您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 第四部分-减材制造与增材制造
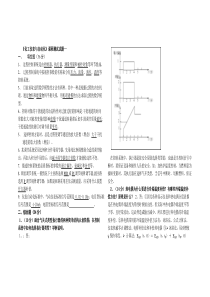
减材制造与增材制造12航空制造业特点航空增材制造分析目录1航空制造业特点1.0引言对于一个国家来说,航空航天工业是制造业最为重要的组成部分之一,也是科技含量最高的制造领域之一,体现了国防科技工业现代化水平和国家现代制造业实力,在国防现代化和国民经济发展中有着举足轻重的作用。为了对所加工零件有更深入的了解,现对其进行分析。航空制造业总体特点带筋件的分析自由曲面构件特点1.1航空制造业总体特点大量采用自由曲面形式16从形式的角度,为了到良好的气动性能,结构上大量采用自由曲面形式,其准确成型难度较大。我们在钣金车间参观了部分军机的钣金复杂曲面的成型过程2.1航空制造业总体特点较多形成各种复杂型腔26某型战斗机构件型腔图从外观的角度,为了减轻结构重量并增强结构性能,在飞行器构件设计时应进行等强度设计,其直接结果就是往往需要在结构上形成各种复杂型腔,其中型腔靠近外形的槽腔常为直纹曲面,而且具有复杂的槽腔、筋条、凸台和减轻孔等特征。我们在数控加工车间参观了我国某大型运输机的翼肋成型及歼击机的机翼构件成型过程。2.1航空制造业总体特点大量采用整体构件36随着航空制造工业的快速发展,由于现代飞机性能要求和设计水平不断提高,为了进一步提升结构效率,大型航空整体结构件逐渐替代了传统的螺栓连接和铆接的飞机组合件,且使用整体制造水平的普遍提升,使得整体结构件成为广泛采用的主要承力构件。相对于传统拼接的结构,它不但可减少零件数目,降低结构重量,而且接缝少,密封性好,装配简单,使飞机等的结构效率和可靠性成倍甚至数十倍地提高。2.1航空制造业总体特点制造过程中材料去除率大46为了降低飞机等飞行器的自身结构重量,增大携带负载的能力和实现更远的飞行距离,飞行器制造过程中其航空整体结构件由整块大型毛坯直接“掏空”加工而成,其通常去除量能达到70%,加工周期长。美国的F-22飞机中尺寸最大的Ti6Al4V钛合金整体加强框,所需毛坯模锻件重达2796千克,而实际成形零件重量不足144千克,材料的利用率不到4.90%。2.1航空制造业总体特点加工变形问题严重56从加工产品的良品率的角度,飞行器上的结构件往往由于其设计水平较高而加工变形问题严重,影响加工效率,而当面临如尺寸大、材料去除率高、刚性差等特点时,这些问题更更加凸显,当工件从夹具上取下后,往往产生弯曲、扭曲、弯扭组合等加工变形,使零件难以达到设计要求。由于不同飞机结构件采用不同材料毛坯和不同加工方式,它们产生变形的方式与程度也不尽相同。我国中航工业集团民用飞机转包合作生产中,飞机座舱前、后侧骨架数控加工后会发生弯曲变形.整体梁、接头等加工后出现弯曲和扭转变形。2.1航空制造业总体特点性能要求较高66加工精度形位精度重量控制使用寿命2.2铝合金的在飞行器上的应用近年来,随着航空材料的快速发展,钛合金、铝合金和复合材料成为航空整体结构件的主要结构材料,且在战斗机等高机动性飞行器中所占比重越来越大,但是航空铝合金仍然是应用最为广泛的金属材料,尤其是在民用大飞机中更是如此。在各种民用大飞机系列机型中,铝合金使用量基本在70%以上,其中,波音747中的铝合金使用量高达到81%,有"空中巨无霸"之称的A380飞机的结构材料中铝合金占66%。其中,铝合金主要用来制作航空航天产品的受力结构件,如隔框、大梁、翼肋、巧条、起落架等零件。从制造的角度,模锻件和预拉伸板材是铝合金整体结构件毛坯材料的两种主要形式。随着金属板制造水平的提高,平面类整体结构件、板、框、肋、梁的铝合金零件已普遍采用预拉伸板,在沈飞车间中也大量使用。预拉伸板材通过在专用板材拉伸机上预先给材料少量的塑性变形,改变板材内部原有应力分布状态,减小与均匀化内部固有应力状态。航空铝合金超厚板(40mm)是一种用量较大,需要采用先进加工技术的新型关键结构材料。如德国生产的厚280mm,长20mm的铝合金预拉伸板材,由其制造的整体结构件壁厚为2-3mm,广泛应用于波音军事运输机C-17和波音777、737飞机上。