您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 重庆科技学院-振动监测技术在实际生产
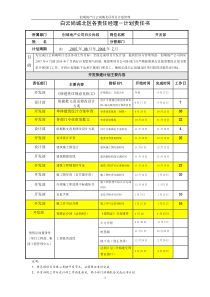
BVM-100振动监测技术的应用摘要I振动监测技术在实际生产中的应用(论文)单位:萍乡钢铁九江维修厂三车间姓名:刘建春2009年11月3BVM-100振动监测技术的应用摘要I摘要利用设备状态监测技术,通过对旋转机械振动信号的测量与分析,就可以对设备的劣化程度、故障位置及故障类型作出判断。振动检测方便易行,对于在现场进行测试、分析很方便。在对旋转机械的故障诊断中,振动的诊断是最有效的方法。在现代设备管理中,对设备进行维护的最终目的是:减少设备事故的发生,延长设备的使用寿命,降低生产成本;所以,我们可以利用设备的状态监测技术,更好地掌握设备的运行状况,合理安排检修的时间,以达到最终目的。关键词:设备维护振动监测数据采集故障查找及定位振动测试技术的应用目录II目录摘要„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„Ⅰ目录„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„„Ⅱ一、前言„„„„„„„„„„„„„„„„„„„„„„„„„„„„„1二、振动技术在2#减速机中的应用„„„„„„„„„„„„„„„„„„21、应用背景„„„„„„„„„„„„„„„„„„„„„„„„„„„22、2#减速机的传动图及其参数„„„„„„„„„„„„„„„„„„„33、故障查找及定位„„„„„„„„„„„„„„„„„„„„„„„„44、检修效果„„„„„„„„„„„„„„„„„„„„„„„„„„„55、参考文献„„„„„„„„„„„„„„„„„„„„„„„„„„„8北京万博振通BVM-100振动测试技术的应用前言1一、前言到目前为止,设备的维修方式大致经历过三个阶段,即事后维修、计划维修和现代设备管理状态下的预防维修。事后维修的主要特点是:坏了才修,不坏不修。这种方式使维修工作处于完全被动状态,因故障而停机修理造成生产上的损失也是不可避免的。同时,也会对现有的设备造成很大程度的损坏。在计划维修中,维修的周期是根据设备的复杂程度和设备的运行状况决定的。这样的的维修体制,常常会出现维修不足或者是维修过剩的现象;并且对降低修理成本、减少维修费用的观念很淡薄,也不太重视操作人员的日常维护。20实际70年代,维修体制在理论上的突破(浴盆曲线)以及诊断技术与状态监测工具的产生和飞速发展,为预防维修的产生奠定了坚实的基础。预防维修体制既吸取了以前维修管理中的优点,也避免了其缺点,是现代设备管理中最行之有效的维修体制。它可以较准确地确定部件失效时间,有针对性地进行更换,是一种最经济的维修方式。随着科学技术的发展,监测诊断技术的准确性将不断提高,状态监测的方式将被更广泛采用。振动是设备常见的现象,在预防维修体制中,通过振动检测技术可以准确地掌握设备的运行状况,提前了解设备出现的隐患并解决大部分设备的潜在问题。最终目的就是为了避免设备突发性故障造成的巨大损失,减少计划维修所造成的一些浪费,不断提高设备完好率、设备使用效益率,降低生产成本。现以萍乡钢铁(九江轧钢厂)高线的2#减速机为例,讲解一下振动测试技术在实际生产中的应用。BVM-100振动测试技术的应用振动技术的应用实例子2二、振动监测技术在高线2#减速机上的应用1、应用背景:萍乡钢铁九钢公司在2008年12月20日,新建成一条双高线生产线。该生产线设计生产能力为:年产φ5.5~φ16mm的高速线材110万吨。粗轧区域采用6连轧工艺,由6台立卧交叉单线布置,单线轧制的550轧机组成。投产后不久,粗轧2#立式减速机的水平振动相对偏高,而后到达报警值;轴向和径向振动都正常。由于生产的需求,公司要求对该生产线的产能进行提升,最行之有效的途径就是提高轧制速度。此时,2#减速机的故障就更加突出,水平振动达到危险值。