您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 异型线绞合导体应用及生产工艺探讨:技术部刘凯
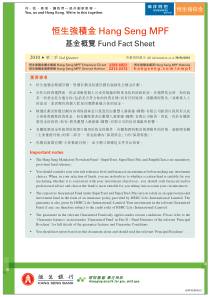
1电线电缆用异型线绞合导体应用及异型线拉丝绞制生产工艺技术探讨报告人:刘凯芜湖市弋江区日期:2014.9.72报告大纲一、异型线绞合导体在电线电缆行业中的应用二、电线电缆行业异型线绞合导体生产工艺及应用现状三、拉制成型异型线绞合导体在电线电缆行业应用的特点四、异型线拉制和绞制工艺技术五、发明专利“异型线绞合电缆导体及其生产方法”概述六、结束语七、国网支持铝合金电缆推广应用的红头文件23一、异型线绞合导体在电线电缆行业中的应用随着电线电缆加工工艺技术的进步,架空导线和电力电缆导体开始向型线绞合结构发展,型线绞合导体具有外径小、外观光滑等特点。型线绞合应用于架空导线特点:具有缓覆冰特性、降低风载、提高耐高压电晕特性;广泛应用该结构设计产品有碳纤维复合芯导线、应力转移导线、间隙型导线、钢芯软型铝绞线、钢芯高强度铝合金型绞线;产品代表性结构见附图:4碳纤维复合芯导线结构示意及实物图JLRX1/F1AJLRX1/F2AJLRX2/F1AJLRX2/F2A5(铝包)钢芯软型铝绞线、(铝)钢芯异型铝(合金)绞线、应力转移节能增容导线结构示意及实物图6间隙型导线结构示意图及实样7紧缩异型光纤复合架空导线结构示意图8型线绞合应用在电力电缆导体特点:具有减小电缆击穿故障率、节约绝缘和护套料使用量、提高导体填充系数、良好的径向或纵向防水特性;广泛应用于该结构设计产品有铝合金电缆、中高压海底电缆、架空绝缘电缆;铝合金电缆实样如下:9防水型海底和架空绝缘电缆随着异型绞合导体特性越来越被电线电缆行业熟悉及生产工艺技术的普及,异型线绞合导体还将应用于:1-35KV架空绝缘电缆、10KV及以上中高压铜(铝)芯电力电缆;10二、电线电缆行业异型线绞合导体生产工艺及应用现状1异型线绞合导体在电线电缆行业应用已非常普遍,主要生产工艺有以下三种:1)辊压成型工艺:即用拉丝机拉制成特定规格的圆单线,通过辊压模辊压成异型线,同时异型线进行束绞成异型线导体;此工艺技术目前仅应用在铝合金电缆导体上,国内以天津加铝、山东万达生产束绞铝合金电缆导体应用最为代表。11122)挤压成型工艺:原材料用Ø15mm的铝或铝合金杆,用铝连续挤压生产线挤压成设计的异型线,异型线通过框绞机绞制成异型线绞合导体;异型线成型即为退火状态,此工艺技术目前应用在碳纤维复合芯导线、钢芯软型铝绞线、铝合金电缆导体产品的生产,国内以江苏远东、中复碳芯电缆生产碳纤维复合芯导线应用最为代表。133)拉制工艺:拉制工艺即通过电缆企业现有的水箱式拉丝机、滑动式大拉机、分电机大拉机配异型高速拉丝模拉制而成,原材料采用Ø9.5mm铝(合金)杆,Ø8.0mm铜杆,通过高速异型拉丝模拉制设计的异型线,异型线通过框绞机绞制成异型线绞合导体。此工艺技术目前应用在碳纤维复合芯导线、钢芯软型铝绞线、钢芯异型铝线绞合导线、钢芯异型铝合金线绞合导线、异型线绞合铝芯架空绝缘电缆、异型线绞合铜芯电力电缆、铝合金电缆导体产品的生产;国内以亨通集团、中利集团、江苏通光、杭州电缆、河南通达、无锡华能、江苏东强、安徽南洋电缆、航天电工为代表142不同工艺生产异型线绞合导体特性分析15三、拉制成型异型线绞合导体在电线电缆行业应用的特点1设备投资小;不需要新投入专用的设备,公司有水箱拉丝机、滑动式大拉机、分电机大拉机任意一种和框绞机或叉绞机即可;2设备利用率高;此工艺生产的异型线绞合导体是在普通拉丝和绞线设备上更换工装模具加工制造而成,当不生产异型绞合导体时,设备还可以正常生产普通圆形紧压导体,这样不会出现因订单不足导致设备闲置情况;163导体结构稳定,可生产大截面导体;目前生产异型线绞合导体还有两种方式:第一种是异型线通过挤压成型,然后绞制而成,第二种是圆线通过辊压成型束绞而成;第一种方式缺点是异型挤压成型的同时退火,绞制时截面减缩率比较大,因是退火后绞制异型单线内应力比较大,大规格导体在中高压生产线上放线时易松散;第二种方式缺点由于导体采用辊压束绞成型,异型线成型和结构稳定性较差,束绞结构对于300平方及以上导体截面结构不稳定易松散。