您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 直管式杀菌成套设备说明书
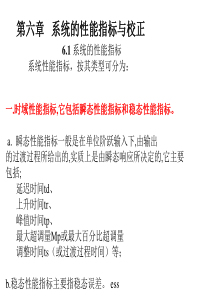
TG系列直管式杀菌成套设备使用说明书OPERATINGINSTRUCTIONS1目录一.概述二.结构三.工作原理四.设备的安装、调试五.设备的清洗和清毒六.设备的操作七.设备的维护和保养八.设备易损件清单附图:1.组合示意图2.设备安装图2TG直管式杀菌成套设备说明书一.概述TG直管式杀菌成套设备是目前国内外比较先进的杀菌设备,广泛应用于食品行业中,特别对热敏性物质如牛乳等液体的加工尤为适宜,同时也适宜于高粘性或含有小颗粒的流体。利用不同组合,可满足对物料加工的各种工艺要求。如:1.高温短时设备:杀菌温度为85℃保温15s,出料温度为5℃,以制作消毒牛奶。2.牛奶超高温瞬时杀菌设备:杀菌温度为120~140℃,保温时间3~4s。此类设备能在极短的时间内杀灭细菌,既可保持物料原有的天然品味,以可适当延长产品的保质期。目前深受我国广大乳品厂的青睐。3.酸奶生产对原料乳的杀菌设备:杀菌温度为95℃保温300s,出料温度43℃,这是比较理想的对酸奶原料乳热处理的生产工艺,它有助于酸乳成品的稳定性,防止乳渍析出。且出料后进入发酵缸即可接种发酵。4.豆浆高温杀菌设备:杀菌温度110℃保温30s,出料温度5℃,可有效的灭去对人体有害的酶,保证豆浆的卫生指标。5.冰淇淋浆料的高温短时杀菌设备:杀菌温度85℃保温时间22s,出料温度10℃以下。冰淇淋高温短时杀菌的方法,比通常的低温间歇杀菌法(68℃保持30min或75℃保持15min)将大大加快配料工段的速度。6.还可对黄酒、果汁等其他流体物料根据不同的工艺要求,组成连续杀菌设备。以上成套设备均配以电气控制柜,特别是温度控制系统,采用了世界上先进的自控元件,确保杀菌温度控制的精度(在主设定温度的±2℃以内),3使生产稳定、连续的运行。(其工作原理将在后面作详细介绍)二.结构本成套设备由套管、物料平衡缸、离心式卫生泵、热水装置(包括热水缸、热水泵、蒸汽喷射器、蒸汽调节阀等)以及电气控制箱等组成。它可以组成物料的预热,均质(本成套设备不包括均质机)超高温杀菌保温、冷却等多段式结构。三.工作原理1.直管式杀菌机成套设备由内外套管组成,外管通介质,内管通物料。内管束套于外管内,通过间壁传递传热从而对物料加热或冷却。物料先进入物料平衡缸,经离心式卫生泵送入直管式杀菌器经过预热、均质(均质机由用户自备)、高温、超高温杀菌、保温、冷却各段,合格的成品物料经气动三通阀(简称回流阀)送至下一道工序,若物料未达到杀菌温度,则气动三通阀自动换向,物料回流到平衡缸,重新处理。2.电气自动控制系统:本设备具有二组自动控制系统(请见电气原理图)(1)介质过热水温度的自动调节系统包括测温元件、数字式温度调节仪、气动蒸汽调节阀组成。(a)测温元件是采用分度号为Pt100的铂热电阻,测温点设置在高温、超高温杀菌后去保温段的进口处。它将温度的信号转变为电阻值的大小,输入数字式温度调节仪。(b)温度调节仪是采用了智能型的数字式显示温度调节仪。它接受了铂热电阻的电阻信号,经A/D、D/A转换,在仪表的面板上以数字形式显示出该时的温度测量值。同时与主设定值相比较(该值由生产工艺要求而定,设定方4法详见该仪表的说明书),其偏差值通过仪表的P.I.D运算后,以4~20mA的标准讯号输出给气动调节阀。(c)气动调节阀由电气转换阀门定位器、气动执行机构、蒸汽阀门三部分组成。阀门定位器接受数字式温度调节仪4~20mA的输出讯号,立即转换成气的信号以推动气动执行机构的上下运动,也即打开或关闭阀门,以此来调节蒸汽流量的大小。(d)调节过程:若铂热电阻测得物料的温度小于主设定值,则温度调节仪输出值加大,气动调节阀的开度加大,输入较大流量的蒸汽,提高过热水的温度以此来提高物料的杀菌温度。反之,则动作相反。直至物料温度的测量值与主设定值接近或相等时,自动调节系统可使蒸汽调节阀保持在某一个开度,以达到平衡。