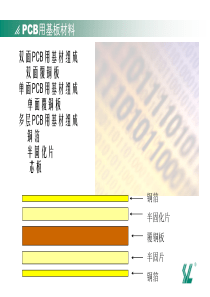
您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 第3章附加1传统机械制造装备
1、第3章附加1传统机械制造装备(还包括第5章金属切削刀具)1.1金属切削机床的型号编制1.2车床(及车刀)1.3铣床(及铣刀)1.4磨床(及磨具)1.5齿轮加工机床(及齿轮刀具)1.6其他加工机床0.1机械制造装备的分类机械制造过程:机械制造装备:加工装备、工艺装备、物料储运装备、辅助装备第一类:加工装备——(机床,制造机器的机器,工作母机)金属切削机床(切除余量,达到尺寸、形状、精度、表面质量)车、铣、刨、磨、钻、镗、拉、螺纹、齿轮等;通用、专用、专门化;精密程度;自动化程度;数控等分类原材料热、冷加工装配产品总成产品调试检验包装发运0.1机械制造装备的分类加工装备特种加工机床高精度、高速度、高温、高压、大功率、小型化的产品发展方向;解决难题,如:大面积镜面、深孔及弯孔、难切削、微细加工等;方法;电加工、超声、激光、电子束、离子束、水射流等;»电加工机床:利用电能对工件进行加工;»超声波加工机床;»激光加工机床;»电子束加工机床;»离子束加工机床;»水射流加工机床。锻压机床(在锻压加工中用于成形和分离的机械设备)锻造机、冲压机、挤压机、轧制机等。铸造机床。
2、离心铸造、压力铸造等。第3章附加1传统机械制造装备1.1金属切削机床的型号编制一、金属切削机床的分类按工作原理(加工方式)分:12大类按通用程度分:车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨床拉床锯床特种机床其它机床通用机床(万能机床):加工范围较广、结构复杂,主要适用于单件、小批量生产。如卧式车床、卧式铣镗床等。专门化机床(专能机床):加工某一类或几类零件的某一种(或几种)特定工序。如精密丝杠车床、凸轮轴车床、曲轴车床等。专用机床:加工某一种(或几种)零件的特定工序。如制造主轴箱的专用镗床、制造车床床身导轨的专用龙门磨床等等。按照加工精度:普通精度机床、精密机床、高精度机床。按照自动化程度:手动、机动、半自动和自动机床。按照机床质量:仪表机床、中型机床(一般机床)、大型机床(质量达10t)、重型机床(大于30t)和超重型机床(大于100t)。按照机床主要工作部件的数目:单轴、多轴或单刀和多刀机床等。按GB/T15375-94《金属切削机床型号编制方法》规定(一)通用机床型号类别车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨床拉床锯床特种机床其它机床代号CZTM2M3MYSXBL。
3、GDQ读音车钻镗磨2磨3磨牙丝铣刨拉割电其1、机床的类别代号用大写的汉语拼音字母表示。必要时,每类可分为若干分类。机床的类代号,按其相对应的汉字字音读音。机床的类和分类代号见下表由上述可知,机床型号是由汉语拼音字母和阿拉伯数字按一定的规律组合而成的。例如:CM6132型精密卧式车床,型号中的字母和数字含义如下:2、机床的特性代号(1)通用特性代号用大写的汉语拼音字母表示,位于类代号之后。例如CK6140型数控车床。K表示该车床具有程序控制特性,写在类别代号C之后。通用特性代号有固定的含义,见下表。通用特性代号通用特性代号高精度G仿形F精密M轻型Q自动Z加重型C半自动B万能W数字程序控制K简式或经济型J自动换刀H柔性加工单元R数显X高速S(2)结构特性代号结构特征代号无统一规定,位于通用特性代号之后,区别主参数相同而结构不同的机床,在型号中用汉语拼音区分。通用特性代号已用的字母及字母“I”、“O”不能用。3、机床的组别和系别代号每类机床按照工艺特点、布局形式和结构特性的不同,划分为10组(从0~9组),每组又分10系(从0~9型)如:CA6140中的“A”和CY6140中的“Y”,均为结。