2.3带筋件的总体特点分析结构常见:从工艺知识、编程经验、形状的角度分析飞机结构件中的筋这类形状零件,可得知,筋是飞机结构件中最常见的形状之一。综合性强:筋通常起提高结构件强度的作用,也有部分筋有一些特殊的功用。其形状是由结构件本身的设计,以及工艺等诸多因素决定的。薄壁结构:由于飞机结构件本身要求零件在保证强度的情况下尽可能轻,因而通常情况下筋的宽度只有3-4mm,属于薄壁结构。种数丰富:飞机结构件中的筋形状各异,数量多,常位于槽腔、轮廓之间或槽腔内部01课题目的2.3带筋件的总体特点分析拓扑边:1,指筋边2,由主拓扑面与侧拓扑面相交的两条凸边列组成,3,筋顶面加工刀轨计算的原始驱动几何元素,也是筋特征合并的依据)主拓扑面:1,指筋顶面,2,通常由平面、圆柱面或自由曲面组成,3,筋特征的主要加工区域约束面:1,约束面为筋两端的端面2,约束面通常为槽腔的侧壁面,一般为一些平面或直纹面3,常常需要单独进行加工侧拓扑面:1,指筋的侧面2,通常由平面、圆柱面或曲面组成3,构成槽腔侧面、或轮廓侧面,其加工受到所处部位的影响筋底面:1,筋的底面2,通常多为平面3,筋底面在筋的侧面加工中限定了筋侧面加工的范围特征2.3带筋件的分析加工内容151)顶面的加工筋特征都需要加工筋顶部分1,筋特征加工中最主要的部分,2,飞机结构件筋特征的数控编程中编程占很大的比例。3,是筋特征加工中情况最多,工艺最复杂的部分。2)约束面的加工在一部分筋中,存在约束面需要单独加工,1,为了精加工约束面2,在筋顶面上加工出足够的空间,为之后筋顶面加工的进刀做准备。3)筋侧面的加工往往在铣槽腔内壁面或铣轮廓面时顺带完成(只有在开口筋或独立筋中,若筋的强度不够,筋的侧面才需要单独加工)。2.3带筋件的分析筋加工顺序的安排25筋约束面筋顶面筋侧面2.3带筋件的分析通常情况下,一般先加工约束面,后加工筋侧面。选用这个加工顺序理由是:如图所示,在筋顶面加工中,若约束面未加工完成,则当刀具走到靠近约束面的位置,由于约束面处还存在粗加工余量,将导致铣刀侧面突然出现大的切削量,刀具易损。所以,此类情况,通常都是先加工约束面,再加工筋顶面.筋侧面的加工,一般都在加工筋顶面之后。由于筋是一类薄壁结构,筋的宽度通常只有3~4mm,远远小于筋的长度和高度。在筋顶面、约束面和侧面的加工中,筋顶面的加工最易发生变形。为了防止顶面加工时发生大的变形,通常在筋的侧面还未加工,还留有粗加工余量,即筋的宽度方向上还有一定厚度时,先将筋顶部分加工完成,之后再加工筋的侧面。2.3带筋件的分析筋顶面对筋加工的影响35顶面的加工,主要受筋顶面各面类型的影响,通常需要考虑有如下一些通用的原则:(1)爬坡原则:尽量实现从筋顶面较低处向筋顶面较高处进行加工,方便排屑,减少刀具摩损。平底刀侧刃加工,适合自下往上加工零件,当运动轨迹自上往下时,刀具底部将参与切削,而平底刀底部的切削能力较弱,容易损伤刀具和工件。(2)小坡度下滑原则:当筋顶面加工不可避免的要从筋顶面较低处向较高处加工时,尽量使下滑坡度较小的方向为加工方向。(3)刀轨应避免位于筋顶中线上:当刀具中心位于被加工筋顶的中线上时,加工时震动大,故刀轨最好偏移一个距离,保证切削时的平稳性。(4)开敞性原则:从无干涉部位进刀进行加工。在不考虑过渡圆弧面的情况下,根据筋顶面类型的不同,如图2-7所示,筋分为如下3种情况:a)平顶筋;b)斜顶筋;c)曲顶筋。2.3带筋件的分析筋两端连接支撑情况对筋加工的影响45筋是一类薄壁结构,其两端是否有连接支撑,影响筋强度的大小,也影响筋的加工,尤其对筋侧面的加工影响较大。为防止筋侧面加工时发生大的变形,工艺员必须根据筋两端连接支撑情况的不同,采用不同的加工工艺方案。根据筋两端是否有连接支撑,可将筋分为下列3种类型:(a)筋两端都有连接支撑。在飞机结构件中,此类筋最多,它一般位于槽腔之间或处于轮廓上,两端都与其它筋或其它特征相交,强度相对较大。(b)筋一端无连接支撑。该类筋又称开口筋,其一端与其它特征相交,另一端无连接。(c)筋两端都无连接支撑。该类筋又称独立筋,通常位于槽腔内部,不与槽腔壁面相交。