但是平衡是相对的、暂时的,生产过程中的某一干扰可以破坏这种平衡。然而,正由于自动调节系统的作用可使物料的杀菌温度控制在主设定值的±2℃以内。(2)物料送出或回流的控制系统物料送出或回流的控制系统由分度号为Pt100的铂热电阻、自动平衡记录仪、二位三通先导电磁阀以及气动三通阀(物料回流阀)组成(国产的回流阀是36VDC电动三通阀,这时不需要二位三通先导电磁阀)。(a)铂热电阻测得该时的物料温度以电阻值输入自动平衡记录仪。(b)自动平衡记录仪立即将该时的温度以划线型式自动记录在记录纸上,并作出指示。另一方面自动平衡记录仪还有低温报警、高温报警二个开关触点讯号输出(请详阅该仪表的说明书),根据工艺的需要可设定低温报警值及高温报警值。一般低温报警值设定为杀菌温度的下限值,高温报警值设定为5下限值加6℃左右。(c)二位三通先导电磁阀的开闭是受自动平衡记录仪下限报警开关的控制。电磁阀的开闭是开通或关闭气动三通阀的动力源(压缩空气)。(d)控制过程:当物料的杀菌温度低于自动平衡记录仪的低温报警设定值,则二位三通先导电磁阀得电而开启压缩空气通道,使气动三通阀的阀芯提升,物料回流至平衡缸中,重新加工,这时控制箱上回流指示黄灯亮。反之,当物料的杀菌温度达到或大于下限值时,表示物料已达到杀菌要求,记录仪输出“开关”讯号,但是由于管道内尚有未达到杀菌要求的物料,因比控制箱中还装有延时元件,待管道中未达到要求的物料回流完后,延时元件才动作,控制气动三通阀换向,使物料由回流转到正常送出,这时“回流”黄灯灭,“正常”绿灯亮,延时元件的延时时间一般调在15s左右。若由于控制不当,致使物料温度过于升高,达到高温报警设定值时,这时高温报警红灯及闪烁报警灯同时亮,这时物料仍不断送出,但应立即采取措施使之恢复正常。以上二组控制系统的测温元件都是分度号为Pt100的铂热电阻,我们采用了双支铂热电阻,即二支铂热电阻装在同一个护套管中,测温点设在超高温杀菌后进入保温段的入口处。二组控制系统的自动运行必须在控制箱面板开关置于“自动”位置时才能实现。四.设备的安装、调试1.安装将设备就位后,按设备上的标志及安装图连接物料、水、汽、冰水等各管道,并按电气原理图接好进线及外部连线。对气动元件接好压缩空气(对压6缩空气的要求应无油、无水、无杂质的洁净空气,且压力不低于0.6MPa),检查无误后,清理周围环境,准备调试。2.调试:(1)开启控制箱电源,电源指示灯亮,点动物料泵、热水泵、确认其转向应与箭头标志一致。(2)观察温度数显调节仪、记录仪的温度指示值是否正常(这时温度指示值应接近室温,且仪表的指示值几乎相同)。如有异常请详细阅读仪表说明书并调整之。并设定温度调节仪、记录仪的设定值。(3)打开蒸汽总阀,调节减压阀,使减压阀后的压力稳定在0.3~0.4MPa左右。(4)对热水器(或热水缸)注入清水,开启热水泵。(5)对物料平衡槽注入清水(模拟物料),开启物料泵。(6)打开蒸汽管道上的手动截止阀。(7)若温度调节仪的指示温度值低于设定值,蒸汽调节阀应打开(能观察到调节阀的动作),反之,调节阀应关闭。若记录仪的温度指示值低于下限设定值时,三通回流阀应吸上,物料回流至平衡槽内(回流阀的动作也能观察到)。反之,回流阀释放,物料可送出。调试上述动作时,应将控制柜面板上旋钮开关置于“自动”位置。上述所有动作正常方可进入正常生产。五.设备的清洗和消毒1.设备安装、调试后,在生产使用前,对设备及所有物料管道进行彻底清洗和消毒,才能投入生产。2.每次生产完毕后,应用清水将设备中残留的物料完全顶出。然后转用CIP7清洗系统按清洗工艺要求对设备进行彻底清洗。3.在生产过程中,由于套管的逐步结垢,会使传热效果下降,加热介质的温度将逐步上升,结垢更为严重。因此建议用户在生产过程中,每隔8小时左右,进行一次CIP中间清洗。六.设备的操作:生产前对设备及所有物料管道进行彻底消毒,才能投入生产。1.设备的启动,首先开启控制箱电源开关(1)打开热水装置上的进水阀,将水注入热水缸,启动热水泵,使水在系统中循环,到热水缸满为止。