4、构特性代号,它们分别表示为沈阳第一机床厂和云南机床厂生产的基本型号的卧式车床。4、主要参数代号代表机床规格大小的一种参数,用阿拉伯数字表示,常用主参数的折算值(1/10或1/100或1/1)来表示例如,CA6140型卧式机床中主参数的折算值为40(折算系数是1/10),其主参数表示在床身导轨面上能车削工件的最大回转直径为400mm。各类主要机床的主参数和折算系数机床主参数名称折算系数卧式车床床身上最大回转直径1/10立式车床最大车削直径1/100摇臂钻床最大钻孔直径1/1卧式镗床镗轴直径1/10坐标镗床工作台面宽度1/10外圆磨床最大磨削直径1/10内圆磨床最大磨削孔径1/10矩台平面磨床工作台面宽度1/10齿轮加工机床最大工件直径1/10龙门铣床工作台面宽度1/100升降台铣床工作台面宽度1/10龙门刨床最大刨削宽度1/100插床及牛头刨床最大插削及刨削长度1/10拉床额定拉力(吨)1/15、机床的最大改进顺序号当机床的性能及结构有重大改进,并按新产品重新设计、试制和鉴定时,在原机床型号尾部加重大改进顺序号,即汉语拼音字母A、B、C……。6、其它特性代号与企业代号其它特性代号用以反映。
5、各类机床的特性,如对数控机床,可用来反映不同的数控系统;对于一般机床可用以反映同一型号机床的变型等。其它特性代号可用汉语拼音字母或阿拉伯数字或二者的组合来表示。企业代号与其它特性代号表示方法相同,位于机床型号尾部,用“—”与其它特性代号分开,读作“至”。若机床型号中无其它特性代号,仅有企业代号时,则不加“—”,企业代号直接写在“/”后面。CA6140C:类别代号(床类)6:组别代号(卧式车床组)1:系别代号(普通车床系)例1:40:主参数代号(床身上最大回转直径400mm)A:结构性代号(A结构)根据通用机床型号编制方法,举例如下:MM7132AM:类别代号(磨床类)M:通用特性代号(精密)7:组别代号(平面及端面磨床组)1:系别代号(卧轴矩台平面磨床系)A:重大改进顺序号(第一次重大改进)例2:32:主参数代号(工作台面宽度320mm)THM6350/JCST:类别代号(镗床类)M:通用特性代号(精密)6:组别代号(卧式铣镗床组)3:系别代号(卧式铣镗床系)JCS:企业代号(北京机床研究所)例3:50:主参数代号(工作台面宽度500mm)H:结构性代号(加工中心)Z:类别代号(钻床类。
6、)3:组别代号(摇臂钻床组)0:系别代号(摇臂钻床系)40:主参数代号(最大钻孔直径40mm)X46:第二主参数(最大跨距1600mm)S2:企业代号(沈阳第二机床厂)Z3040X46/S2例4:第3章附加1传统机械制造装备1.2车床1.2.1概述:车床的用途、运动和分类用途:主要用于加工各种回转表面,如内外圆柱面,圆锥面及成形回转表面和回转体的端面等,有些车床可以加工螺纹面。运动:1.表面成形运动(1)工件的旋转运动:这是车床的主运动,其转速较高,消耗机床功率的主要部分。(2)刀具的移动:车床的进给运动。2.辅助运动:切入运动,刀架纵、横向的机动快移。分类:按其用途和结构的不同,主要分为:卧式车床及落地车床、立式车床、转塔车床、仪表车床、单轴自动和半自动车床、多轴自动和半自动车床、彷形车床及车床、多刀专门化车床“规格严格、功夫到家”CA6140车床视频:车床结构机械制造工艺——卧式车床结构和作用1.2.2CA6140型卧式车床的总体结构1.2.2.1机床的总布局机床的总布局就是机床各主要部件之间的相互位置关系,及它们之间的运动关系。CA6140的主要组成部分如下:1)主轴箱(He。
7、adstock)固定在床身左上端,内装有主轴及换向、变速机构。2)刀架部件(Toolslide)沿床身导轨作纵向移动,使车刀作纵向、横向或斜向运动。3)尾座(Tailstock)顶尖伸出用于支承工件。同时尾架还可以安装钻头等孔加工刀具,进行孔加工。4)进给箱(Feedbox)通过不同齿轮啮合以改变机动进给的进给量和加工螺纹的导程,实现不同的进给速度。5)溜板箱(Apron)溜板箱实现刀架纵向或横向进给、快速移动或车螺纹,通过溜板箱上的手柄和按钮来操控机床。6)床身(Bed)主要起支承作用,床身一般为铸铁材料,耐压不受拉。尾座主轴箱安装工件获旋转运动刀架安装刀具直线移动进给箱溜板箱提供所需运动床身决定布局导轨动力CA6140适用于加工各种轴类,套筒类和盘类零件上的回转表面,如:内圆柱面、圆锥面、环槽及成形回转表面;端面及各种常用螺纹;还可以进行钻孔、扩孔、铰孔和滚花等工艺。卧式车床所能加工的经典表面1.2.2.2机床的用途CA6140车床的运动形式:切削运动进给运动辅助运动包括工件旋转的主运动和刀具的直线进给运动。刀架带动刀具的直线运动除切削运动外的其他运动,如尾架的纵向移动、工件的夹紧。