拉制成型异型线绞合导体可有效解决以上两种工艺易出现的工艺问题(绞制成型后退火可有效消除异型线绞制过程中的异型单线内应力,采用相邻层绞向相反结构可生产25mm2及以上任意导体规格);因此拉制成型异型线绞合导体可用作1-500kV电力电缆导体成本低、结构稳定、不易出现生产工艺质量问题。174拉制成型异型线绞合导体工艺应用灵活,可生产目前电线电缆行业所有类别异型线绞合的架空导线和电缆产品。5异型线绞合导体应用于特种架空导线:1)导体层型线绞合结构外观光滑,在架设环境中具有良好的自阻尼特性,有一定的缓覆冰和低覆冰能力,可抑制雪灾导致的线路故障,并可最大限度降低电晕损耗。2)采用型线绞合导线紧密,腐蚀性气或水分很难渗入到导线加强芯,可提高导线的抗腐蚀年限。3)与圆线绞合导线相比,在导体截面积相同的条件下可使导线成品外径减少约9%,在导线成品具有相同外径时导体截面积可增加约15%;根据设计需要相同截面设计时可降低架空导线风载,如果相同外径设计可提高线路输送容量,并降低线损。186应用于电力电缆导体:拉制成型异型线绞合电缆导体为企业生产高附加值产品和降低成本带来福音:1)此工艺通用性强,中小型企业都可通过此工艺实现产品的换代升级;2)相同规格,异型线绞合导体外径变小,可节约绝缘料;异型线绞合导体填充系数达0.98以上,相同规格导体外径变小;3)相同型号规格电缆相比,成品外径变小,可有效节约绕包带、铠装带、护套材料消耗;4)异型线绞合铝合金导体外表光滑无毛刺,单线间缝隙小,挤出的绝缘在火花试验或耐压试验时击穿概率小,应用于10-500kV电缆导体上局部放电量小,可大大提高企业电缆质量水平,使产品质量更加稳定,提高产品出厂一次性合格率,降低潜在的产品应用质量问题和售后服务成本;5)相同规格满足国标GB/T3956-1997第2种绞合导体最小根数和电阻率要求前提下,异型单线根数少,生产相同规格比圆形紧压结构所需的单线少,可提高生产效率;196)绞制牵引力小,生产速度快;异型线绞合只需整形模具成型而不是圆形紧压的冷拔,绞制时需牵引力小可提高生产速度,可有效降低企业交货周期;以13模高速滑动式拉丝机和54盘框绞机为例:异形线拉丝拉制速度可达到10m/s以上,绞制速度达到25m/min以上;7相同规格异型线绞合电缆导体与普通圆形紧压电缆导体应用特性对比1)线损可降低2~5%;异型线绞合导体把单线拉制成型然后绞制成型,不需要模具冷拔,为此绞制时发热量小,对导体因晶格变形影响的电阻增大量小;另外异型线间接触面大涡流损耗小;2)运行载流量可提高5~10%;相同规格异型线绞合导体电阻实测值小,可提高载流量,异型线绞合导体成品外径变小,在相同环境敷设条件下电缆间距变大,散热性变好,可提高电缆载流量;203)异型线绞合导体外径小,穿管敷设时节约管道、桥架或电缆沟空间;4)电缆使用寿命可提高10%以上;异型线绞合导体外观光滑无毛刺,单线间缝隙小,应用在低压电缆上绝缘潜在的缺陷少;应用在中高压电缆上局部放电量小,电缆运行故障率小,电缆使用寿命提高。21四、异型线拉制和绞制工艺技术1异型线绞合导体结构设计注意事项1)架空导线结构设计要满足绞层和异型线根数的要求;电缆导体要满足GB/T3956-1997第二种导体最小根数的要求。2)要充分考虑铜、铝(退火软铝)、铝合金等材质抗拉强度在不同企业拉丝机和绞线机上受张力情况下截面减缩特性,即设计时提前把截面减缩率考虑进来。3)异型线截面设计控制在2.5mm2-25mm2之间为佳,截面过小绞制过程易翻身,截面过大绞制时预扭难度大;异型线宽高比控制在0.5-2之间为佳。222异型线拉丝工艺技术目前电线电缆行业比较熟悉拉制异型线的拉丝机有:13模或11模分电机拉丝机又称非滑动式大拉机,8+3式拉丝机,目前异型线拉丝配模,采用最后三道为异型拉丝模,其余为圆形模,配模示意图如下:23以上配模方式适用于非滑动式和8+3式高速大拉机,此配模圆形到异型拉丝模过渡配模要求高,此处在异型拉丝模入口处易有粉屑出现,局部变形温度高,拉制速度快时易断线,按目前行业实践拉制速度在6-8米/秒,并且仅限于拉制铝和铝合金异型线。