(2)打开物料平衡缸的进水阀,使消毒用水注入平衡缸,启动物料泵,同时将控制箱上的“回流、自动、送出”开关置于“回流”,使消毒水在物料流道内循环流动。(3)依次将记录仪上、下限报警温度按工艺要求设定好。将温度调节仪的主设定温度设置好,并应与记录仪相配合,同时将PID值设置为P=20I=120sD=30s(详阅温度调节仪说明书)。(4)打开蒸汽管道的截止阀,这时蒸汽经过滤器、减压阀(调节减压阀,使阀后压力保持在0.3~0.4MPa)、气动蒸汽调节阀进入直管式杀菌器。(5)将“回流、送出、自动”开关置于“自动”位置,使控制系统进入自控状态。消毒用水的温度随着蒸汽的不断进入而逐渐提高。当消毒用水温度升至设定值的1/2时,在温度调节仪的“AT”键按1s以上,LED(AT)灯闪烁,待温度升至设定值后开始自调。温度经三个周期振荡逐渐接近设定值,直至稳定在设定值的±2℃以内。LED(AT)灯熄灭,自调结束。再次按AT键1s以上,这时P.I.D值更新为仪表自调算出的参数。操作人员可记录下这时的P.I.D8值以作参考。(6)当消毒水温度达到记录仪设定的下限值时,“回流”黄灯灭,“正常”绿灯亮。经一段延时后,气动三通阀换向,消毒水由回流转换为送出。这时不断向物料平衡缸注入清水,可对设备及物料管道以及无菌缸等进行消毒,消毒的时间和温度由工厂自行确定。(7)待消毒结束后,将控制箱开关置于“回流”,并关掉物料平衡缸的进水阀,使消毒水回流至平衡缸。这时打开冰水阀门,调节冰水量,使回流入物料缸的消毒水温保持在4~5℃,这时温度控制系统可能出现干扰,使杀菌温度有所下降。这时将控制箱上的开关置于“自动”,待测量温度上升到设定值时,自动将消毒水由“回流”转换到“送出”,至平衡缸内断水时,打开物料阀,由物料将消毒水顶出,待压出的物料无水迹象时,立即将合格的物料送入下一道工序。(8)第(7)条的工作使为了模拟4℃~5℃物料进入直管式杀菌器时对温度控制系统的干扰。从而避免对设备的二次污染。这样系统可正常运行,使杀菌温度保持在设定的±2℃以内。(9)设备在操作过程中,操作人员应经常注意蒸汽压力、热水缸水位,平衡缸料位、气动调节阀、气动三通回流阀的气源压力是否正常。若有异常应及时排除。2.设备的停车顺序(1)生产快结束时注意物料平衡缸的料位,当料液排空时,在平衡缸内注入清水,将设备及物料管道中的物料全部顶出。并将控制箱上的开关置于“回流位置。(2)立即进入CIP清洗程序9乳品厂设备的清洗和消毒必须分两个不同操作阶段进行。在清洗和消毒两个过程中,清洗更为重要,清洗彻底比不经清洗而直接进行消毒的效果要好得多。因此,清洗是首要的,丝毫不得草率从事。直管式杀菌器的CIP清洗可按下列程序进行,以供用户参改。a)清水喷射——用物料泵泵入清水,直到排出水澄清为止;b)热水循环——清水喷射排出达到澄清时立即打开蒸汽阀并继续泵入清水,使循环水温加热到65℃~70℃;c)碱液清洗——用浓度为1.5%的苛性钠溶液,保持65℃~70℃循环15min;d)清水喷射——碱液清洗达到15min后,通入清水冲洗,将残存碱液洗掉;e)酸液清洗——用浓度为1%的硝酸,保持65℃~70℃循环30min。f)清水喷射——酸液清洗30min后,通入清水冲洗掉残存的酸液。g)碱液清洗——再用碱液清洗一次,保持65℃~70℃,循环30min。h)清水喷射——最后用清水洗掉残存碱液。(3)CIP清洗结束后,关掉蒸汽总阀门。(4)停止热水泵、物料泵。(5)切断电源总开关。七.设备的维护和保养(1)各调节仪表应有专人负责,并遵照有关说明书进行操作维护。(2)定期检查套管清洗是否彻底,是否有奶垢、结焦、水锈层等附着。10八.设备易损件清单序号名称型号规格数量1O型密封垫51.5×2.65152卡箍垫圈3512
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 ape2008
ape2008
本文标题:直管式杀菌成套设备说明书
链接地址:https://www.777doc.com/doc-1313912 .html