8、与放松等。1.2.3CA6140A型卧式车床的传动分析CA6140车床传动系统图机床传动系统图①主运动传动链:把动力源(电动机)的运动及动力传给主轴,使主轴带动工件旋转实现主运动,并满足卧式车床主轴变速和换向的要求。a)传动路线电动机(7.5kw,1450r/min)——V带轮——主轴箱中的轴I——双向多片摩擦离分器M1。接下来有三种传动路线:1.压紧离合器M1左部的摩擦片,轴I——轴Ⅱ(正转);2.压紧离合器M1右部的摩擦片,轴I——轴Ⅱ(反转);3.离合器M1处于中间位置,主轴停转。任务1:找出两末端件:主电动机——主轴任务2:计算两末端件之间的相对运动量:1450r/min(主电动机)——n(主轴)任务3:写出传动路线表达式Ⅵ(主轴)合ⅤⅣⅢⅡⅦ右左Ⅰ电机(5063)(M25826515080205050802058225030413930343450)M1(4153365。
9、8)M1(230130r/min)7.5kw,1450注:ⅰ)在轴Ⅰ上装有双向多片摩擦离合器M1,使主轴正转、反转或停止。M1左部压紧时,正转;M1右部压紧时反转;中位停车;ⅱ)齿轮与轴的连接方式:固定、滑移、空套;ⅲ)主轴上的滑移齿轮50移至右端,使其与主轴上的齿式离合器M2啮合。主轴获得11.2r/min~560r/min的低转速;ⅳ)齿式离合器M2啮合脱开,运动由轴Ⅲ直接传给主轴,得到6级高转速,500r/min~1600r/min。任务4:列出传动计算式(运动平衡式)ⅣⅢⅢⅡⅡⅠ电主uuunn)1(230130ε——V带轮的滑动系数,可取ε=0.02;uⅠ-Ⅱ——为轴I和轴Ⅱ间的可变传动比,其余类推。主轴各级转速按运动平衡式计算。例如:某级转速为:min/5005063582241532301301450rn主注:主轴反转通常不是用于切削,而是用于车削螺纹时,在不断开主轴和刀架间传动联系的情况下,车刀沿螺纹线退回到起始位置。反转转速较高,节省辅助时间。任务5:得出结论公式(或转速图)主轴转速级数和转速:经低速传动路线时,主轴获得的实际转速2×。
10、3×(2×2-1)=18级转速,加上由高速传动路线获得的6级转速,主轴共可获得24级正转转速。主轴反转时,有3×[1+(2×2-1)]=12级转速。CA6140A型卧式车床主传动系统转速图1.3.3.2进给运动传动链功用是使刀架实现纵向及横向移动变速与换向。它包括车螺纹进给运动传动链和机动进给运动传动链。两个末端件:主轴——刀架(丝杠)a)车螺纹进给运动传动链CA6140型卧式车床能车削公制、英制、模数制和径节制四种标准螺纹,可以车削大导程、非标准和较精密的螺纹。它可以车削右旋螺纹,也可以车削左旋螺纹。计算位移:主轴1r——刀架移动加工螺纹的一个导程L工(mm)运动平衡方程式:u─从主轴到丝杠之间的总传动比;L丝─机床丝杠的导程,CA6140型车床的L丝=12mm;L工─被加工螺纹的导程(mm)。工丝主轴LLu1ⅰ)车削公制螺纹传动路线:刀架ⅩⅨ(丝杠)(啮合)ⅩⅧⅩⅥⅩⅤⅩⅣⅩⅢⅩ(左螺纹)(右螺纹)Ⅸ主轴Ⅵ倍536252536362575100100633325253333335858基Muu运动平衡式:化简后得。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![[800字]2023年卫生部个人工作计划_卫生部个人工作计划1500字(10篇)](/doc-11945687.png)


 able888
able888
本文标题:第3章附加1传统机械制造装备
链接地址:https://www.777doc.com/doc-135302 .html