其振动具体情况如下表所示:日期振值(水平)振值(轴向)电机转速品种规格2009年9月9日14.591.6611039普碳φ8.02009年9月19日13.261.8781030普碳φ8.02009年8月28日13.641.9051024普碳φ10.02009年8月30日14.262.1951016普碳φ8.02009年8月24日11.951.7921014普碳φ8.02009年10月12日8.320.81999普碳φ8.02009年9月25日8.392.5899530MnSiφ8.02009年9月17日12.621.024982普碳φ8.02009年9月1日6.7771.159964普碳φ6.52009年9月3日4.6031.003934普碳φ6.5表一由上表可以看出(以电机的转速作为参照来看),该轧机电机的转速与减速机的振动有很大的关系。当电机转速达到1000r/min以上的时候,振动值就达到10.0以上,并且当转速再增加的时候,振动值增加很快。其关系如下图所示:电机转速振动值18.28914.5913.2898.2893.28910399209701020107011201170图1BVM-100振动测试技术的应用振动技术的应用实例子3此图表示的是电机转速和振动值之间的关系,可以看出电机转速由920r/min上升到1039r/min的时候,振动的情况增加很快。处理后,近似得到一条斜率很大的直线(红线),可见,随着减速机电机转速的提高,减速机的振动已经不能够正常的运行,必须要进行检修,才能满足产能的提高。2、2#减速机传动图及参数:2.1传动图:图22.2减速机参数:1、高速轴螺旋伞齿轮轴:螺伞齿数:Z=17,轴承:接手端:97528E/C3;齿轮端:23136CA/W33/C3;2、低速螺旋伞齿轮轴:螺伞齿数:Z=37,轴承:上端:2097136/C3;下端:24034CA/W33/C3;二级减速小齿轮:Z=17;3、二级减速齿轮轴:大齿轮齿数:Z=74;小齿轮齿数:Z=17;轴承:上端/下端:24044CA/W33/C3;4、轧辊输出主动轴:大齿轮齿数:Z=59;变速箱:传动比:63/42=1.5BVM-100振动测试技术的应用振动技术的应用实例子4小齿轮齿数:Z=30;轴承:上端:24068CA/W33/C3;下端:23068CA/W33/C3;5、同步轴:齿轮齿数:Z=30;轴承:上端/下端:23068CA/W33/C3;6、电机:厂家:上海电机厂;型号:Z450—3B;7、减速机:厂家:南高齿;型号:DC30260—2—JJ;3、故障查找及定位:3.1检查情况:针对2#减速机出现的这种情况。我们到现场对该减速机的运行情况进行资料收集。首先,我们对该轧机在过钢时候的声音进行多次随机的监听,可以明显辨别出,此减速机在过钢时候的响声有“拍”振现象。其次,用测温枪测试温度,在出现异常振动的这段时间内,变化不大,也没有超出规定的值。可以肯定的是:润滑油及轴承没有异常。最后,我们利用万博振通振动测试仪测试出轴承1处的水平振动很大,特别是当电机转速达到1000r/min以上的时候,振动达到10.0以上,严重超标。3.2频谱采集:我们利用万博振通BVM—100数据采集器对轴承1处的振动情况进行数据采集及分析。其频谱和时域波形如图三、图四所示:图3时域波形图4频率谱BVM-100振动测试技术的应用振动技术的应用实例子5注:采集数据的时候,电机转速为:1005r/min;在时域波形谱中,我们可以看出:1、出现明显的“怕”振现象。由此,可以判断,我们在监测中,听出了该减速机在过钢时候的响声是正确的。并可以确定,响声就是由该减速机某些部位的异常而发出的。2、“怕”的周期约为:t≈0.09s,其频率:f≈1/t≈11.11Hz;在频率谱中,我们可以看出:1、有一个最高峰及其谐波。其峰值的频率、幅值及频率差如表二所示:表二2、第二峰值和第三峰值都是第一峰值的谐波。