24异型线高速连续变形拉丝技术:此技术采用Ø9.5mm铝(合金)杆或Ø8.0mm铜杆通过每道异型拉丝模拉制成设计形状的异型线,即每道都为异型拉丝模,异型线配模满足拉丝设备速比参数,同时要采用低滑动系数配模,配模示意图如下:25连续变形异型拉丝配模可适用于目前电缆行业的水箱拉机、滑动式拉丝机、分电机拉丝机(旧式储线式拉丝机除外),连续变形可实现像拉制圆线一样的高速拉制不断线,拉制速度可达25米/秒。水箱式拉制异型线视频263异型线绞制工艺技术异形线绞制必须选用无退扭的框绞机或叉绞机绞制,管绞机和笼绞机不适用异型线的绞制成型,目前电缆行业异型线绞制都需要框绞机配型线定位装置绞制异型线,见右图:27新型异型线绞制技术不需要配专用的型线定位装备也可高速绞制,即:武汉纵缆通模具:新型预扭技术+专用整形模具,其绞制操作要点如下:1)根据设计的导体层数及每层根数,将中心圆单线或架空导线加强芯放在30盘或54盘或84盘的框绞机或叉绞机放线架上,各绞层的异型单线放到各绞层框绞机或叉绞机上,保证各工装盘放线异型线大弧朝上小弧朝下放线,并设定各异型单线张力10~25N;2)、各绞层异型单线对相应穿线孔穿线,并经过框绞机或叉绞机上下型预扭轮进行预扭,每根异型单线在分线盘与并线模座之间进行,各绞层向相同绞线方向自扭360度进入并线模座上面的整形模具;3)、穿线顺序为:先穿中心线,然后穿异型线,穿异型线顺序按1~5层顺序穿线,即从最内层按顺序穿到最外层;每一绞层异型线穿线方式为先围绕一周间隔几根线均匀顺序穿线,直到穿不进整形模为止,然后调好节距内层节径比14~20,最外层节径比10~14;284)、开始点动框绞机,在点动牵引力带动下把剩余异型线以同样的方式逐一穿到整形模具里,然后整个框绞机起动观察异型单线是否有翻身现象,若有翻身现象再进行预扭调节,直到所有异型线复位绞制成型,然后开始整个框绞机起动正常绞制生产成异型线绞合电缆导体;框绞机异型线绞制叉绞机异型线绞制29异型线拉制绞制工艺生产导体图片130异型线拉制绞制工艺生产导体图片231五、发明专利“异型线绞合电缆导体及其生产方法”概述“异型线绞合电缆导体及其生产方法”已获得国家发明专利,专利号201410338703.5,未经发明人授权任何单位和个人不得擅自使用;本次发明改变国标铝(铝合金)导体的结构尺寸设计,在满足国标GB/T3956-1997第2种绞合导体最小根数和电阻率要求的前提下改成型线绞合结构设计,此设计生产工艺流程不变,变的是拉丝拉制不是圆线而根据不同规格经合理设计的异型(瓦形)线,绞制时通过独特的工艺预扭及整形模具使异型线绞合成型。本发明的异型线绞合电缆导体,导体截面积设计满足国标要求。本发明的异型线绞合电缆导体已考虑了合适的宽高比,保证异型线在拉丝和绞制工序不翻转;每一种导体规格设计时增加一绞层变成另一国标电缆导体规格原则,并且增加的一层变成的另一规格考虑多芯电缆规格组合特点,即主绝缘线芯与中性线芯或保护线芯规格对应组合设计;这种结构设计可以达到少用模具,生产大规格导体小规格拉丝和整形模具也可用上,生产多芯电缆导体时,主绝缘线芯和中性线规格可以快速更换生产。32本发明的异型线绞合电缆导体,各种规格产品结构可以采用如下表1简单表示,表中铝代表铝或铝合金材质,铜代表铜材质。33本发明的方法生产的产品与圆形紧压导体产品对比见表34六、结束语异型线绞合导体在电线电缆产品中应用越来越广泛,其各方面优良特性是圆形绞合导体无法取代的,尤其异型线拉制工艺技术问世以后,其通用性强,中小型企业都可通过此工艺实现产品的换代升级。异型线绞合导体输电节能、环保,利国利民利
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 4871383
4871383
本文标题:异型线绞合导体应用及生产工艺探讨:技术部刘凯
链接地址:https://www.777doc.com/doc-1326172 .html