在民用飞机结构件中,此类筋还常分布于轮廓上,成耳片状,又称耳片筋。2.3带筋件的分析筋所处位置情况的不同对筋加工的影响55位于外轮廓上的筋的加工和在结构件内部的筋的加工有所不同。轮廓上的筋的加工,除了受筋自身类型、形状的影响,通常还受装夹方案、工艺凸台位置以及轮廓面精度要求等因素的影响。按筋在飞机结构件中的位置的不同,如图,可分为下列3种情况:a)筋在槽之间b)筋在槽之内c)筋在轮廓上2.4自由曲面设计随着现代科技及工业的发展,自由曲面已广泛应用于各行各业,大到汽车外形,飞机机身,船舶船体,小到电话机座等,因此,如何精确、高效地设计和制造自由曲面件成为必须解决的问题。由于自由曲面一般比较复杂,计算比较繁琐,程序段很多,用手工编程是难以完成的,应尽可能采用自动编程。自动编程时,程序员根据零件图样和工艺要求,使用相关CAD/CAM软件,先用CAD功能模块进行建模,然后利用CAM模块产生刀具路径,进而用后置处理程序产生数控程序,可以通过软件传给数控机床,完成自由曲面的加工。如何更好应对上述制造要求2航空增材制造分析3.1增材技术概述3.2我国的应用情况3.3发展历史3.4技术特点3.5增材技术的种类及介绍3.6发展方向3.1增材技术概述增材制造(additivemanufacturing,AM)技术是通过CAD设计数据采用材料逐层累加的方法制造实体零件的技术,其基本原理是离散-堆积原理。自20世纪80年代末,增材制造技术逐步发展,期间也被称为“材料累加制造”(materialincreasemanufacturing)、“快速原型”(rapidprototyping)、“分层制造”(1ayeredmanufacturing)、“实体自由制造”(solidfree-formfabrication)、“3D打印技术”(3Dprinting)等,名称各异的叫法,分别从不同侧面表达了该制造技术的特点。该技术源于20世纪80年代的美国,它是将表面工程、材料工程、数字建模、自动化控制等多项前沿技术相结合而形成的新兴制造技术,被英国杂志《经济学人》誉为“制造业的革命!”3.1增材技术概述在航空领域使用较多的高性能大型金属构件的激光增材制造,指的是通过长期激光逐点扫描、逐线搭接、逐层熔化凝固堆积(增材制造),实现三维复杂零件的“近净成形”。实际上是激光超常冶金/快速凝固高性能“材料制备”与大型复杂构件逐层增材“直接制造”的一体化过程(即材料制备/零件成形一体化、成形/控性一体化)。3.2我国的应用情况我国该项技术的应用道路上较为突出,目前应用的型号有如下所示1,在民用飞机上,C919大飞机驾驶舱玻璃窗框架和缘条零件.2,在军用飞机上,舰载战斗机-歼15,多用途战斗轰炸机歼-16,隐形战斗机歼20,隐形战斗机歼-31,运-20大型运输机。3.3发展历史目前,该技术正在欧美掀起如火如荼的产业化发展热潮,并已广泛应用于创意设计、医疗保健、航空航天、汽车制造、模具制作、影视教育等。其发展过程中的重大事件发生时间如下所示:1995中国提出技术构想1978美国提出技术构想2000AMS4999美国装机工程应用F-22和F/A-l8E/F2012电子束熔丝成形J-152007中国装机工程应用c9192013电子束熔丝成形F-351978美国联合技术研究心提出并被命名为“激光逐层上釉”工艺。实际上早在1978年美国联合技术研究中心就已提出并被命名为“激光逐层上釉”工艺,提出通过激光熔化/快速凝固逐层堆积原理制造致密金属构件的技术思路,虽然当时已明确指出了现代金属件激光增材制造技术的几乎全部优点,但由于受当时工业激光器功率及数控技术水平的限制,该技术并未立即引起人们的注意。3.3发展历史1995西北工业大学提出激光增材制造的技术构思。我国开展航空制造领域增材制造技术和应用研究最具代表性的单位主要是西
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 haoyu064
haoyu064
本文标题:第四部分-减材制造与增材制造
链接地址:https://www.777doc.com/doc-1354199 .html