱性锌酸盐镀锌之后又一无氰镀锌工艺,已基本成熟,有氯化铵和氯化钾型两大镀液系列。氯化铵型镀液对设备腐蚀性较强,废水处理较难,目前使用有降低趋势氯化钾型镀液优点:(1)成分简单,镀液稳定性好;(2)镀层光亮,内应
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 那死去的爱
那死去的爱
本文标题:镀锌工艺
链接地址:https://www.777doc.com/doc-1302837 .html