其频率与第一峰值的差都是11.25Hz;3.3计算分析:1、各轴的轴频率:电机轴:fz1=1005÷60=16.75Hz;减速机输入轴:fz2=fz1÷1.5=11.17Hz;减速机一级减速被动轴:fz3=fz2×17/37=5.13Hz;2、齿轮啮合频率:变速箱:fn1=fn2×63=16.75×63=1055.25Hz;螺伞:fn2=fn2×17=189.89Hz;二级减速:fz3=fz3=5.13×17=87.21Hz;首先,由上面的计算数据可以看出减速机二级减速以后的轴频会小于5.13Hz和啮合频率会小于87.21Hz,而我们的故障频率都在177.5~200Hz之间,所以故障不会出现在二级减速以后的传动系统中。其次,螺伞的啮合频率为189.89Hz,与故障频率的第一峰值为:188.75Hz最接近,可信度:100%;减速机输入轴的轴频率是11.17Hz,而谐波的频率差为:11.25Hz,可信度:100%。结论:通过上述的计算,我们可以推断出:该减速机的故障是螺伞的啮合存在问题,并且是输入轴齿轮存在故障。利用检修时间,我们对该减速机进行开盖检查发现,此减速机的输入轴螺峰值频率(Hz)幅值频率差(Hz)第一峰188.75012.862基数第二峰200.0002.59611.250第三峰177.5001.12211.250BVM-100振动测试技术的应用振动技术的应用实例子6伞齿轮出现剥落,分度圆锥以下磨损出一台阶(如图5所示)。发现问题后,车间及时准备好备件,在10月13日利用检修时间,我们对该减速机的螺旋伞齿轮进行了更换,用时17小时。检修后振动情况、时域波形和频谱如表三、图6和图7所示:图5日期振值(水平)振值(轴向)电机转速品种规格2009年10月15日1.520.851005普碳φ8.02009年10月17日1.630.741018普碳φ8.02009年10月19日1.340.74930拉丝φ6.52009年10月21日1.760.83975盘螺φ8.02009年10月30日2.021.101006普碳φ10.0表三图6时域波形图7频谱通过以上的波形图及振动的数据可以看出,检修的效果是很明显的,说明我们的推断是正确的。在旋转机械出现的故障中,齿轮故障约占60%,所以我们应当坚持定期BVM-100振动测试技术的应用振动技术的应用实例子7地对其进行振动监测、开盖检查并作相应的趋势分析。本文通过对减速机故障信号的提取,采用振动信号的频谱分析法,找出了故障源,为减速机及时、准确的维修带来了极大的方便,也保证了粗轧机的正常运行和企业的经济效益。4、深入分析:从时域波形中,我们看出了,有明显的“拍”振现象。其产生的机理是由于两个波形互相叠加而产生的。而这两个波形可以是振动源发出的,也可以是某个设备的几个零件被激励出来的振动。图5其产生的机理可以用下图说明:图6图6调制过程BVM-100振动测试技术的应用振动技术的应用实例子8结合该减速机中出现的实际情况,我们可以推断:1、产生“拍”振现象,必然有两个振动波形互相叠加而成。其中故障频率为:188.75Hz,并随着转速的升高而增加(螺伞啮合频率);2、当转速增加到1000r/min以上的时候,振动急剧增加。此时啮合频率逐步接近某个零件的固有频率,激发产生“共振”现象;3、激发产生共振的零件的固有频率在:萍乡钢铁(九钢公司)三维修厂三车间刘建春2009年11月3日重庆科技学院本科生毕业设计参考文献8参考文献[1]王汝杰石博强《现代设备管理》冶金工业出版社2007.04[2]李德源杨华龙《现在设备经济管理》人民交通出版社2000.06[3]《冶金设备管理与维修》编辑部《冶金设备现代化管理》东北大学出版社1993.10[4]沈水福《齿轮故障诊断》北京科技大学机械工程学院[10]黎运树振通采集器在振动监测诊断技术中的应用广东华宏
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 zerosun815
zerosun815
本文标题:重庆科技学院-振动监测技术在实际生产
链接地址:https://www.777doc.com/doc-1334360 .html